具有保持件的气溶胶生成制品的制作方法
1.本发明涉及一种气溶胶生成装置。具体而言,本发明涉及与热源和气溶胶形成基质一起使用的气溶胶生成装置。本发明涉及包括气溶胶生成装置、热源和气溶胶形成基质的气溶胶生成系统。本发明还涉及一种与气溶胶生成装置一起使用的包装,并且涉及包括气溶胶生成装置和包装的成套部件。
背景技术:
2.本领域中已经提出了许多备选的气溶胶生成制品。此类备选气溶胶生成制品的一个目的是减少因可燃香烟中的烟草燃烧和热降解而产生的类型的某些烟雾成分的量。在一种已知类型的气溶胶生成制品中,通过将热从可为可燃热源的热源传递到邻近热源定位的气溶胶形成基质来生成气溶胶。在气溶胶生成期间,挥发性化合物通过来自热源的热传递从气溶胶形成基质释放,并且夹带在被抽吸通过气溶胶生成制品的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。这些有时称为加热式气溶胶生成制品。
3.在包括可燃热源和气溶胶形成基质的经加热的气溶胶生成制品中,可燃热源必须牢固地附接到气溶胶形成基质,以避免可燃热源与气溶胶生成制品的其余部分分离。可燃热源必须在气溶胶生成制品的制造中以及在运输、使用和有时弃置期间都保持牢固地附接到气溶胶形成基质。将可燃热源牢固地附接到气溶胶生成制品的其余部分可能很困难,因为可燃热源无法被完全覆盖,因为这可能抑制可燃热源的燃烧。
4.可能期望提供热源与气溶胶生成制品的其余部分的牢固附接,以便防止热源与气溶胶生成制品的其余部分分离。
5.已知气溶胶生成制品的可燃热源可以至少部分地暴露。这可能导致由可燃热源与其它材料相接触而引起对财产造成热损坏的风险。在一些情形下,可能存在可燃热源可能点燃其接触的材料的风险。吸烟制品引起邻近材料点燃的趋势的一个度量是点燃倾向。可能期望提供具有低点燃倾向的气溶胶生成制品,其具有相对于没有那些特征的气溶胶生成制品降低其点燃倾向的特征,或具有其点燃倾向不高于香烟的点燃倾向的特征。
6.此外,一些已知的加热式气溶胶生成制品并未向消费者提供定制其体验的机会。例如,如果消费者希望使用特定的气溶胶形成基质,那么他们必须购买包括该基质的整个气溶胶生成制品。另外,在已知的气溶胶生成制品中,在使用期间消耗可燃热源和气溶胶形成基质时,诸如冷却和间隔元件以及热传导构件的其它元件通常在一次使用后与气溶胶生成制品的其余部分一起弃置。可能期望提供消费者容易定制用户体验的气溶胶生成制品。可能期望提供可重新使用某些部件(特别是未消耗的部件)的气溶胶生成制品。
7.此外,现有技术的热源可包括碳,并且现有技术的气溶胶形成基质可包括气溶胶形成剂。为此,用户可能不希望与热源或气溶胶形成基质直接接触。例如,用户可能不希望直接手持热源或气溶胶形成基质。可能期望允许用户定制他们的体验,同时最小化与热源和气溶胶形成基质的物理接触。
技术实现要素:
8.根据本发明,提供了一种气溶胶生成装置,其包括在上游端与下游端之间延伸的细长本体。细长本体可具有用于接收气溶胶形成基质和热源的上游凹部。这允许热源和气溶胶形成基质(两者都是可消耗的)接收在气溶胶生成装置中。装置可以重复使用,从而减少浪费。另外,由于凹部可以接收任何气溶胶形成基质,因此用户能够通过将他们选择的气溶胶形成基质插入到上游凹部中来定制他们的体验。
9.气溶胶生成装置可进一步包括设置在上游凹部的上游端处的环形切削刃。上游凹部在其上游端处可由环形切削刃限定。如下文更详细地论述,切削刃的提供可以允许装置与特定包装结合使用,所述特定包装可以减少或消除用户与热源和气溶胶形成基质中的至少一个直接接触的需要。
10.气溶胶生成装置可进一步包括设置在细长本体内的弹出元件。弹出元件可在第一位置与第二位置之间移动,弹出元件在第二位置中比在第一位置更远地延伸到上游凹部中。这可以有利地提供用户在使用后可从装置移除热源和气溶胶形成基质中的至少一个而不需要与热源和气溶胶形成基质中的至少一个直接接触的手段。
11.在本发明的优选实施例中,提供了一种气溶胶生成装置,其包括在上游端与下游端之间延伸的细长本体。细长本体具有用于接收气溶胶形成基质和热源的上游凹部。气溶胶生成装置进一步包括设置在上游凹部的上游端处的环形切削刃。优选地,上游凹部在其上游端处由环形切削刃限定。气溶胶生成装置进一步包括设置在细长本体内的弹出元件,弹出元件可在第一位置与第二位置之间移动,弹出元件在第二位置比在第一位置更远地延伸到上游凹部中。
12.本发明的气溶胶生成装置可以通过将新热源和新气溶胶形成基质中的至少一个插入上游凹部中而多次使用。这可有利地导致在每次使用气溶胶生成装置时减少浪费。另外,提供用于接收气溶胶形成基质的上游凹部可以有利地允许用户通过将他们选择的气溶胶形成基质插入到上游凹部中来定制他们的体验。另外,在上游凹部内接收热源和气溶胶形成基质可以有利地确保热源和气溶胶形成基质的牢固保持。
13.此外,环形切削刃的提供可以允许装置与特定包装结合使用,所述特定包装可以减少或消除用户与热源和气溶胶形成基质中的至少一个直接接触的需要。
14.弹出元件的提供可以有利地提供用户在使用后可从装置移除热源和气溶胶形成基质中的至少一个而不需要与热源和气溶胶形成基质中的至少一个直接接触的手段。
15.在使用中,气溶胶形成基质和热源可插入到细长本体的上游凹部中。气溶胶形成基质和热源可以轴向对准,其中热源设置在上游凹部中的气溶胶形成基质的上游。热源和气溶胶形成基质可以手动插入。将热源和气溶胶形成基质插入到细长本体的上游凹部中可以将弹出元件从第二位置移动到第一位置。
16.优选地,至少热源通过使用结合包含热源的特定包装的气溶胶生成装置来插入。包装可包括热源存储部分,所述热源存储部分具有纵向本体、封闭的第一端和相对的第二端,热源存储部分第二端由脆性材料层封闭。热源可设置于热源存储部分中。脆性材料层可包括金属箔。
17.当本发明的气溶胶生成装置与上述包装结合使用时,设置在上游凹部的上游端处的环形切削刃被推入脆性材料层中。环形切削刃切穿脆性材料层,在上游凹部内留下一部
