牙刷的制作方法
1.本发明涉及牙刷。本技术要求基于2019年6月28日在日本提出申请的日本专利申请第2019-121416号的优先权,并在这里引用其内容。
背景技术:
2.在80岁具有20个牙齿的人的比例约为5成,另一方面,高龄者龋齿(根面龋齿)的比例正在增加。根面龋齿是由于牙龈退缩而露出的象牙质的龋齿,但由于象牙质与搪瓷质相比有机成分的构成比率较高,因此龋齿的发展较快。作为上述牙龈退缩的原因之一,列举以大于适当值的刷洗压进行刷洗的过度刷洗。
3.以往,作为用于降低过度的刷洗压的牙刷,例如公开有专利文献1所记载的牙刷。专利文献1所记载的牙刷在以掌握式握住并刷洗时,手柄部的由大拇指和食指握住的部位中,由热塑性树脂形成的部位形成为向植毛面侧开口的u字形,由热塑性树脂形成的部位的周围被弹性体材料等软质树脂覆盖。
4.关于专利文献1的上述结构的牙刷,记载了将刷头部的载荷不仅赋予颈部弹力,而且对手柄部的上述部位也赋予弹力,由此提供在不损伤牙龈的情况下赋予对牙齿和牙龈温和且接触感良好的操作性,同时降低过度的刷洗压。[现有技术文献][专利文献]
[0005]
专利文献1:日本特开第2000-004944号公报
技术实现要素:
[发明所要解决的技术问题]
[0006]
然而,上述的现有的牙刷虽然能够降低刷洗压,但相对于刷洗压显示出同样的挠曲行为,因此不容易识别处于过度刷洗。
[0007]
本发明是考虑以上的方面而完成的,其目的在于提供一种能够赋予对牙齿和牙龈温和且接触感良好的操作性,同时容易抑制过度刷洗的牙刷。[用于解决技术问题的技术手段]
[0008]
根据本发明的第一方式,提供一种牙刷,其特征在于,具有:刷头部,该刷头部设置于长轴方向前端侧,具有植毛面;握持部,该握持部与所述刷头部相比配置在更靠向后端侧;颈部,该颈部配置在所述植毛面与所述握持部之间;以及变形部,该变形部包含硬质部和软质部,该硬质部与所述植毛面相比配置在更靠向后端侧,由硬质树脂形成,该软质部由软质树脂形成,覆盖所述硬质部的至少一部分,该变形部会由于与所述植毛面正交的第一方向上的外力而变形,所述硬质部在所述长轴方向上夹持、压缩所述软质部。
[0009]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述硬质部具有:基体,该基体在所述长轴方向上延伸,将与所述变形部相比更靠向前端侧的第一区域和与所述变形
部相比更靠向后端侧的第二区域相连;以及突出部,该突出部在所述长轴方向上介由空隙而在所述基体上设置有2个以上,它们分别向与所述长轴方向交叉的方向的外侧突出。
[0010]
另外,在上述本发明的一个方式的牙刷中,其特征在于,在所述基体上设置所述突出部的所述长轴方向的每单位长度的密度为2个/cm以上10个/cm以下。
[0011]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述变形部的所述长轴方向前端的位置为所述第一区域的后端的位置,所述变形部的所述长轴方向后端的位置为所述第二区域的前端的位置,所述变形部的所述长轴方向的长度为5mm以上30mm以下,所述突出部介由2个以上的所述空隙而设置有3个以上,所述突出部的所述长轴方向的配置间距的最大值相对于最小值之比为1.1以上3.0以下。
[0012]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述突出部介由3个以上的所述空隙而设置有4个以上,所述突出部的所述长轴方向的配置间距随着从所述基体的所述长轴方向的中心向着端部推移而逐渐变小。
[0013]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述突出部具有厚壁部,所述厚壁部的所述长轴方向上的厚度在外侧比在所述基体侧厚。
[0014]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述突出部的从所述基体起的在所述第一方向上的最大长度与从所述基体起的在与所述第一方向和所述长轴方向正交的第二方向上的最大长度不同。
[0015]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述突出部的从所述基体起的在所述第一方向上的最大长度比从所述基体起的在所述第二方向上的最大长度长。
[0016]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述变形部在达到根据所述软质部的压缩量而设定的与所述挠曲量相关的指标值后,相对于达到所述指标值之前的由所述外力产生的挠曲量的增加,以比通过所述软质部的压缩而产生的阻力的增加率的最大值大的增加率增加。
[0017]
另外,在上述本发明的一个方式的牙刷中,其特征在于,所述硬质树脂为聚丙烯树脂或者聚缩醛树脂。[发明的效果]
[0018]
本发明能够提供一种牙刷,其不会损伤牙龈,可以赋予对牙齿和牙龈温和且接触感良好的操作性,同时可以充分地降低过度的刷洗压。
附图说明
[0019]
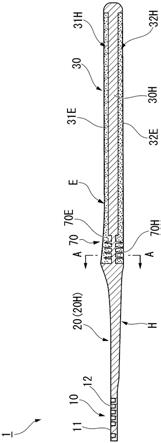
