家具加工用的压胶装置的制作方法
[0001]
本发明涉及家具加工领域,特别涉及一种家具加工用的压胶装置。
背景技术:
[0002]
在家具加工中,常常需要对所需要的板材进行压胶加工,涂上工业胶后将两处板料进行挤压,现有的压胶装置常采用上下挤压的方式,压胶前,由于上部的板材没有合适的支撑位置,工人在放置板材时难以把握准确的放置位置,使用便捷性低,并且由于放置处的大小厚度固定,难以适应不同尺寸的板材;在下压过程中,上部的板材由于自身重力的作用,难以稳定的固定,在移动的过程中十分容易发生位置的偏移而导致压胶效果差。
技术实现要素:
[0003]
本发明的目的在于,提供一种家具加工用的压胶装置。本发明可以准确便捷地固定不同尺寸厚度的板材,并实现稳固准确的压胶,压胶效果佳。
[0004]
本发明的技术方案:家具加工用的压胶装置,包括底座,底座两端设有安装板,安装板上设有推拉气缸;所述底座上设有对称设置的两组转动件,每组转动件上均设有转动连接的压胶板,压胶板呈对称设置,并且两组转动件中线之间的距离与压胶板的厚度一致;所述压胶板下端边角具有圆弧过渡;所述压胶板靠近推拉气缸的一侧设有滑动槽,滑动槽内设有滑块,滑块与推拉气缸输出端转动连接;所述压胶板远离推拉气缸的一侧设有压胶槽;所述压胶板上部和侧部均设有固定气缸,固定气缸输出端设有固定板,固定板位于压胶槽内,并且固定板与所在一侧的压胶槽侧面平行;所述压胶板上滑动槽所在一侧还设有调整气缸,调整气缸输出端设有背板,背板位于压胶槽内。
[0005]
上述的家具加工用的压胶装置中,所述背板与压胶槽槽面大小一致。
[0006]
前述的家具加工用的压胶装置中,所述一侧的压胶板上部设有多处限位块,另一侧的压胶板上设有与限位块相契合的多处限位槽。
[0007]
前述的家具加工用的压胶装置中,所述压胶板与推拉气缸连接一侧设有支撑脚。
[0008]
前述的家具加工用的压胶装置中,所述滑块位于滑动槽上端部时,压胶板呈倾斜状态。
[0009]
与现有技术相比,本发明具有以下有益效果:
[0010]
1、本发明两处对称设置的压胶板固定于转动件上,一侧的滑块受到推拉气缸输出端的支撑,将板材放入压胶板的压胶槽内,使板材的一处直角边对准压胶板的直角边,并使用背板和固定板进行固定;启动推拉气缸,推拉气缸推动滑块,滑块带动压胶板移动,压胶板会绕着转动件进行转动,在转动过程中,滑块受到推拉气缸输出端的拉力沿着滑动槽下滑,使推拉电机的作用力方向保持水平;板材在压胶过程中始终受到压胶槽中背板和固定板的支撑和固定,不会产生偏移,位置准确性高;由于压胶板对称设置,并且两组转动件中线之间的距离与压胶板的厚度一致,所以压胶板转动至与底座垂直时,两处压胶板可以实现板材位置的准确重合和板材之间的紧密贴合,压胶效果佳。
[0011]
2、本发明的固定板和背板分别使用固定气缸和调整气缸进行调整,通过调整顶部和侧部固定板的位置可以压紧不同尺寸的板材,通过调整背板的位置可以支撑不同厚度的板材,适用场景多样。
[0012]
3、本发明压胶板与推拉气缸连接一侧设有支撑脚,当推拉气缸不工作时,支撑脚可以用于支撑压胶板,减小推拉气缸输出端的负载,提升装置的使用寿命。
[0013]
4、本发明一侧的压胶板上部设有限位块,另一侧的压胶板上设有与限位块相契合的限位槽,在两处压胶板紧贴前,限位块卡进限位槽内可以帮助提升重合时位置的一致性,从而进一步提高压胶位置的准确性。
附图说明
[0014]
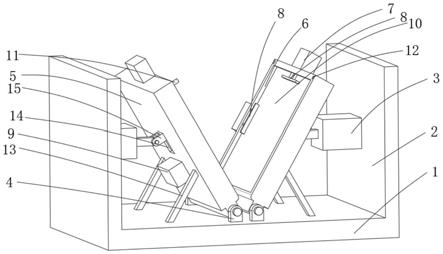
图1是本发明结构示意图;
[0015]
图2是本发明的部分结构示意图。
[0016]
附图中的标记为:1-底座;2-安装板;3-推拉气缸;4-转动件;5-压胶板;6-压胶槽;7-固定气缸;8-固定板;9-调整气缸;10-背板;11-限位块;12-限位槽;13-支撑脚;14-滑动槽;15-滑块。
具体实施方式
[0017]
下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
[0018]
实施例:家具加工用的压胶装置,如附图1所示,包括底座1,底座1两端设有安装板2,安装板2上设有推拉气缸3;所述底座1上设有对称设置的两组转动件4,每组转动件4上均设有转动连接的压胶板5,压胶板5呈对称设置;两组转动件4中线之间的距离与压胶板5的厚度一致,当压胶板5转动至与底座1垂直时,两处压胶板5可以实现贴合,并且压胶板5下端边角具有圆弧过渡,便于两处压胶板5贴合和分离;一侧压胶板5的上部设有两处圆柱形的限位块11,另一侧的压胶板5上部设有两处与限位块11相契合的限位槽12,当压胶板5贴合时,限位块11可以卡进限位槽12内,进一步提升定位的准确性;所述压胶板5靠近推拉气缸3的一侧设有滑动槽14,滑动14槽一般为燕尾槽,滑动槽14内设有滑块15,滑块15位下部与燕尾槽相契合,滑块15上部与推拉气缸3输出端铰接,当装置未启动时,滑块15位于滑动槽14上端部,并且此时压胶板5处于倾斜状态,一般与地面呈60
°
,压胶板5与推拉气缸3连接一侧还设有两处支撑脚13,在压胶板5倾斜时可以用于支撑;所述压胶板5远离推拉气缸3的一侧设有压胶槽6;所述压胶板5上部和侧部均设有固定气缸7,固定气缸7输出端设有固定板8,固定板8位于压胶槽6内,固定板8与所在一侧的压胶槽6侧面平行,并且侧部的固定板8靠近压胶板5的下端,上部的固定板8靠近侧部固定板8的相反一侧,以兼顾尺寸较小的板材;如附图2所示,所述压胶板5上滑动槽14所在一侧还设有调整气缸9,调整气缸9输出端设有背板10,背板10位于压胶槽6内,通过调整气缸9可以控制背板10的前后移动,并且背板10与压胶槽6的槽面大小一致。
[0019]
工作原理:将所需要的压胶的板材放入压胶板的压胶槽内,调整背板至合适位置以适应板材厚度并形成支撑,启动固定气缸使固定板对板材进行压紧固定,启动推拉气缸,推动滑块,滑块带动压胶板移动,压胶板会绕着转动件进行转动,在转动过程中,滑块受到
推拉气缸输出端的拉力沿着滑动槽下滑,使推拉电机的作用力方向保持水平,当压胶板转动至与底座垂直时,两处压胶板使板材位置的准确重合,实现压胶。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1