分脆性材料。随着细长本体进入包装的热源存储部分的纵向本体,热源进入上游凹部。然后,细长本体可从包装的热源存储部分的纵向本体移除,并且如果热源是可燃热源,则可以点燃热源。来自热源的热可以传递到气溶胶形成基质,在气溶胶形成基质形成气溶胶。使用之后,弹出元件可以从第一位置移动到从上游凹部弹出热源和气溶胶形成基质的第二位置。
18.留在上游凹部内的脆性材料的部分可设置于热源与气溶胶形成基质之间。留在上游凹部内的脆性材料的部分可有利地充当热源与气溶胶形成基质之间的屏障。由脆性材料的部分形成的屏障的提供可在使用气溶胶生成装置期间有利地防止或抑制至少一个气溶胶形成剂从气溶胶形成基质迁移到热源。由脆性材料的部分形成的屏障的提供还可有利地抑制在热源(其中热源是可燃热源)的点燃和燃烧期间形成的燃烧和分解产物进入在气溶胶生成装置的使用期间被抽吸通过气溶胶形成基质的空气。
19.上游凹部的大小可以设定成接收任何数目的热源和气溶胶形成基质。优选地,上游凹部的大小可设定成接收单个热源和单个气溶胶形成基质。备选地,上游凹部的大小可以设定成接收一个以上的气溶胶形成基质。例如,上游凹部的大小可以设定成接收两个、三个、四个或更多个气溶胶形成基质。这可以有利地允许消费者通过将不同气溶胶形成基质的特定组合插入上游凹部来定制他们的体验。优选地,上游凹部的尺寸设定成使得当气溶胶形成基质和热源正确地插入到上游凹部中时,热源的一部分从上游凹部的上游端突出。这可以有利地确保足够的空气能够到达热源以促进热源的点燃和持续燃烧,其中热源是可燃热源。
20.细长本体可以由单部件形成。单部件细长本体可由诸如不锈钢的金属材料形成。备选地,单部件细长本体可以由聚合材料形成。
21.备选地,细长本体可包括多个部件。例如,细长本体可包括上游部分和下游部分。
22.细长本体的上游部分可包括上游凹部。细长本体的上游部分可包括切削刃。优选地,细长本体的上游部分可包括耐热材料。这可以有利地防止对在使用中可设置成接近热源的细长本体的上游部分的损坏。优选地,细长本体的上游部分包括导热材料。这可以有利地确保从热源到设置在上游凹部中的气溶胶形成基质的足够热传递。这可有利地改善由气溶胶形成基质生成气溶胶。细长本体的上游部分可包括金属材料。细长本体的上游部分可包括不锈钢、镍铬钛铝合金、铬镍铁合金和铝中的至少一种。
23.细长本体的下游部分可以设置在上游凹部的下游。因此,细长本体的下游部分可能不需要像细长本体的上游部分那样耐热。此外,用户可以通过细长本体的下游部分来握持气溶胶生成装置。因此,细长本体的下游部分可优选地包括绝热材料。这可以有利地防止气溶胶生成装置的外表面在使用期间变热。细长本体的下游部分可包括聚合材料。例如,细长本体的下游部分可以包括聚醚醚酮(peek)。
24.细长本体的上游部分和下游部分可以通过任何合适的手段连接。例如,细长本体的上游部分和下游部分可以通过过盈配合、螺钉连接和粘合剂中的一种或多种连接。
25.切削刃可以与细长本体的至少一部分一体地形成。切削刃可以与细长本体的上游部分一体地形成,其中细长本体包括上游部分和下游部分。
26.优选地,环形切削刃包括金属材料。例如,切削刃可包括不锈钢。
27.环形切削刃可以是能够刺穿或切穿包装的脆性材料层的任何刃。环形切削刃可以
是连续切削刃。备选地,环形切削刃可以是不连续的,使得切削刃包括一个或多个断口。
28.环形切削刃可以是平坦的。备选地,环形切削刃的至少一个第一部分可以比环形切削刃的至少一个第二部分向更上游延伸。这可以减小与包装的脆性材料层接触的切削刃的面积。这可有利地导致压力增加,意味着可能需要更少的力,以便刺穿或以其它方式切穿包装的脆性材料层。环形切削刃可以是切削刀片。切削刃可包括锯齿或齿。这些还可以有利地增加压力,并且使得更容易刺穿或以其它方式切穿包装的脆性材料层。
29.弹出元件可由任何合适的材料形成。弹出元件可包括金属材料或聚合材料。例如,弹出元件可包括不锈钢或peek。弹出元件可以是具有细长形状的弹出杆。
30.气溶胶生成装置可适合与任何热源一起使用。上游凹部可适于接收任何热源。热源可以是单次使用的热源。热源可以是多次使用的热源。热源可以是可燃、化学、电气或任何其它热源。优选地,上游凹部适合于接收可燃热源。
31.如本文中关于本发明所用,术语“纵向”和“轴向”用于描述气溶胶生成装置或气溶胶生成装置的部件的相对的上游端与下游端之间的方向。
32.如本文中关于本发明所用,术语“上游”和“前部”以及“下游”和“后部”用于描述气溶胶生成装置的部件或部件的各部分相对于空气在气溶胶生成装置使用期间通过其流动的方向的相对位置。根据本发明的气溶胶生成装置包括近端,在使用中,气溶胶通过所述近端离开装置以递送给用户。气溶胶生成装置的近端还可称作口端或下游端。在使用中,用户在气溶胶生成装置的口端上抽吸。口端在远端下游。气溶胶生成装置的远端还可称作上游端。气溶胶生成装置的部件或部件部分可基于其在气溶胶生成装置的近端与气溶胶生成装置的远端之间的相对位置而描述为在彼此的上游或下游。在气溶胶生成装置的部件或部件的部分的前部是最接近气溶胶生成装置的上游端的端部处的部分。在气溶胶生成装置的部件或部件的部分的后部是最接近气溶胶生成装置的下游端的端部处的部分。
33.弹出元件可包括中空内腔,上游凹部通过所述中空内腔与细长本体的下游端流体连通。
34.在使用中,由气溶胶形成基质生成的气溶胶可以从上游凹部穿过内腔并且到达细长本体的下游端。
35.细长本体的下游端可包括开口,气溶胶可通过所述开口离开气溶胶生成装置。
36.内腔的直径可选择成以实现期望的抽吸阻力(rtd)。内腔还可充当在所生成的气溶胶离开气溶胶生成制品之前进行冷却的空间。
37.气溶胶生成装置可进一步包括推动装置,以将弹出元件从第一位置推动到第二位置。
38.在使用中,当被致动时,推动装置因此可以在使用后从细长本体的上游凹部弹出使用过的热源和气溶胶形成基质。这有利地意味着用户不需要将弹出元件从第一位置物理地推动到第二位置。
39.推动装置可以是任何推动装置。
40.推动装置可包括压缩弹簧。压缩弹簧可以围绕弹出元件定位,使得弹出元件穿过弹簧的中心轴线。在这种情况下,弹出元件可包括凸缘,弹簧的上游端可作用于所述凸缘以将弹出元件从第一位置推动到第二位置。细长本体可包括内部止挡件,弹簧的下游端可作用于所述内部止挡件以将弹出元件从第一位置推动到第二位置。