图1是表示本发明的第一实施方式的图,是牙刷1的正面视图。图2是利用包含宽度方向的中心的平面切断该牙刷1的截面图。图3是构成该牙刷1的硬质部h的正面视图。图4是变形部70的与长轴方向正交的截面图。图5是局部放大硬质部h中的硬质部70h的周边的正面视图。图6是图5的侧面视图。图7是局部放大挠曲的初始阶段中的变形部70的周边的侧面视图。图8是局部放大挠曲的后期阶段中的变形部70的周边的侧面视图。图9是表示变形部70的挠曲量和与该挠曲量对应的阻力之间的关系的图。
图10是表示变形部70的挠曲量和与该挠曲量对应的阻力之间的关系的图。图11是第二实施方式的变形部70的与长轴方向正交的截面图。图12是第三实施方式的利用与长轴方向正交的面切断的基体81和突出部82的截面图。图13是第四实施方式的利用与长轴方向正交的面切断的基体81和突出部82的截面图。图14是在第五实施方式的变形部70中在基体81上设置有突出部82e和突出部82f的侧面视图。图15是第六实施方式的利用与长轴方向正交的面切断的基体81和突出部82的截面图。图16是第六实施方式的基体81和突出部82的变形例的截面图。图17是第六实施方式的基体81和突出部82的变形例的截面图。图18是第七实施方式的利用在长轴方向上延伸的面切断的基体81和突出部82的截面图。[符号说明]1牙刷2手柄体10刷头部11植毛面20颈部30握持部70变形部73h、75h曲面(第一增壁部)74h、76h曲面(第二增壁部)81基体82、82a~82f突出部a1第一区域a2第二区域e、31e、32e、70e软质部h、70h硬质部
具体实施方式
[0020]
以下,参照图1至图18对本发明的牙刷的实施方式进行说明。此外,以下的实施方式表示本发明的一个方式,并不限定本发明,在本发明的技术思想的范围内能够任意变更。另外,在以下的附图中,为了容易理解各结构,使实际的构造与各构造中的比例尺、数量等不同。另外,在以下的说明中,侧面视角中与植毛面正交的方向中,将植毛面侧设为正面侧,将与植毛面相反的一侧设为背面侧,而适当地进行说明。
[0021]
[第一实施方式]图1是第一实施方式的牙刷1的正面视图。图2是利用包含宽度方向(图1的上下方
向)的中心的平面切断牙刷1的截面图。图3是构成牙刷1的硬质部h的正面视图。
[0022]
本实施方式的牙刷1具备:刷头部10,该刷头部配置于长轴方向的前端侧(以下,简称为前端侧),植入有刷毛的毛束(未图示);颈部20,该颈部延伸设置在刷头部10的长轴方向后端侧(以下,简称为后端侧);握持部30,该握持部延伸设置在颈部20的后端侧;以及变形部70,该变形部设置在握持部30的前端侧(以下,将刷头部10、颈部20和握持部30合起来称为手柄体2)。
[0023]
本实施方式的牙刷1是,由硬质树脂形成的硬质部h与由软质树脂形成的软质部e一体成形而得到的成形体。硬质部h构成刷头部10、颈部20、握持部30以及变形部70各自的至少一部分。软质部e构成握持部30和变形部70各自的一部分。更详细地说,本实施方式的刷头部10和颈部20分别由硬质树脂形成,但也可以是,例如表面的一部分被上述软质树脂覆盖等、一部分由上述软质树脂形成。本实施方式的包含变形部70的握持部30的一部分分别由硬质树脂和软质树脂双方形成(详细内容后述说明)。此外,也可是,刷头部10和颈部20各自的一部分被软质树脂覆盖。
[0024]
[刷头部10]刷头部10在厚度方向(图1中的与纸面正交的方向)的一侧具有植毛面11。此外,以后,在上述厚度方向上将植毛面11侧设为正面方向的正面侧,将与植毛面相反的一侧设为背面侧,将与上述厚度方向和长轴方向正交的方向设为宽度方向(或者适当地为侧面方向)。在植毛面11上,形成有多个植毛孔12。在植毛孔12中,植入有刷毛的毛束(未图示)。
[0025]
刷头部10的宽度、即在正面侧与植毛面11平行且与长轴方向正交的宽度方向上的长度(以下,简称为宽度)没有特别限定,例如优选为7mm以上、13mm以下。其为上述下限值以上时,则能够充分地确保植设毛束的面积,其为上述上限值以下时,则进而进一步提高口腔内的操作性。
[0026]
刷头部10的长轴方向上的长度(以下,简称为长度)没有特别限定,例如优选为10mm以上、33mm以下。在刷头部10的长度为上述下限值以上时,则能够充分地确保植设毛束的面积,在该长度为上述上限值以下时,则可进一步提高口腔内的操作性。此外,本实施方式的颈部20与刷头部10之间的长轴方向的边界为,从颈部20朝向刷头部10方向,颈部20的宽度呈最小值的位置。在颈部20的宽度呈最小值的区域以一定的长度存在的情况下(在颈部20的宽度呈最小值的位置不是一个部位的情况下),颈部20与刷头部10之间的长轴方向的边界成为,颈部20的宽度呈最小值的最靠向刷头前端侧的位置。
[0027]
刷头部10的厚度方向上的长度(以下,简称为厚度)能够考虑材质等来决定,优选为2.0mm以上、4.0mm以下。在刷头部10的厚度为上述下限值以上时,则可进一步提高刷头部10的强度。在刷头部10的厚度为上述上限值以下时,则可提高到达臼齿的深处的到达性,并且可进一步提高口腔内的操作性。
[0028]
毛束是将多个刷毛束起而成者。从植毛面11起到毛束的前端之间的长度(毛长度)能够考虑毛束所要求的毛刚度等来决定,例如可为6~13mm。全部的毛束可为相同的毛长度,或者可为相互不同的毛长度。
[0029]
毛束的粗细(毛束直径)能够考虑毛束所要求的毛刚度等来决定,例如可为1~3mm。全部的毛束可为相同的毛束直径,或者可为相互不同的毛束直径。
[0030]
作为构成毛束的刷毛,例如可列举其直径朝向毛前端而逐渐变小、毛前端被尖锐
