塑料制成的输液套管单元的制作方法
塑料制成的输液套管单元
1.本专利申请要求德国专利申请de 10 10 2019 216 870.1的优先权,其内容以引用方式结合到本文中。
技术领域
2.本发明涉及一种由塑料制成的输液套管单元。
背景技术:
3.从de 1 273 749 a、de 10 2007 055 646 b4和ep 2 528 642 b1已知这样的输液套管单元。
技术实现要素:
4.本发明的目的是进一步开发一种输液套管单元。此输液套管单元包括用于插入血管中的套管和具有供应管线部分的外壳,供应管线部分与套管的内腔流体连通,从而简化了生产并且特别适合大批量生产。
5.根据本发明,此目的通过具有权利要求1所述特征的输液套管单元来实现。
6.根据本发明,已经认识到可以将输液套管单元设计成一体式,即,特别是将套管模制到外壳上以形成一体式。输液套管单元的各个零件的零件装配,特别是套管到外壳的装配是不必要的。此外,还已经认识到可以由相同的材料制造套管和外壳,从而可以使用通常的塑料成型(plastic molding)技术进行此单元的一件式制造。此单元可以由聚乙烯(pe)和/或聚丙烯(pp)制成。
7.根据权利要求2所述的注塑零件特别适用于大批量生产。
8.根据权利要求3所述的内腔延伸部有利于输液套管单元中的流体传导。
9.根据权利要求4所述的圆锥形延伸部造价低廉。
10.根据权利要求5所述的隔板收纳部分实现外壳开口的简单密封闭合,外壳开口可以由于此制造工艺而保持被闭合。
11.根据权利要求6所述的金属套筒能够实现套管的稳定,从而它可以由相对较软的塑料材料制成。尽管具有这个额外的金属套筒,包括套管和外壳的此单元仍然保持配置为一体式。在这种情况下,金属套筒并非是一体式单元的零件。原则上也可以完全由塑料制造套管,例如没有金属套筒。
附图说明
12.下面结合附图更详细地解释本发明的实施例的例子,其中:
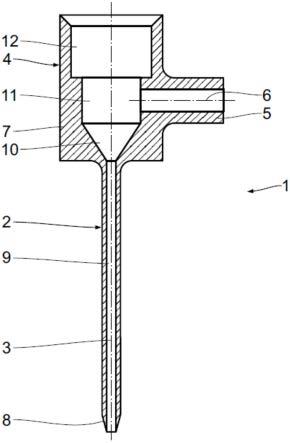
13.图1表示由塑料制成的输液套管单元,输液套管单元是一体式并且具有套管和与其连接的外壳;以及
14.图2表示一体式输液套管单元的另一实施例。
具体实施方式
15.根据图1的输液套管单元1被设计为注塑成型零件形式的一体式塑料部件。
16.输液套管单元1具有用于插入患者血管的套管2。输液套管单元1可以是输液装置的一部分,特别是用于连续输液应用。
17.套管纵向轴线3在图1中竖直走向。输液套管单元1还包括外壳4,外壳4连同套管2被制造为一体式。供应管线部分5形成在外壳4上作为同样的一体式外壳部件。供应管线部分5的线轴6在图1中水平走向。线轴6相对于套管纵向轴线3成90
°
的角度走向。线轴6和套管纵向轴线3之间的角度由此大于10
°
。根据输液套管单元的设计,线轴6和套管纵向轴线3之间的角度可以处于10
°
和90
°
之间的范围内,也可以是例如30
°
、45
°
或60
°
。在这些情况下,供应管线部分5以倾斜方式开口到外壳4的基体7内。
18.输液套管单元1可以由聚乙烯(polyethylene;pe)或聚丙烯(polypropylene;pp)制成。或者,输液套管单元1可以由含氟聚合物(fluoropolymer)或含氟聚合物的化合物制成,例如聚四氟乙烯(poly tetra fluoroethylene;ptfe)或其热塑性可加工改性,例如聚三氟氯乙烯(polychlorotrifluoroethylene;pctfe)或四氟乙烯-六氟丙烯共聚物(tetrafluoroethylene-hexafluoropropylene copolymer;fep)。
19.输液套管单元通过注塑成型被制造。为此可以使用具有拉芯(drawn core)的注塑模具。
20.套管2具有圆锥形渐细尖端8。从尖端8开始,套管内腔9沿套管2的路线最初具有恒定的内径。在外壳4的基体7中,套管内腔9经由圆锥形延伸部10朝连接部11的方向加宽,连接部11的直径是套管2区域中套管内腔9的内径的倍数,例如是此套管内径的五倍。供应管线部分5开口到连接部11内。
21.在连接部11与延伸部10相对的一侧,用于隔板(图中未示出)的外壳4的收纳部分12紧邻此连接部以紧密地闭合收纳部分12。
22.在未示出的实施例中,输液套管单元1具有金属套筒,此金属套筒在套管区域中通过输液套管单元1的塑料材料二次成型(overmolded)。这种金属套筒可以用来加强套管2。
23.请参考图2,下面描述输液套管单元14的另一个实施例。与上面参考图1已经解释过的部件和功能相对应的部件和功能采用相同的附图标记并且不再详细讨论。
24.供应部分15并非从输液套管单元14的外壳4的基体7径向突出。供应管线部分15的流体通道开口16开口到套管内腔9内。在输液套管单元14中,供应管线部分15的线轴6也相对于套管纵向轴线3成90
°
的角度。图2中还示出了金属套筒17,金属套筒17在套管2的区域中通过输液套管单元14的塑料材料二次成型。
25.在图2中还显示了用于闭合图2中套管内腔9的上端部的隔板(septum)18。
26.输液套管单元1和14分别适用于大批量生产。特别地,这些单元1和14的制造工艺分别可以在一个步骤中实现。
技术特征:
1.一种由塑料制成的输液套管单元(1;14),-具有用于插入血管的套管(2),-具有外壳(4),其上形成有供应管线部分(5;15),所述供应管线部分(5;15)的线轴(6)相对于套管纵向轴线(3)成一角度走向,所述角度大于10
°
,其中所述供应管线部分(5;15)与套管(2)的内腔(9)流体连通,-其中输液套管单元(1;14)具有一体式设计。2.根据权利要求1所述的输液套管单元,其特征在于,所述输液套管单元(1;14)是注塑成型零件。3.根据权利要求1或2所述的输液套管单元,其特征在于,套管内腔(9)在进入外壳(4)的过渡处变宽。4.根据权利要求3所述的输液套管单元,其特征在于,包括圆锥形延伸部(10)。5.根据权利要求1至4中任一项所述的输液套管单元,其特征在于,所述外壳(4)具有用于隔板(18)的收纳部分(12)。6.根据权利要求1至5中任一项所述的输液套管单元,其特征在于,包括金属套筒(17),所述金属套筒(17)在套管区域中由所述输液套管单元(14)的塑料材料二次成型。
技术总结
一种由塑料制成的输液套管单元(1)具有用于插入血管的套管(2)。此单元的外壳(4)具有供应管线部分(5),供应管线部分(5)的线轴(6)相对于套管纵向轴线(3)成一角度走向,这个角度大于10
技术研发人员:比约恩
受保护的技术使用者:诺美德科股份有限公司
技术研发日:2020.10.08
技术公布日:2022/8/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1