41.气溶胶生成装置可以包括保持器,以将弹出元件保持在第一位置。这可以在不需要时防止推动装置将弹出元件从第一位置推动到第二位置。这可以有利地防止热源和气溶胶形成基质过早地从上游凹部弹出。
42.如上所述,将热源和气溶胶形成基质插入到细长本体的上游凹部中可以将弹出元件从第二位置移动到第一位置。在气溶胶生成装置包括推动装置以将弹出元件从第一位置推动到第二位置的情况下,将热源和气溶胶形成基质插入到上游凹部中的插入可对抗推动装置。换句话说,推动装置可以抵抗热源和气溶胶形成基质插入到上游凹部中。这可以使得朝向上游凹部的下游端定位的气溶胶形成基质被紧靠设置在上游凹部的上游端处的热源推动。这可以有利地改善从热源到气溶胶形成基质的热传递。这可有利地改善由气溶胶形成基质生成气溶胶。
43.保持器可以是能够克服推动装置的力的任何保持器。
44.保持器可以是机械保持器。例如,保持器可包括在弹出元件的一部分与细长本体的一部分之间的过盈配合。必须克服这种过盈配合的力,才能将弹出元件从第一位置移动到第二位置。保持器可以是在弹出元件与细长本体之间的卡扣连接。当弹出元件和细长本体中的至少一个包括可弹性变形材料如peek时,这可能特别适合。
45.保持器可包括磁性连接。例如,保持器可包括一对永磁体,一个在弹出元件上,并且另一个在细长本体上,永磁体构造成当弹出元件处于第一位置时接触,使得两个磁体之间的磁性吸引作用成将弹出元件保持在第一位置。保持器可包括永磁体和铁磁性材料,如钢。例如,弹出元件可以包括钢,并且永磁体可以在一个位置设置在细长本体中并且附接到细长本体,所述位置在弹出元件处于第一位置时允许永磁体与弹出元件接触。
46.位于细长本体中的磁体可以是环形磁体。这可以有利地允许气溶胶离开弹出元件的内腔,以在不受磁体遮挡的情况下传递到细长本体的下游端。
47.气溶胶生成装置可包括灭火套筒。灭火套筒具有上游端和下游端。灭火套筒可以在加载位置与灭火位置之间相对于细长本体沿纵向方向移动,在加载位置,细长本体的切削刃延伸超过灭火套筒的上游端,在灭火位置,细长本体的切削刃设置在灭火套筒的上游端的下游。
48.当气溶胶生成装置与气溶胶形成基质组合使用时,灭火套筒处于加载位置以允许足够空气到达热源以促进热源的点燃和持续燃烧,其中热源是可燃热源。在气溶胶生成之后,灭火套筒可以沿上游方向从加载位置移动到灭火位置。在灭火位置,灭火套筒延伸超过细长本体的上游端。当在细长本体的上游凹部内接收可燃热源时,灭火套筒从加载位置到灭火位置的移动可以限制空气供应到可燃热源。这可能使得可燃热源被熄灭。在灭火位置,灭火套筒可以比接收在上游凹部中的可燃热源的上游端向更上游延伸。
49.灭火套筒的提供可有利地提供在可燃热源由弹出元件从上游凹部弹出之前使可燃热源熄灭的便利方式。
50.灭火套筒可具有的总长度小于细长本体的总长度。这可以有利地允许用户通过用一只手握持灭火套筒并且用另一只手握持细长本体的一部分而使灭火套筒相对于细长本体在加载位置与灭火位置之间移动。
51.灭火套筒可包括上游止挡件和下游止挡件中的至少一个,其构造成与细长本体的对应部分接合以防止细长本体沿相对于细长本体的上游方向或下游方向延伸太远。这可有
利地防止灭火套筒与细长本体分离。在细长本体的下游部分包括绝热材料并且细长本体的上游部分包括导热材料的情况下,灭火套筒可构造成当灭火套筒处于灭火位置和加载位置两者时覆盖细长本体的上游部分的大部分。这可以有利地防止细长本体的可在使用期间变热的上游部分暴露。
52.灭火套筒可包括任何材料。优选地,灭火套筒包括绝热材料。这可以有利地防止气溶胶生成装置的外表面在使用期间变得过热。例如,灭火套筒可包括peek。
53.气溶胶生成装置可包括至少一个锁定机构以将灭火套筒锁定在加载位置和灭火位置中的至少一个中。气溶胶生成装置可包括至少一个锁定机构以将灭火套筒锁定在加载位置和灭火位置中的每个中。至少一个锁定机构可包括球掣。至少一个锁定机构可有利地防止灭火套筒在加载位置与灭火位置之间意外移动。
54.当灭火套筒处于加载位置时,细长本体的切削刃延伸超出灭火套筒的上游端。这可以有利地允许细长本体的切削刃刺穿或以其它方式切穿如上所述的包装的脆性材料层。
55.当灭火套筒处于灭火位置而非加载位置时,气溶胶生成装置的总长度可以更大。例如,当灭火套筒处于加载位置时,气溶胶生成装置可具有介于约70毫米与约100毫米之间,优选地介于约80毫米与约90毫米之间的总长度。当灭火套筒处于加载位置时,气溶胶生成装置可具有约84毫米的总长度。当灭火套筒处于灭火位置时,气溶胶生成装置的总长度可大于约84毫米。
56.灭火套筒可从灭火位置移动到弹出位置,在弹出位置,细长本体的切削刃比在灭火位置设置在灭火套筒的上游端的更下游,并且灭火套筒从灭火位置到弹出位置的移动使得弹出元件从第一位置移动到第二位置。
57.灭火套筒从灭火位置到弹出位置的移动可使得保持器释放弹出元件。然后,可以由推动装置将弹出元件从第一位置推动到第二位置。灭火套筒可包括内部元件,当灭火套筒从灭火位置移动到弹出位置时,所述内部元件与弹出元件的一部分接合。灭火套筒的内部元件与弹出元件的部分之间的接合可以克服保持器的保持力,并且允许推动装置将弹出元件从第一位置推动到第二位置。这可以从上游凹部弹出气溶胶形成基质和热源中的至少一个。
58.为灭火元件提供弹出位置可有利地提供用户将弹出元件从第一位置移动到第二位置以便在使用后弹出气溶胶形成基质和热源的便利方式。具体而言,其可有利地提供释放保持器(在存在的情况下)以便允许推动装置将弹出元件从第一位置移动到第二位置的便利方式。
59.此外,由于在到达弹出位置之前,灭火套筒必须从加载位置穿过所述灭火位置,因此在灭火套筒已经移动到灭火位置之前,气溶胶生成装置不可弹出热源。这可以有利地帮助确保在热源从细长本体的上游凹部弹出之前使接收在细长本体的上游凹部中的热源熄灭,其中热源是可燃热源。