化的刷毛(锥形(taper)毛)、其直径从植毛面11起朝向毛前端为大致相同的刷毛(直形(straight)毛)等。作为直形毛,可列举毛前端为与植毛面11大致平行的平面的直形毛、毛前端被圆角化成半球状的直形毛等。
[0031]
刷毛的材质例如可列举6-12尼龙(6-12ny)、6-10尼龙(6-10ny)等聚酰胺、聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)、聚对苯二甲酸丙二醇酯(ptt)、聚萘二甲酸乙二醇酯(pen)、聚萘二甲酸丁二醇酯(pbn)等聚酯、聚丙烯(pp)等聚烯烃、聚烯烃系弹性体、苯乙烯系弹性体等弹性体树脂等。这些树脂材料能够单独使用1种或者组合2种以上使用。另外,作为刷毛,可列举具备具有芯部和设置在该芯部的外侧的至少1层以上的鞘部的多重芯构造的由聚酯制成的刷毛。
[0032]
刷毛的横截面形状没有特别限定,可是正圆形、椭圆形等圆形、多边形、星形、三叶的三叶草形、四叶的四叶草形等。全部的刷毛的截面形状可相同,或者可不同。
[0033]
刷毛的粗细能够考虑材质等来决定,在横截面为圆形的情况下,例如可为6~9mil(1mil=1/1000inch=0.025mm)。另外,可考虑使用感、刷扫感、清扫效果、耐久性等,任意地组合使用粗细不同的多根刷毛。
[0034]
[颈部20]从操作性的方面考虑,颈部20的长度优选为40mm以上、70mm以下。作为一例,颈部20的宽度形成为从呈最小值的位置起向着后端而侧逐渐变大。本实施方式的颈部20的宽度形成为随着从呈最小值的位置起向着后端侧而逐渐变大。另外,颈部20的厚度形成为随着从呈最小的位置起向着后端侧而逐渐变大。
[0035]
颈部20在呈最小的位置处的宽度和厚度都优选为3.0mm以上、4.5mm以下。在呈最小的位置处的颈部20的宽度和厚度为上述下限值以上时,则可进一步提高颈部20的强度,在它们为上述上限值以下时,则唇部容易闭合,可提高到达臼齿的到达性,并且可进一步提高口腔内的操作性。形成为随着从呈最小值的位置起向着后端侧而逐渐变大的颈部20的宽度和厚度能够考虑材质等而适当地决定。
[0036]
颈部20的侧面视角中的正面侧在随着朝向后端侧而朝向正面侧的方向上倾斜。颈部20的侧面视角中的背面侧在随着朝向后端侧而朝向背面侧的方向上倾斜。颈部20在正面视角中,在从宽度方向中心起的距离随着朝向后端侧而变大的方向上倾斜。
[0037]
本实施方式的颈部20与握持部30之间的边界在正面视角中,为随着朝向后端侧而从宽度方向中心起的距离的增加结束的位置。这里,从颈部20起朝向握持部30,宽度在正面视角和侧面视角这两个视角下以圆弧状的轮廓扩大,与该圆弧的曲率中心的位置发生变化的长轴方向的位置一致。更详细地说,在图1所示的正面视角中,颈部20与握持部30之间的边界与曲率中心在圆弧状的轮廓的外侧变化到后端侧的长轴方向的位置一致。另外,在图2所示的侧面视角中,颈部20与握持部30之间的边界与曲率中心从圆弧状的轮廓的外侧变化到后端侧的长轴方向的位置一致。
[0038]
[握持部30]握持部30沿着长轴方向配置。如图1所示,随着从握持部30与颈部20之间的边界起朝向后端侧,握持部30的宽度方向上的长度在逐渐变窄之后,以大致恒定的长度延伸。如图2所示,随着从握持部30与颈部20之间的边界起朝向后端侧,握持部30的厚度方向上的长度在逐渐变窄之后,以大致恒定的长度延伸。
[0039]
握持部30的宽度方向上的长度随着从与颈部20之间的边界起朝向后端侧在逐渐变窄之后成为大致恒定的长度的长轴方向的位置、与握持部30的厚度方向上的长度随着从与颈部20之间的边界起朝向后端侧在逐渐变窄之后成为大致恒定的长度的长轴方向的位置相同。
[0040]
本实施方式的握持部30中的变形部70的长轴方向的前端侧端部的位置为,颈部20与握持部30之间的边界。变形部70的长轴方向的后端侧端部的位置为,随着从与颈部20的边界起朝向后端侧在逐渐变窄之后成为大致恒定的长度的位置,为后述的软质部70e与硬质部30h之间的边界。
[0041]
握持部30在与变形部70的后端侧端部相比更靠向后端侧,在正面侧的宽度方向的中央具有软质部31e。软质部31e构成软质部e的一部分。软质部31e在正面视角中以大致恒定的宽度在长轴方向上延伸。在正面视角中,软质部31e的侧缘与握持部30的宽度方向外侧的侧缘以大致恒定的距离形成。
[0042]
握持部30具有:设置于变形部70的硬质部70h、以及与变形部70相比设置在更靠向后端侧的硬质部30h。硬质部30h、70h构成硬质部h的一部分。硬质部30h在正面侧具有其中埋设有软质部31e的凹陷31h。凹陷31h在正面视角中从与变形部70的边界起向着后端侧以大致恒定的长度在长轴方向上延伸。埋设于凹陷31h的软质部31e与向正面侧露出的硬质部30h为大致同一个面。
[0043]
握持部30在背面侧的宽度方向的中央具有软质部32e(参照图1、图2)。软质部32e构成软质部e的一部分。软质部32e在正面视角中具有与软质部31e的外形轮廓大致相同的外形轮廓。即,软质部32e在正面视角中以大致恒定的宽度在长轴方向上延伸。在背面视角中,软质部32e的侧缘与握持部30的宽度方向外侧的侧缘以大致恒定的距离形成。
[0044]
硬质部30h在背面侧具有其中埋设有软质部32e的凹陷32h(参照图2)。凹陷32h在正面视角中以大致恒定的宽度在长轴方向上延伸。软质部32e与向背面侧露出的硬质部30h为大致同一个面。
[0045]
在握持部30的正面侧设置有软质部31e,在握持部30的背面侧设置有软质部32e,因此握持着握持部30时的握持性提高。
[0046]
[变形部70]变形部70会由于与植毛面11正交的第一方向上的外力而变形。如图2所示,变形部70具有硬质部70h和软质部70e。图4是变形部70的与长轴方向正交的截面图,是沿图1的a-a线观察的截面图。在本实施方式中,硬质部70h的周围被软质部70e覆盖。变形部70的长轴方向上的最大长度优选为5mm以上、30mm以下。通过将变形部70的长轴方向上的最大长度设为5mm以上,藉此使用者在握持着握持部30时,变形部70与手指接触,能够充分地感到变形部70的变形。通过将变形部70的长轴方向上的最大长度设为30mm以下,藉此能够防止使变形部70持续挠曲时的阻力的急剧增加,没有突如其来的使用感变化等,能够使使用者的刷洗操作变流畅。
[0047]
图5是局部放大硬质部h中硬质部70h的周边的正面视图。图6是图5的侧面视图。如图4至图6所示,硬质部70h具有基体81和多个突出部82a~82d(适当地,总称为突出部82)。
[0048]
基体81形成为在长轴方向上延伸的圆柱形状。基体81将颈部20(硬质部20h)和与
变形部70相比更靠向后端侧的握持部30(硬质部30h)相连。与基体81连接的硬质部20h构成宽度、厚度和厚度方向的弯曲强度比硬质部70h大且刚直的第一区域a1。与基体81连接的硬质部30h构成宽度、厚度和厚度方向的弯曲强度比硬质部70h大且刚直的第二区域a2。变形部70的长轴方向前端的位置为第一区域a1的后端的位置,变形部70的长轴方向后端的位置为第二区域a2的前端的位置。
[0049]
第一区域a1和第二区域a2分别在与长轴方向正交的截面中,硬质树脂所占的比例比软质树脂所占的比例大。例如,本实施方式的第一区域a1中,硬质树脂所占的比例为100%。另外,第二区域a2中,硬质树脂所占的比例为大致80%以上。
[0050]
基体81的轴中心配置在硬质部30h的宽度方向和厚度方向的中心位置。在基体81的长轴方向的两端、即与硬质部20h的连接部以及与硬质部30h的连接部,分别设置有随着朝向端部侧而直径逐渐变大的倒角。倒角在正面视角和侧面视角这两个视角下为圆弧形状的r倒角(圆弧倒角;round chamfering)。通过在与硬质部20h的连接部以及与硬质部30h的连接部分别设置有倒角,能够缓和变形部70挠曲时的应力集中。
[0051]
各突出部82a~82d分别从基体81向与长轴方向交叉的方向突出。具体而言,各突出部82a~82d向以基体81为中心的径向外侧(从基体81向正交的方向)突出。各突出部82a~82d为,以基体81为中心、遍及整周以等距离突出的圆盘形状。各突出部82a~82d形成为随着朝向径向外侧而变薄的锥形状。作为一例,各突出部82a~82d的最小厚度为1mm。
[0052]
突出部82a~82d在长轴方向上介由空隙83a~83c(适当地,总称为空隙83)而彼此分离地设置于基体81。在本实施方式中,空隙83a~83c的长轴方向上的长度相同。即,突出部82a~82d在长轴方向上等间隔地配置。空隙83a~83c的长轴方向上的长度被设定为比突出部82a~82d从基体81向径向突出的长度小。空隙83a~83c的长轴方向上的长度被设定为比硬质部20h与突出部82a之间的距离、以及硬质部30h与突出部82d之间的距离小。
[0053]
上述的硬质部70h埋设于软质部70e中。由于硬质部70h埋设于软质部70e中,因此,从强度方面考虑,能够缓和施加给硬质部70h的应力。另外,从相对于载荷的牙刷1的挠曲程度的方面考虑,由于在空隙83a~83c中填充有软质部70e,因此能够控制变形部70的弹性行为(详细内容后述说明)。
[0054]
作为硬质部h的材料,作为一例,可列举弯曲弹性模量(jis7171)为1500mpa以上、3500mpa以下的树脂,例如可列举聚缩醛树脂(pom)。作为硬质部h的弯曲弹性模量,更优选为2000mpa以上、3500mpa以下。
[0055]
如图4所示,软质部70e的截面为埋设有硬质部70h的大致六边形状的外形轮廓。六个顶点中、配置在厚度方向的中途的两个顶点与变形部70(软质部70e)的厚度方向的中心相比,配置在更靠向背面侧。
[0056]
变形部70中的硬质部70h的占有率为20%以下。通过使硬质部70h的占有率为20%以下,能够减小朝向背面侧的变形部70的弯曲强度。
[0057]
作为软质部e的材料,从在变形部70挠曲时相邻的突出部82彼此相互接近时,能够以压缩载荷变形的方面考虑,作为一例,优选肖氏硬度a为40以上、90以下者,更优选肖氏硬度a为50以上、80以下者。作为软质树脂,例如,可列举弹性体(例如,烯烃系弹性体、苯乙烯系弹性体、聚酯系弹性体、聚氨酯系热塑性弹性体等)、有机硅。由于在与聚缩醛树脂的混和性上优异,因此优选为苯乙烯系弹性体。
[0058]
在上述的牙刷1中,在握持着握持部30的状态下对刷头部10施加向背面侧的外力时,变形部70的前端侧的第一区域a1和后端侧的第二区域a2的弯曲强度比硬质部70h大且刚直,因此不变形,配置在第一区域a1与第二区域a2之间的变形部70变形。
[0059]