60.灭火套筒从弹出位置移回加载位置可使得弹出元件从第二位置移回第一位置。优选地,灭火套筒从弹出位置移回加载位置不会使得弹出元件从第二位置移回第一位置。如上所述,优选的是,将气溶胶形成基质和热源插入到细长本体的上游凹部中会将弹出元件从第二位置推到第一位置,因为这可以使得朝上游凹部的下游端定位的气溶胶形成基质被推向紧靠设置在上游凹部的上游端处的热源。这可以有利地改善从热源到气溶胶形成基质
的热传递。这可有利地改善由气溶胶形成基质生成气溶胶。
61.当灭火套筒处于弹出位置而非加载或灭火位置时,气溶胶生成装置的总长度可以更大。例如,当灭火套筒处于弹出位置时,气溶胶生成装置可具有在约80毫米与约110毫米之间,优选地在约90毫米与约100毫米之间的总长度。当灭火套筒处于弹出位置时,气溶胶生成装置可具有约96毫米的总长度。当灭火套筒处于加载或灭火位置时,气溶胶生成装置的总长度可小于约96毫米。
62.气溶胶生成装置可进一步包括穿过细长本体进入上游凹部中的至少一个空气入口。
63.穿过细长本体的至少一个空气入口可以有利地允许空气接近热源和气溶胶形成基质中的至少一个。这可以有利地促进设置在上游凹部内的热源的点燃和持续燃烧,其中热源是可燃热源。此外,进入上游凹部的空气还可以有利地促进气溶胶从气溶胶形成基质生成并且转移到细长本体的下游端。
64.至少一个空气入口可包括用于将空气供应到热源的至少一个上游空气入口,以及用于将空气供应到气溶胶形成基质的至少一个下游空气入口。
65.由于热源和气溶胶形成基质两者均可能需要空气供应,因此提供至少一个上游空气入口和至少一个下游空气入口可有利地确保足够空气能够接近接收在细长本体的上游凹部中的热源和气溶胶形成基质两者。
66.至少一个上游空气入口可定位成使得其邻近构造成接收热源的细长本体的上游凹部的部分。至少一个下游空气入口可定位成使得其邻近构造成接收气溶胶形成基质的细长本体的上游凹部的部分。
67.至少一个上游空气入口可包括任何数目个单独的空气入口。至少一个下游空气入口可包括任何数目个单独的空气入口。单独的空气入口可以是任何尺寸。至少一个上游空气入口和至少一个下游空气入口的数目和大小可设定成提供适当的总空气入口面积。至少一个上游空气入口的总空气入口面积可选择成允许足够空气到达热源以促进热源的点燃和持续燃烧,其中热源是可燃热源。至少一个下游空气入口的总空气入口面积可选择成允许足够的空气到达气溶胶形成基质以生成气溶胶,同时仍提供可接受的抽吸阻力。至少一个上游空气入口的总空气入口面积可以大于至少一个下游空气入口的总空气入口面积。这可能是因为促进可燃热源的点燃和持续燃烧所需的空气量可以大于在气溶胶形成基质中生成气溶胶并且提供可接受的抽吸阻力所需的空气量。
68.例如,至少一个上游空气入口可包括一系列细长狭缝,而至少一个下游空气入口可包括一系列较短狭缝或圆形穿孔。
69.备选地或附加地,至少一个上游空气入口可以包括若干排穿孔,而至少一个下游空气入口可以包括较少排穿孔。
70.灭火套筒可包括至少一个套筒空气入口。至少一个套筒空气入口可构造成当灭火套筒处于加载位置时与细长本体的至少一个下游空气入口对准,使得在加载位置,空气可穿过至少一个套筒空气入口,并且接着穿过细长本体的至少一个下游空气入口而到达气溶胶形成基质。
71.这有利地允许空气穿过细长本体的至少一个下游空气入口,而不由灭火套筒遮挡。
72.灭火套筒可进一步包括至少一个套筒空气入口,其构造成当灭火套筒处于加载位置时与细长本体的至少一个上游空气入口对准,使得在加载位置,空气可穿过至少一个套筒空气入口,并且接着穿过细长本体的至少一个上游空气入口而到达热源。备选地或附加地,细长本体的至少一个上游空气入口可以设在细长本体的一部分中,当灭火元件处于加载位置时,所述部分在细长本体的上游端上游延伸。这可有利地意指在加载位置,上游空气入口不受灭火元件遮挡。
73.气溶胶生成装置可进一步包括导热体,所述导热体设置于上游凹部内并且连接到灭火套筒,使得灭火套筒在加载位置与灭火位置之间的移动引起导热体的对应移动。
74.导热体可以提供热可从热源传递到气溶胶形成基质的有效手段。导热体可以提供用于使接收在细长本体的上游凹部中的燃烧可燃热源熄灭的其它手段。随着灭火元件从加载位置移动到灭火位置,导热体在可燃热源的较大区域上方延伸。这可以从可燃热源吸走热量,冷却可燃热源并且促成可燃热源的熄灭。
75.导热体包括任何导热材料。导热体可包括金属。例如,导热体可以包括铝、钢、镍铬钛合金和铬镍铁合金中的至少一种。优选地,导热体包括铝。
76.导热体可以沿着上游凹部的长度延伸任何距离。导热体可从上游凹部的下游端延伸到上游凹部的上游端。这可以最大化从热源到气溶胶形成基质的热传导。导热体的上游端可以不在上游凹部的上游端的上游延伸。这可以有利地防止导热体阻碍空气供应到热源。导热体可以不在灭火套筒的上游端的上游延伸。导热体的上游端可以与灭火套筒的上游端对准。这可以防止在使用气溶胶生成制品期间可能变热的导热体与任何其它材料直接接触。这可以有利地减少或有助于防止由于与热导热体接触而对材料造成的可能损坏。
77.当灭火套筒处于加载位置,并且气溶胶形成基质和热源接收在上游凹部中时,导热体的位置和长度使得导热体上覆热源的下游端。导热体可以上覆热源的下游端的至少约1毫米或至少约2毫米。导热体可上覆热源的下游端的约3毫米。
78.当灭火套筒处于加载位置时,上游凹部可具有从环形切削刃到弹出元件的上游端在约5毫米与约25毫米之间,在约10毫米与约20毫米之间,或在约12毫米与约17毫米之间的长度。当灭火套筒处于加载位置时,上游凹部可具有从环形切削刃到弹出元件的上游端的约15毫米的长度。
79.气溶胶生成装置可包括设置于凹部中的至少一个保持装置,所述至少一个保持装置构造成保持热源。
80.至少一个保持装置的提供可以有利地确保热源在使用气溶胶生成装置时牢固地保持在上游凹部内。
81.至少一个保持装置可包括至少一个弹性元件。至少一个弹性元件可附接到上游凹部的内表面并且从上游凹部的内表面延伸。至少一个弹性元件可包括多个弹性元件,例如,至少一个弹性元件可包括两个弹性元件。在至少一个弹性元件包括两个弹性元件的情况下,两个弹性元件可以彼此相对地设置在上游凹部的内表面上。