在变形部70变形时,从与为不变形的第一区域a1和第二区域a2相距最远的长轴方向的中央起开始挠曲。图7是局部放大挠曲的初始阶段中的变形部70的周边的侧面视图,关于软质部70e,简略地表示。图8是局部放大挠曲的后期阶段中的变形部70的周边的侧面视图。另外,关于图7和图8,为了方便,以握持部30不动、仅颈部20相对地向背面侧变形的方式进行图示。
[0060]
如图7所示,在变形部70中,通过基体81的长轴方向的中央挠曲,从而突出部82b与突出部82c的背面侧前端彼此在长轴方向上接近。通过突出部82b与突出部82c的背面侧前端彼此在长轴方向上接近,从而形成在突出部82b与突出部82c之间的背面侧的空隙83b中的软质部70e被突出部82b和突出部82c夹持而在长轴方向上被压缩。
[0061]
软质部70e虽然在压缩的初始阶段容易挠曲,但在其挠曲一定程度时则达到压缩极限,在此以上变得实质上难以挠曲(变得不挠曲)。可认为,这是因为,形成在背面侧的空隙83b中的软质部70e在弹性变形范围内被压缩的情况下,则根据压缩力而弹性变形、进行挠曲,但在超过弹性变形范围而被压缩的情况下则不弹性变形。在该情况下,对刷头部10施加向背面侧的外力时的阻力(刷洗压)为,与变形部70(基体81和软质部70e)的挠曲量对应的阻力、与由突出部82b和突出部82c产生的空隙83b中配置的软质部70e的压缩时的阻力的合计。
[0062]
图9是表示变形部70的挠曲量和与该挠曲量对应的阻力之间的关系的图。在图9中,用实线表示硬质部70具有基体81和突出部82的情况下的关系,用虚线表示硬质部70仅由基体81构成而不具有突出部82的情况下的关系。
[0063]
如图9中虚线所示,在使不具有突出部82的变形部70挠曲的情况下,不产生软质部70e的压缩时的阻力,因此挠曲量的增加与阻力的增加处于恒定的关系(比例)。与此相对,如图9中实线所示,在使具有突出部82的变形部70挠曲的情况下,达到对配置于空隙83b中的软质部70e的压缩达到压缩极限(指标值)时的挠曲量d1之前,相对于挠曲量的增加,阻力以恒定的关系增加。然后,具有突出部82的变形部70在达到对配置于空隙83b中的软质部70e的压缩达到压缩极限时的挠曲量d1后,施加伴随着软质部70e的压缩的大的阻力。即,变形部70在达到挠曲量d1后,相对于达到挠曲量d1之前的挠曲量的增加,与通过软质部70e的压缩而产生的阻力的增加率的最大值相比,所述阻力以更大的增加率增加。
[0064]
如上述那样,牙刷1的使用者能够容易地感知到变形部70的挠曲量达到d1,阻力增加的比例发生变化。因此,通过将挠曲量d1设定为成为过度刷洗状态的值,从而牙刷1的使用者能够容易地感知到处于过度刷洗状态。
[0065]
即使超过上述挠曲量d1,外力也会被施加至背面侧,变形部70(基体81)的挠曲量增加时,则基体81的长轴方向的中央的外侧挠曲,藉此,如图8所示,突出部82a与突出部82b的背面侧前端彼此、以及突出部82c与突出部82d的背面侧前端彼此分别在长轴方向上接近。
[0066]
通过突出部82a与突出部82b的背面侧前端彼此在长轴方向上接近,从而形成在突出部82a与突出部82b之间的背面侧的空隙83a中的软质部70e被突出部82a和突出部82b夹
持而在长轴方向上被压缩。同样地,通过突出部82c与突出部82d的背面侧前端彼此在长轴方向上接近,从而形成在突出部82c与突出部82d之间的背面侧的空隙83c中的软质部70e被突出部82c和突出部82d夹持而在长轴方向上被压缩。
[0067]
关于形成在空隙83a和空隙83c中的软质部70e也是,在挠曲进行时而达到压缩极限,伴随着软质部70e的压缩的阻力变大。即,如图9所示,在变形部70(基体81)的挠曲量超过配置于空隙83b中的软质部70e达到压缩极限时的挠曲量d1时,则达到配置于空隙83a和空隙83c中的软质部70e达到压缩极限时的挠曲量d2之前,相对于挠曲量的增加,阻力以恒定的关系增加。而且,在变形部70达到对配置于空隙83a和空隙83c中的软质部70e的压缩达到压缩极限时的挠曲量d2后,施加伴随着软质部70e的压缩的大的阻力。即,每当可压缩软质部70e的多个空隙83a~83c的位置依次变化时,变形部70的阻力呈阶段性地变化。
[0068]
如上述那样,牙刷1的使用者能够容易地感知到变形部70的挠曲量达到d2、阻力增加的比例再次变化的情况。因此,通过将挠曲量d2设定为成为过度刷洗状态的值,从而牙刷1的使用者能够在整个两个阶段中容易地感知到处于过度刷洗状态。
[0069]
作为阻力增加的比例发生变化的挠曲量d1、d2,例如可将即将成为过度刷洗状态之前的挠曲量设为d1、将达到过度刷洗状态时的挠曲量设为d2、或者可将达到轻度的过度刷洗状态时的挠曲量设为d1、将即将达到重度的过度刷洗状态之前的挠曲量设为d2等、能够将其适当地设定为与过度刷洗状态相关的指标。
[0070]
像以上那样,在本实施方式的牙刷1中,由于变形部70具有覆盖硬质部70h的软质部70e,因此能够在不损伤牙龈的情况下保持对牙齿和牙龈温和且接触感良好的操作性,并且由于具有突出部82,在施加向背面侧的外力时,该突出部会伴随着基体81的挠曲而在长轴方向上压缩软质部70e,因此通过软质部70e达到压缩极限时的阻力增加,能够容易地感知到处于过度刷洗状态。其结果为,本实施方式的牙刷1能够容易地抑制过度刷洗。另外,使用者通过使用本实施方式的牙刷1来记忆上述的阻力增加的感觉(加减),即使使用不具有变形部70的牙刷,也能够再现适当的刷洗压。
[0071]
在上述变形部70中,作为在基体81上设置突出部82的每单位长度的密度,优选为2个/cm以上、10个/cm以下,更优选为4个/cm以上、8个/cm以下。通过将在基体81上设置突出部82的每单位长度的密度设为10个/cm以下,能够使突出部82的长轴方向的厚度为1mm以上,能够确保即使在伴随着挠曲的压力负荷下也不变形的刚直性。另外,通过将在基体81上设置突出部82的每单位长度的密度设为2个/cm以上,从而能够根据实际使用上假定的挠曲量,使相对于挠曲的阻力增加的比例变化。
[0072]
作为上述变形部70的长轴方向上的长度,为5mm以上、30mm以下,在变形部70中设置3个以上突出部82的情况下,长轴方向的配置间距的最大值相对于最小值之比优选为1.1以上、3.0以下,更优选为1.5以上、2.5以下。通过将长轴方向的配置间距的最大值相对于最小值之比设为3.0以下,能够防止使变形部70持续挠曲时的阻力的急剧增加,没有突如其来的使用感变化等,能够使使用者的刷洗操作变流畅。另外,通过将长轴方向的配置间距的最大值相对于最小值之比设为1.1以上,从而与突出部82以同一配置间距配置的情况相比,使用者能够容易地识别相对于挠曲的阻力增加。
[0073]
作为上述变形部70的最小厚度,优选为5mm以上、15mm以下。作为突出部82从基体
81突出的最大长度,优选为3mm以上、10mm以下。另外,作为基体81的最小厚度,优选为2mm以上、5mm以下。
[0074]
在将变形部70的最小厚度设为x(mm)、将突出部82突出的最大长度设为y(mm)、将基体81的最小厚度设为z(mm)时,则由x/z表示的数值优选为2.5以上、7.5以下,更优选为3.0以上、7.0以下。通过将由x/z表示的数值设为7.5以下,能够在挠曲行为中确保硬质树脂的特性,能够产生挠曲开始的阻力。另外,通过将由x/z表示的数值设为2.5以上,能够确保软质树脂的特性,能够使该区域在实际使用上假定的压力下挠曲。
[0075]
另外,由y/z表示的数值优选为1.5以上、5.0以下,更优选为2.0以上、4.5以下。在由y/z表示的数值小的情况下,相邻的突出部82彼此不容易接近,在由y/z表示的数值大的情况下,相邻的突出部82彼此容易接近。因此,通过将由y/z表示的数值设为1.5以上、5.0以下,能够充分地确保相对于基体81的最小厚度的突出部82突出的最大长度,容易产生由突出部82彼此的接近而引起的阻力增加。
[0076]
在上述变形部70中设置4个以上突出部82的情况下,作为突出部82的长轴方向的配置间距,优选随着从基体81的长轴方向的中心朝向端部而逐渐变小。突出部82的长轴方向上的配置间距的调整与控制相对于变形部70的挠曲的阻力的增加行为相关联。图10是表示变形部70的挠曲量和与该挠曲量对应的阻力之间的关系的图。在图10中,用单点划线表示突出部82的配置间距随着从基体81的长轴方向的中心朝向端部而逐渐变小的情况下的关系,用实线表示突出部82的配置间距随着从基体81的长轴方向的中心朝向端部而逐渐变大的情况下的关系。
[0077]
如图10中单点划线所示,通过将突出部82的长轴方向的配置间距设定为随着从基体81的长轴方向的中心朝向端部而逐渐变小,能够在挠曲量小的情况(挠曲量d1)下减小阻力的增加(阻力r2-r1),能够在挠曲量大的情况(挠曲量d2)下增大阻力的增加(阻力r6-r3)。由此,能够进一步抑制变形部70的过度挠曲,非常有助于消除使用上的不良情况。
[0078]
另外,如图10中实线所示,通过将突出部82的长轴方向的配置间距设定为随着从基体81的长轴方向的中心朝向端部而逐渐变大,能够在挠曲量小的情况(挠曲量d1)下增大阻力的增加(阻力r4-r1),能够在挠曲量大的情况(挠曲量d2)下减小阻力的增加(阻力r6-r5)。由此,能够在早期阶段抑制变形部70的过度挠曲,非常有助于消除使用上的不良情况。像这样地,能够抑制变形部70的过度挠曲,因此在使用具有薄型刷头或细颈的牙刷的情况下也能够缓和应力集中,因此能够抑制薄型刷头或细颈中的破损。
[0079]
[第二实施方式]接着,参照图11对牙刷1的第二实施方式进行说明。在该图中,对于与图1至图10所示的第一实施方式的牙刷1的结构要素相同的要素,标注相同的符号,省略其说明。在第二实施方式中,对变形部70的弯曲强度在厚度方向和宽度方向上不同(具有各向异性)的情况进行说明。图11是与长轴方向正交的变形部70的截面图。
[0080]
上述第一实施方式的牙刷1中的突出部82在长轴方向视角中为,从基体81突出的突出长度遍及整周是相同的圆形。如图11所示,本实施方式的突出部82在长轴方向视角中形成为,在厚度方向上具有长轴、在宽度方向上具有短轴的椭圆形状。即,在本实施方式的
突出部82的从基体81起的在厚度方向上的最大长度比从基体81起的在宽度方向上的最大长度长。其他的结构与上述第一实施方式相同。
[0081]
在基体81由于向背面侧的外力而挠曲时,突出部82的距离基体81最远的前端最大地挠曲。因此,在长轴方向视角中为椭圆形状的突出部82中,长轴侧的厚度方向背面侧的前端与短轴侧的宽度方向前端相比挠曲得更大。其结果为,突出部82在厚度方向上挠曲时的阻力比突出部82在宽度方向上挠曲时的阻力大。因此,具有在长轴方向视角中为椭圆形状的突出部82的变形部70在弯曲强度上具有各向异性,与宽度方向进行比较在厚度方向上不容易挠曲,由此能够维持操作性同时容易地抑制过度刷洗。