82.保持装置可确保当热源接收在上游凹部内时,热源与上游凹部的内表面之间存在紧密配合。这可以防止空气被抽吸通过热源到气溶胶形成基质。这可以在由用户抽吸期间有利地抑制可燃热源的燃烧的激活。这可基本上防止或抑制气溶胶形成基质在用户抽吸期间的温度剧增。通过防止或抑制可燃热源的燃烧的激活,以及由此防止或抑制气溶胶形成
基质中的过度的温度升高,可有利地避免气溶胶形成基质在强烈的抽吸状态下的燃烧或热解。另外,可有利地将用户的抽吸条件对主流气溶胶组成的影响最小化或减小。
83.保持装置的提供以及由此产生的可燃热源的紧密配合可有利地基本上防止或抑制燃烧和分解产物、化学反应的化学反应物或副产物,以及在使用腔上游区段中接收的热源期间形成的其它材料进入通过气溶胶形成基质抽吸的空气并且递送到用户。当热源是可燃热源并且包括一种或多种添加剂以帮助可燃热源的点燃或燃烧时,这可能是特别有利的。
84.细长本体的下游端可包括用于接收烟嘴的下游凹部。
85.提供下游凹部以接收烟嘴可以意味着与气溶胶生成装置一起使用的烟嘴可以从装置移除。当烟嘴可重复使用时,这可以允许清洁烟嘴。当烟嘴是一次性的时,这可以允许在每次或多次使用气溶胶生成装置之后更换烟嘴。下游凹部的大小可以设定成接收过滤器。
86.下游凹部可与上游凹部流体连通,使得由上游凹部中的气溶胶形成基质生成的气溶胶能够传递到下游凹部并且离开气溶胶生成装置。
87.凹部可包括具有减小直径的至少一个部分。
88.与具有减小直径的至少一个部分的上游和下游的凹部的直径相比,具有减小的直径的至少一个部分可具有减小的直径。
89.具有减小直径的至少一个部分可以有利地帮助保持接收在下游凹部中的烟嘴。例如,在烟嘴是过滤器的情况下,过滤器可以由具有减小直径的至少一个部分略微压缩,以将过滤器牢固地保持在下游凹部中。
90.具有减小直径的至少一个部分可以防止气溶胶在烟嘴和下游凹部的内表面之间从气溶胶生成装置中排出。这可以有利地确保由气溶胶形成基质生成的所有或大部分气溶胶通过烟嘴从装置中排出。
91.具有减小直径的至少一个部分可包括设置在下游凹部的内表面上的至少一个o形环。至少一个o形环可包括任何数量的o形环。例如,至少一个o形环可包括两个o形环。
92.根据本发明的另一个方面,提供了一种与气溶胶生成装置一起使用的包装。包装包括热源存储部分,所述热源存储部分具有纵向本体、封闭的第一端和相对的第二端。热源存储部分第二端可以由脆性材料层封闭。热源可设置于热源存储部分中。
93.提供包括热源存储部分和脆性屏障的包装可以通过防止热源的挥发性组分逸出而有利地延长热源的保质期。所述提供还可以有利地防止热源在存储期间吸收水分,吸收水分可抑制热源的点燃或燃烧,其中热源是可燃热源。
94.当包装与上述气溶胶生成装置结合使用时,限定凹部的上游端的环形切削刃推入脆性材料层中。环形切削刃刺穿或以其它方式切穿脆性材料层,将部分脆性材料留在上游凹部内。随着细长本体进入包装的热源存储部分的纵向本体,热源进入上游凹部。然后,细长本体可从包装的热源存储部分的纵向本体移除,并且可以点燃热源,其中热源是可燃热源。
95.将包装与上述气溶胶生成装置一起使用可以有利地减少或消除用户与热源直接接触的需要。
96.热源可以是任何热源。热源可以是可燃热源。
97.可燃热源优选的是固体热源,并且可以包括任何适合的可燃燃料,包含但不限于碳和含有铝、镁、一种或多种碳化物、一种或多种氮化物和其组合的基于碳的材料。用于加热式吸烟制品的固体可燃热源和用于生产此类热源的方法是所属领域中已知的,并且描述于例如us-a-5,040,552和us-a-5,595,577中。通常,用于加热式吸烟制品的已知固体可燃热源是基于碳的,即,其包括碳作为主要可燃材料。可燃热源可为含碳可燃热源。出于卫生原因,可燃热源可包括包装材料。包装材料可包括纸。
98.留在上游凹部内的脆性材料的部分可设置于热源与气溶胶形成基质之间。留在上游凹部内的脆性材料的部分可有利地充当热源与气溶胶形成基质之间的屏障。由脆性材料的部分形成的屏障的提供可在使用气溶胶生成装置期间有利地防止或抑制至少一个气溶胶形成剂从气溶胶形成基质迁移到热源。由脆性材料的部分形成的屏障的提供还可有利地抑制在热源(其中热源是可燃热源)的点燃和燃烧期间形成的燃烧和分解产物进入在气溶胶生成装置的使用期间被抽吸通过气溶胶形成基质的空气。
99.脆性材料可包括任何材料。优选地,脆性材料可包括金属材料。在脆性材料包括金属材料的情况下,设置于热源与气溶胶形成基质之间的金属材料的部分可有利地从热源有效地传导热到气溶胶形成基质。
100.优选地,脆性材料层包括铝箔层。
101.脆性材料层可以设有至少一条薄弱线。当环形切削刃刺穿或以其它方式切穿脆性材料层时,至少一条薄弱线可有利地促进脆性材料在正确位置断裂以形成脆性材料部分以成为屏障。至少一条薄弱线可以是圆形。至少一条薄弱线可包括划线。
102.热源存储部分的第一端与第二端之间的距离可以与热源的长度大致相同。热源存储部分的第一端和第二端之间的距离可以使得热源接触热源存储部分的第一端和脆性材料层。
103.这可以有利地帮助将热源保持在热源存储部分中的适当位置。这还可以有助于当环形切削刃刺穿或以其它方式切穿脆性材料层时紧密地保持脆性材料层,这可有利地使切穿脆性材料层更容易。
104.纵向本体的直径大于接收在纵向本体中的热源的直径。纵向本体的直径可以大于待与包装结合使用的气溶胶生成装置的上游部分的直径。这可以有利地允许当包装与气溶胶生成装置结合使用时,气溶胶生成装置的上游部分接收在热源存储部分中。
105.热源存储部分的封闭第一端可包括用于接收热源的一部分的浅凹部。这可以使热源远离热源存储部分的纵向本体,使得气溶胶生成装置的细长本体能够进入热源存储部分的纵向本体。
106.浅凹部的直径可以与热源的直径相同或略微大于热源的直径,使得当热源的一部分接收在浅凹部中时,其可以由浅凹部紧密地保持。这可以有利地确保热源保持在热源存储部分的中心,从而允许气溶胶生成装置的细长本体在不受热源阻碍的情况下进入热源存储部分。