[0082]
[第三实施方式]接着,参照图12对牙刷1的第三实施方式进行说明。在该图中,对于与图11所示的第二实施方式的牙刷1的结构要素相同的要素标注相同的符号,省略其说明。在第二实施方式中,对使用椭圆形状的突出部82而在弯曲强度上呈现各向异性的结构进行了说明,但在第三实施方式中对使用多边形的突出部82而在弯曲强度上呈现各向异性的结构进行说明。
[0083]
图12是利用与长轴方向正交的面切断的基体81和突出部82的截面图。在图12(a)中示出直轴方向视角下为三角形的突出部82,在图12(b)中示出直轴方向视角下为四边形的突出部82。此外,在图12(a)、(b)中,是相邻的边彼此交叉的结构,但在交叉部分可存在圆弧形状、倒角等。
[0084]
在突出部82在直轴方向视角中为多边形的情况下,从基体81起到顶点之间的距离比从基体81起到边之间的距离长。因此,如上所述,在将基体81和顶点连结的方向上的阻力比在将基体81和边连结的方向上的阻力大。
[0085]
其结果为,在本实施方式的牙刷中,除了得到与上述第一实施方式相同的作用、效果之外,能够容易地呈现在将基体81和顶点连结的方向上的弯曲强度大、在将基体81和边连结的方向上的弯曲强度小这样的与弯曲相关的各向异性。另外,多边形中的顶点的数量为使各向异性呈现的方向的数量,能够根据牙刷的规格而任意地设定优先挠曲的方向的数量、朝向。
[0086]
[第四实施方式]接着,参照图13对牙刷1的第四实施方式进行说明。在该图中,对于与图11所示的第二实施方式和图12所示的第三实施方式的牙刷1的结构要素相同的要素标注相同的符号,省略其说明。在第二实施方式和第三实施方式中,对在正面侧和背面侧这两侧特定方向的弯曲强度大的结构进行了说明,但在第四实施方式中,对关于在特定方向的一侧(具体而言背面侧)的弯曲强度大的结构进行说明。
[0087]
图13是利用与长轴方向正交的面切断的基体81和突出部82的截面图。在图13(a)中,示出直轴方向视角下为大致椭圆形状、仅向背面侧延伸突出的突出部82,在图13(b)中,示出直轴方向视角下为大致矩形、仅向背面侧延伸突出的突出部82,在图13(c)中,示出直轴方向视角下为前端变细的大致三角形、仅向背面侧延伸突出的突出部
82。
[0088]
在具有上述结构的突出部82的变形部70中,在向厚度方向中的背面侧挠曲时会产生大的阻力。因此,在本实施方式中,能够更有效地抑制过度刷洗。
[0089]
[第五实施方式]接着,参照图14对牙刷1的第五实施方式进行说明。在该图中,对于与图1至图10所示的第一实施方式的牙刷1的结构要素相同的要素标注相同的符号,省略其说明。在第五实施方式中,对在变形部70不挠曲的状态下,相邻的突出部82之间的长轴方向的距离不恒定的情况进行说明。
[0090]
在在变形部70不挠曲的状态下相邻的突出部82之间的长轴方向的距离同等、被夹持在相邻的突出部82之间的软质部70e的厚度恒定时,则如上述那样,与基体81相距的距离越大,则突出部82挠曲时的阻力越大。另一方面,在相邻的突出部82之间的长轴方向的距离不同等、被夹持在相邻的突出部82之间的软质部70e的厚度不恒定的情况下,例如在形成为距离基体81近的一侧的距离短、软质部70e薄,距离基体81远的一侧的距离长、软质部70e厚的情况下,有时会出现下述情况:距离基体81近、软质部70e薄的区域相比于距离基体81远、软质部70e厚的区域,会先达到压缩极限。
[0091]
图14是在变形部70不挠曲的状态下长轴方向的距离不恒定的突出部82e和突出部82f设置于基体81的侧面视图。关于图14所示的突出部82e,其通过第一实施方式所示的圆盘在侧面视角中将前端部朝向前端侧弯曲而形成。关于突出部82f,其通过圆盘在侧面视角中将前端部朝向后端侧弯曲而形成。突出部82e与突出部82f之间的基体81侧的距离w1被形成得比在距离基体81最远的位置处的距离w2小。关于突出部82e与突出部82f,它们中的距离基体81近的部位在整个宽度方向上以距离w1配置。因此,形成在突出部82e与突出部82f之间的软质部70e形成为:距离基体81近的一侧薄,距离基体81远的一侧厚。
[0092]
在图14所示的基体81向背面侧挠曲时,突出部82e和突出部82f中的距离基体81最远的背面侧的位置的部位向接近的方向挠曲,但由于在基体81不挠曲的状态下的距离w2大,因此在距离基体81最远的背面侧的位置的部位挠曲、软质部70e达到压缩极限之前,距离基体81近的一侧的薄的软质部70e会先达到压缩极限。其结果为,在变形部70挠曲时,在突出部82e和突出部82f之间,在厚度方向上在基体81的中心位置附近沿宽度方向延伸的达到压缩极限的软质部70e形成为大致带状。
[0093]
像这样地,本实施方式的变形部70除了得到与上述第一实施方式相同的作用、效果之外,在宽度方向上延伸的带状的软质部70e相比于厚度方向两侧的软质部70e,会先达到压缩极限,阻力变大,因此能够使宽度方向的弯曲强度比厚度方向的弯曲强度大。
[0094]
[第六实施方式]接着,参照图15对牙刷1的第六实施方式进行说明。在该图中,对于与图1至图10所示的第一实施方式的牙刷1的结构要素相同的要素标注相同的符号,省略其说明。在第六实施方式中,对考虑了牙刷1的制造性的突出部82进行说明。
[0095]
在制造上述的牙刷1时,作为一例,在通过使用第一模具的注射成型而将硬质部h
成型之后,进行在配置有该硬质部h的第二模具中填充软质树脂而将手柄体2成型的、所谓的双色成型。在将熔融的软质树脂填充于第二模具时的流路由硬质部h与第二模具的间隙形成,因此在构成硬质部h的突出部82以基体81为中心、遍及整周而设置的情况下,熔融的软质树脂的流路遍及整周而变窄。因此,存在下述可能性:无法赋予充分的注射压,在软质部70e产生缩痕(sink mark)等成型不良。
[0096]
因此,作为本实施方式的突出部82,在以基体81为中心的方向上隔开间隙地设置。具体而言,如图15(a)所示,突出部82的在长轴方向视角中与厚度方向和宽度方向交叉的矩形状的板体84在周向上隔开间隙地配置,形成为向正面侧和背面侧双方延伸的大致x字形。另外,如图15(b)所示,突出部82的在长轴方向视角中与厚度方向和宽度方向交叉且前端尖细的三角形状的板体85在周向上隔开间隙地配置,形成为向正面侧和背面侧双方延伸的大致x字形。
[0097]
另外,图15(a)所示的矩形状的板体84和图15(b)所示的三角形状的板体85分别以穿过基体81的中心且沿厚度方向延伸的中心线为中心、呈线对称地配置。
[0098]
在本实施方式中,在通过注射成型而将软质部70e成型时,将周向上的矩形状的板体84之间的间隙、或者周向上的三角形状的板体85之间的宽间隙作为流路,供熔融的软质树脂流动,因此能够充分地赋予填充压,能够在不会产生缩痕等成型不良的情况下成型高品质的软质部70e和牙刷1。
[0099]
另外,在本实施方式中,构成突出部82的在周向上隔开间隙地配置的板体84、85以沿厚度方向延伸的中心线为中心、呈线对称地配置,因此在施加向厚度方向背面侧的外力时,在宽度方向上产生相同的阻力,因此能够抑制变形部70以扭转的状态向背面侧挠曲这一情况。
[0100]
此外,作为构成突出部82的在周向上隔开间隙地配置的板体,可为下述结构:如图16(a)和图16(b)所示,从基体81起仅向背面侧延伸突出的结构。通过采用该结构,从而像第四实施方式中说明的那样,在向厚度方向中的背面侧挠曲时产生大的阻力,因此能够更有效地抑制过度刷洗。另外,熔融的软质树脂的流路进一步扩大,因此能够更稳定地成型高品质的软质部70e和牙刷1。
[0101]
另外,作为构成突出部82的在周向上隔开间隙地配置的板体,除了从基体81起向与厚度方向和宽度方向交叉的倾斜方向延伸突出的结构之外,也可为下述结构:如图17(a)、图17(b)所示,具有从基体81起沿宽度方向延伸的第一板体86以及从第一板体86的宽度方向两端起隔开间隙地分别向背面侧延伸的第二板体87的结构。在该情况下,作为第二板体87,可如图17(a)所示,为沿厚度方向延伸的矩形状,或者可如图17(b)所示,为沿厚度方向延伸的前端变细的三角形状。
[0102]
[第七实施方式]接着,参照图18对牙刷1的第七实施方式进行说明。在该图中,对于与图1至图10所示的第一实施方式的牙刷1的结构要素相同的要素标注相同的符号,省略其说明。
[0103]
本实施方式的突出部82具有厚壁部,该厚壁部的长轴方向上的厚度在外侧比在基体81侧厚。作为厚壁部,可为下述形状:如图18(a)所示,随着从基体81朝向外侧而在长轴方向上逐渐变厚的截面视角下的大致三角形状,或者可为下述结构:如图18(b)所示,在从基
体81起以恒定宽度朝向外侧的第一板体89的前端部,具有与第一板体89相比在长轴方向上更长的第二板体90。在停止朝向背面侧的外力的负荷,停止挠曲量的增加时(在使弯曲的力为0时),在变形部70产生想要恢复到原来的形状的力(屈曲恢复力)。因此,通过使突出部82的厚度在外侧变大,能够强化该屈曲恢复力。由此,不仅相对于变形部70的挠曲的阻力的强弱(高低起伏)进一步增加,而且能够确保变形部70的形状记忆性,因此硬质树脂的选择自由度提高,例如还能够使用容易塑性变形的树脂。
[0104]
以上,一边参照附图一边对本发明的优选的实施方式进行说明,但本发明当然不限于该例。在上述的例子中所示的各结构部件的各种形状、组合等是一例,在不脱离本发明的主旨的范围中能够基于设计要求等进行各种变更。
[0105]
例如,在上述实施方式中,例示了软质部70e遍及整周而覆盖硬质部70h的周围的结构,但不限于该结构,也可是硬质部70h的一部分未被覆盖而露出的结构。
[0106]
另外,在上述实施方式中,例示了基体81形成为圆柱状且各向同性地挠曲的结构,但不限于该结构。例如,通过使基体81为宽度比厚度长的截面矩形的板体,能够呈现在厚度方向上容易挠曲、在宽度方向上不容易挠曲的各向异性。另外,例如,通过使基体81为厚度比宽度长的截面矩形的板体,能够呈现在宽度方向上容易挠曲、在厚度方向上不容易挠曲的各向异性。
[0107]
另外,上述实施方式所示的突出部82的数量为一例,只要为设置2个以上突出部的结构即可。
[0108]
另外,在上述实施方式中,例示了多个突出部全部为相同的形状的结构,但不限于该结构,也可是不同形状的突出部组合而成的结构。
[0109]
另外,在上述实施方式中,例示了将变形部设置于握持部的结构,但不限于该结构,也可是将变形部设置于颈部的结构、将变形部设置于颈部和握持部双方的结构等。[产业上的可利用性]
[0110]
本发明能够应用于牙刷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1