107.热源存储部分的纵向本体和封闭第一端可由任何材料形成。优选地,热源存储部分的纵向本体和封闭第一端一体地形成。热源存储部分的纵向本体和封闭第一端可由聚合材料形成。聚合材料可包括聚乙烯、聚丙烯或聚乳酸中的至少一种。当热源存储部分的纵向本体和封闭第一端由聚合材料形成时,它们可以使用注塑成型或热成形来形成。
108.包装可包括多个存储部分,每个存储部分包含单个热源。多个存储部分可以布置成二维阵列。
109.包装可进一步包括气溶胶形成基质存储部分。气溶胶形成基质存储部分可包括纵向本体、第一端和相对的第二端。气溶胶形成基质存储部分第一端可由脆性材料层封闭。气溶胶形成基质存储部分第二端可由可移除封闭件封闭。气溶胶形成基质可设置于气溶胶形成基质存储部分内。
110.用于存储气溶胶形成基质的另外存储部分的提供可以有利地简化气溶胶形成基质插入到气溶胶生成制品的细长本体的上游凹部中。在使用中,移除可移除封闭件,暴露气溶胶形成基质存储部分中的气溶胶形成基质。细长本体的上游端插入到气溶胶形成基质存储部分中,使得气溶胶形成基质插入到上游凹部中。然后,如上所述,环形切削刃穿过脆性材料层,并且热源插入到上游凹部中。
111.用于存储气溶胶形成基质的另外存储部分的提供可以有利地防止气溶胶形成基质的挥发性组分的损失。这可以延长气溶胶形成基质的保质期。
112.脆性材料层的一部分可在热源与气溶胶形成基质之间形成屏障。脆性材料层可在热源与气溶胶形成基质之间形成屏障。
113.如本文中参考本发明所使用,术语“气溶胶形成基质”用来描述在加热时释放挥发性化合物的基质,所述挥发性化合物可形成气溶胶。由根据本发明的气溶胶生成装置的气溶胶形成基质生成的气溶胶可以是可见的或不可见的,并且可包含蒸气(例如,呈气态的物质的细颗粒,其在室温下通常为液体或固体)以及气体和冷凝蒸气的液滴。
114.气溶胶形成基质可为固体气溶胶形成基质。或者,气溶胶形成基质可包括固体和液体组分两者。气溶胶形成基质可包括含烟草材料,其含有在加热后从基质释放的挥发性烟草香味化合物。备选地,气溶胶形成基质可包括非烟草材料。气溶胶形成基质可以进一步包括一种或多种气溶胶形成剂。合适的气溶胶形成剂的实例包含但不限于甘油和丙二醇。
115.气溶胶形成基质可为包括含烟草材料的条。
116.如果气溶胶形成基质是固体气溶胶形成基质,那么所述固体气溶胶形成基质可以包括例如粉末、颗粒、小球、碎片、通心管、条带或薄片中的一种或多种,其中含有草本植物叶、烟叶、烟草肋料片、复原烟草、均质化烟草、挤压烟草和膨胀烟草中的一种或多种。固体气溶胶形成基质可呈松散形式,或可提供于合适的容器或筒中。举例来说,固体气溶胶形成基质的气溶胶形成材料可以包含在纸或其它包装材料内,并且具有棒的形式。在气溶胶形成基质为棒的形式的情况下,包括任何包装材料的整个棒被认为是气溶胶形成基质。
117.固体气溶胶形成基质可含有在固体气溶胶形成基质加热后释放的额外烟草或非烟草挥发性香味化合物。固体气溶胶形成基质也可含有胶囊,该胶囊例如包括额外烟草或非烟草挥发性香味化合物,并且此类胶囊可在固体气溶胶形成基质的加热期间熔化。
118.固体气溶胶形成基质可提供于热稳定载体上或嵌入其中。载体可以呈粉末、颗粒、小球、碎片、通心管、条带或薄片形式。可以将固体气溶胶形成基质以例如片材、泡沫、凝胶或浆料的形式沉积在载体的表面上。固体气溶胶形成基质可以沉积在载体的整个表面上,或者备选地,可以按一定图案沉积,以便在使用期间提供不均匀的香味递送。
119.气溶胶形成基质可以呈棒或节段形式,其包括被纸或其它包装材料包围的能够响应于加热而放出挥发性化合物的材料。在气溶胶形成基质呈此类棒或节段的形式的情况
下,包含任何包装材料的整个棒或节段被视为气溶胶形成基质。
120.热源和气溶胶形成基质可由包装材料连接以形成单个消耗性元件。这可以有利地使移除热源和气溶胶形成基质和将它们插入到上游凹部中更方便。
121.可移除封闭件可为任何类型的封闭件。例如,可移除封闭件可包括可移除地附连到气溶胶形成基质存储部分的第二端的盖。盖可以通过螺纹连接、粘合剂、卡扣连接或过盈配合中的至少一种可移除地附连到气溶胶形成基质的第二端。优选地,可移除封闭件包括粘附到气溶胶形成基质存储部分的第二端的粘合标签。粘合标签可包括拉片。拉片可以有利地促进从气溶胶形成基质存储部分的第二端移除粘合标签。
122.气溶胶形成基质存储部分的纵向本体可由聚合材料形成。聚合材料可包括聚乙烯、聚丙烯或聚乳酸中的至少一种。在气溶胶形成基质存储部分的纵向本体由聚合材料形成的情况下,其可使用注塑成型或热成形来形成。
123.包装可进一步包括至少一个弹性元件,所述至少一个弹性元件从气溶胶形成基质存储部分的纵向本体延伸到气溶胶形成基质存储部分中。
124.至少一个弹性元件可以有利地确保气溶胶形成基质保持在热源存储部分的中心,从而允许气溶胶生成装置的细长本体进入气溶胶形成基质存储部分,而不受到气溶胶形成基质的阻碍。
125.至少一个弹性元件可构造成当气溶胶生成装置的细长本体插入到气溶胶形成基质存储部分中时变形。
126.至少一个弹性构件可以与气溶胶形成基质存储部分的纵向本体一体地形成。至少一个弹性构件可由弹性材料形成。例如,至少一个弹性构件可以由聚合材料形成。聚合材料可包括聚乙烯、聚丙烯或聚乳酸中的至少一种。在至少一个弹性构件由聚合材料形成的情况下,其可以使用注塑成型或热成形来形成。
127.至少一个弹性构件可包括多个弹性构件。例如,至少一个弹性构件可包括两个弹性构件。两个弹性构件可从气溶胶形成基质存储部分的纵向本体的相对侧延伸。这可以有利地进一步确保气溶胶形成基质保持在热源存储部分的中心。
128.包装可包括对准装置,以促进气溶胶生成装置的细长本体的上游端与脆性材料层下方的热源对准。对准装置可以是对准标记。
129.包装可包括在热源存储部分的第二端处上覆脆性材料层的对准层。对准层可包括孔口,其中至少一个弹性构件从孔口的边缘向内延伸。
130.对准层的提供可以有利地帮助用户将气溶胶生成装置的细长本体的上游端与脆性材料层下方的热源对准。这原本可能很困难,特别是在脆性材料层包括不透明材料的情况下。在使用中,将气溶胶生成装置的细长本体的上游端推过对准层中的孔口。如果气溶胶生成装置的细长本体的上游端未对准,那么其将使至少一个弹性构件变形。至少一个弹性构件将作用以将气溶胶生成装置的细长本体的上游端朝向孔口的中心推离孔口的边缘,在孔口的中心处,其将与脆性材料层下方的热源对准。
131.对准层可包括从孔口的边缘延伸的多个弹性构件。这可以有利地确保气溶胶生成装置的细长本体的上游端与热源正确对准,而不管气溶胶生成装置的细长本体的上游端如何未对准。
132.对准层可包括任何材料。例如,对准层可包括聚合材料、金属、纸张和纸板中的至
少一种。
133.包装可进一步包括在热源存储部分的第二端与对准层之间的间隔层。间隔层可包括至少一个孔口。间隔层中的至少一个孔口可与对准层中的至少一个孔口对准。
134.间隔层可以作用以分离热源存储部分的第二端和对准层。这可以有利地为对准层提供更大的机会以随着气溶胶生成装置的细长本体的上游端被推过对准层而校正气溶胶生成装置的细长本体的上游端与热源的任何未对准。
135.间隔层可包括任何材料。例如,间隔层可包括纸板,例如瓦楞纸板。这可以是有利的,因为纸板相对较轻。
136.根据本公开的另一方面,提供了一种成套部件,其包括本发明的气溶胶生成制品和本公开的包装。
137.还应认识到,在本发明的任何方面描述并且限定的各种特征的特定组合可独立地实现或提供或使用。
附图说明
138.将参考附图仅通过举例方式进一步描述本发明,在附图中:
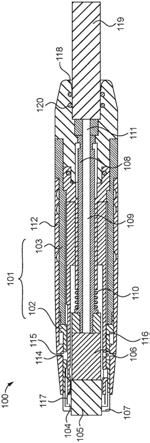
139.图1是根据本发明的气溶胶生成装置的纵截面视图,其中弹出元件处于第一位置。
140.图2是根据本发明的气溶胶生成装置的纵截面视图,其中弹出元件处于第二位置。
141.图3是根据本发明的气溶胶生成装置的纵截面视图,其中弹出元件处于第一位置,并且灭火套筒处于灭火位置。
142.图4是根据本发明的包装的纵截面视图。
143.图5是根据本发明的包装的透视图。
144.图6是根据本发明的包装的透视图。
145.在附图中,相同附图标记用于指示相同的元件。
具体实施方式
146.图1示出了气溶胶生成装置100,其包括在上游端与下游端之间延伸的细长本体101。细长本体101包括用于接收气溶胶形成基质106和热源105的上游凹部104。气溶胶生成装置100进一步包括设置在上游凹部104的上游端处的环形切削刃107。气溶胶生成装置100进一步包括设置在细长本体101内的弹出元件108,弹出元件108可在第一位置与第二位置之间移动,弹出元件108在第二位置比在第一位置更远地延伸到上游凹部104中。
147.细长本体101包括上游部分102和下游部分103。细长本体101的上游部分102包括上游凹部104并且由不锈钢形成。细长本体101的下游部分103由peek形成。细长本体101的上游部分102通过卡扣连接而连接到细长本体101的下游部分103。
148.上游凹部104是圆柱形的,并且在其上游端处由环形切削刃107限定,并且在其下游端处由弹出元件108的上游端限定。
149.环形切削刃107与细长本体102的上游部分一体地形成,并且包括构造成切穿脆性材料层(例如铝箔)的锋利环形刀片。
150.弹出元件108由铁磁性钢形成并且包括中空内腔109,使得上游腔104与气溶胶生成装置100的下游端流体连通。气溶胶生成装置100进一步包括推动装置,以将弹出元件108
从第一位置推动到第二位置。推动装置是围绕弹出元件108设置的压缩弹簧110。压缩弹簧110的上游端作用于弹出元件108上的凸缘。压缩弹簧110的下游端抵靠细长本体101的内部止挡件。
151.气溶胶生成装置100进一步包括保持器以将弹出元件108保持在第一位置。保持器包括细长本体101内的环形永磁体111,其构造成当弹出元件108处于第一位置时接触并且保持弹出元件108。
152.气溶胶生成装置100进一步包括灭火套筒112。灭火套筒112具有上游端和下游端。灭火套筒112可在加载位置与灭火位置之间沿纵向方向相对于细长本体101移动。在加载位置,细长本体101的环形切削刃107延伸超出灭火套筒112的上游端。在灭火位置,细长本体101的切削刃107设置在灭火套筒112的上游端的下游的下游。灭火套筒112比细长本体101短,从而当灭火套筒112处于加载位置和灭火位置时,细长本体101的最下游端暴露。灭火套筒112由peek形成。
153.灭火套筒112可以从灭火位置进一步移动到弹出位置,在弹出位置,细长本体101的切削刃107比在灭火位置设置在灭火套筒112的上游端更下游。
154.灭火套筒112从灭火位置移动到弹出位置使得弹出元件108从第一位置移动到第二位置。灭火套筒112包括内部元件(未示出),当灭火套筒112从灭火位置移动到弹出位置时,所述内部元件与弹出元件108的一部分接合。这使得灭火元件108从磁体111释放,此后其由压缩弹簧110从第一位置推动到第二位置。
155.气溶胶生成装置100包括穿过细长本体101的多个空气入口,从而允许空气进入上游凹部。多个空气入口包括多个上游空气入口113,所述多个上游空气入口邻近构造成接收热源105的上游凹部104的部分穿过细长本体101设置。多个空气入口进一步包括多个下游空气入口114,所述多个下游空气入口邻近构造成接收气溶胶形成基质106的上游凹部104的部分穿过细长本体101设置。多个上游空气入口113的总空气入口面积大于多个下游空气入口114的总空气入口面积。
156.灭火套筒112包括多个空气入口115。多个套筒空气入口115构造成当灭火套筒112处于加载位置时与细长本体101的多个下游空气入口114对准。
157.气溶胶生成装置100进一步包括导热体116,所述导热体设置于导热凹部104内并且连接到灭火套筒112,使得灭火套筒112在负载位置与灭火位置之间的移动引起导热体116的对应移动。
158.导热体116由铝形成并且延伸到灭火套筒112的下游端。
159.气溶胶生成装置100进一步包括用于将热源105保持在上游凹部104中的保持装置。保持装置包括附接到上游凹部104中的细长本体101的内表面并且从其延伸的弹性元件117。
160.细长本体101的下游端包括用于接收烟嘴119的下游凹部118。烟嘴119是一次性过滤器。下游凹部118通过中空内腔109与上游凹部104流体连通。
161.下游凹部118包括两个o形环120,其在两个点处减小下游凹部118的直径。
162.图4、5和6示出了与根据本发明的气溶胶生成装置100一起使用的根据本发明的包装。包装200、300包括热源存储部分201,所述热源存储部分具有纵向本体202、封闭的第一端203和相对的第二端。相对的第二端用铝箔204层封闭。热源105设置于热源存储部分201
中。
163.热源105为可燃含碳热源。
164.热源存储部分的封闭的第一端203与第二端之间的距离与热源105的长度大致相同,使得热源与封闭的第一端203和铝箔204层接触。纵向本体202的直径大于热源105的直径。热源存储部分201的封闭的第一端203包括用于接收热源105的一部分的浅凹部205。
165.纵向本体202和封闭的第一端203使用注塑成型由聚合材料形成。
166.如图5和6中所示,包装200、300可包括阵列中的多个热源存储部分201。
167.图4和5示出了第一类型的包装200,其进一步包括气溶胶形成基质存储部分206,所述气溶胶形成基质存储部分包括纵向本体207、第一端和相对的第二端。气溶胶形成基质存储部分206的第一端由铝箔204层封闭。气溶胶形成基质存储部分206的第二端由可移除封闭件208封闭。气溶胶形成基质106设置于气溶胶形成基质存储部分206中。气溶胶形成基质存储部分206的纵向本体207使用注塑成型由聚合材料形成。
168.第一类型的包装200进一步包括多个弹性元件209,所述多个弹性元件从气溶胶形成基质存储部分206的纵向本体207延伸到气溶胶形成基质存储部分206中。多个弹性元件209使用注塑成型由聚合材料与细长本体207一体地形成。
169.如图5中所示,包装200可包括阵列中的多个气溶胶形成基质存储部分206,其具有对应数目的热源存储部分201。
170.气溶胶形成基质106包括含烟草材料,所述含烟草材料含有加热后从基质释放的挥发性烟草香味化合物。
171.图6示出了第二类型的包装300,其进一步包括在热源存储部分201的第二端203处上覆铝箔204层的对准层301。对准层301包括孔口302,其中多个弹性构件303从孔口302的边缘向内延伸。对准层301由纸板形成。如图8中所示,对准层301可包括阵列中的多个孔口302,其具有对应数目的热源存储部分201。
172.第二类型的包装300进一步包括在热源存储部分201的第二端与对准层301之间的间隔层304。间隔层由纸板形成并且包括孔口310。孔口310与对准层的孔口302和热源存储部分201对准。如图8中所示,间隔层304可包括阵列中的多个孔口310,其具有对应数目的热源存储部分201和对准层301的孔口302。
173.在使用中,气溶胶生成装置100最初处于图2所示的构造中,其中弹出元件108处于第二位置,并且灭火套筒112处于加载位置。过滤器119插入到下游凹部118中,并由o形环120保持。
174.在气溶胶生成装置100与第一类型的包装200一起使用的情况下,移除可移除封闭件208,并且将气溶胶生成装置100的上游端插入到气溶胶形成基质存储部分206中。随着细长本体101的上游端撞击弹性元件109,弹性元件109被推到一边,并且气溶胶形成基质106进入气溶胶生成装置100的上游腔104。一旦细长本体101到达气溶胶形成基质存储部分206的第一端的端部,环形切削刃107就切穿铝箔204层并且进入热源存储部分201。随着环形切削刃107切穿铝箔204层时,其切掉也进入上游凹部104的铝箔的一部分。当细长本体101继续进入热源存储部分201中时,热源105进入上游凹部104并且由保持装置117保持。气溶胶生成装置100然后从包装200移除。
175.在气溶胶生成装置100与第二类型的包装300一起使用的情况下,首先将气溶胶形
成基质插入到上游凹部104中。然后,将气溶胶生成装置100插入穿过对准层的孔口302。如果气溶胶生成制品100与热源105未对准,则弹性构件303作用以将气溶胶生成制品100推回对准,使得在细长本体101的上游端到达热源存储部分201的第二端时,其与热源105对准。然后,环形切削刃107切穿如上所述的铝箔204层,并且热源105进入上游凹部104。
176.随着气溶胶形成基质106和可燃热源105进入上游凹部104,它们将弹出元件108从第二位置推到第一位置。一旦处于第一位置,磁体111作用以将弹出元件保持在第一位置。该构造在图1中示出。
177.热源105是如上所述的可燃热源,并且使用黄色火焰打火机点燃。足够的空气能够到达热源105,因为热源105比细长本体101的上游端向更上游延伸,并且细长本体具有多个上游空气入口113。来自热源105的热由在热源105与气溶胶形成基质之间的铝箔部分传导到气溶胶形成基质。热还由导热体116传导到释放气溶胶的气溶胶形成基质106。气溶胶夹带在空气流中,所述空气流通过对准的下游细长本体空气入口114和灭火套筒空气入口115进入上游凹部104。然后,气溶胶通过弹出元件108的中空内腔109、通过过滤器119并且从气溶胶生成装置100中抽出。
178.一旦体验结束,灭火套筒112就从加载位置滑动到灭火位置。这限制了能够接近热源105的空气的量。另外,导热体116移动以覆盖热源105的整个长度,从而降低热源105的温度。这两个效应一起使热源105熄灭。该位置在图3中示出。
179.然后,灭火套筒112从灭火位置进一步向上游移动到弹出位置。这从磁体111释放弹出元件108。然后,压缩弹簧110将弹出元件108从第一位置推动到第二位置。弹出元件108将熄灭的热源105和消耗的气溶胶形成基质106推出上游凹部104。然后,将灭火套筒112从弹出位置移回加载位置,留下气溶胶生成装置,如图2所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1