一种自动高速钉枪装置的制作方法
1.本实用新型涉及一种木板加工装置,特别涉及一种自动高速钉枪装置。
背景技术:
2.现有技术中,床板条的连接布袋在钉钉过程中,常用的钉钉方式为手持钉枪打钉或是自动钉枪机打钉,其存在的问题是钉枪频率低,时间间隔控制力差,导致钉枪速度慢,错误率高,所以需要一种自动高速钉枪装置来解决上述技术问题。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种自动高速钉枪装置,该装置具有钉枪频率高,错误率低的特点,快速换向出钉实现钉枪速度达到10
‑
15次/秒。
4.为了解决上述技术问题,本实用新型的技术方案为:
5.一种自动高速钉枪装置,包括料仓,所述料仓上设有
6.压料块,所述压料块用于码住料仓内的码钉并随码钉数量的减少而移动;
7.推料气缸,所述推料气缸用于推出料仓内的码钉,所述推料气缸的输出端设有推料杆;钉枪,用于将推出的钉枪快速打出;以及
8.快速换向机构,用于控制推料气缸的伸缩。
9.进一步地,还包括有卷簧,所述卷簧设置在料仓顶部并与所述压料块相连接。
10.进一步地,还包括有感应开关,所述料仓上设有与推料气缸位置对应的出料口,所述料仓感应开关设置在出料口附近,用于感应剩余码钉的数量。
11.进一步地,所述快速换向机构包括撞块、机械阀一以及机械阀二,所述机械阀一和机械阀二分别设置在推料气缸行程最近端和最远端,所述机械阀一和机械阀二均与推料气缸的气路相连接,所述撞块设置在推料杆上,并位于机械阀一和机械阀二之间。
12.进一步地,所述料仓侧面还设有气控阀一和气控阀二,所述气控阀一和气控阀二均与钉枪的控制气路相连接。
13.进一步地,所述料仓侧面一侧开口,并且开口的侧面上设有挡板。
14.采用上述技术方案,利用压料块持续压料,使得料仓的出料位永远有待钉的码钉,推料气缸具有快速换向功能,快速送钉减小操作间隙,利用钉枪实现快速钉钉,达到高速钉钉的目的。
附图说明
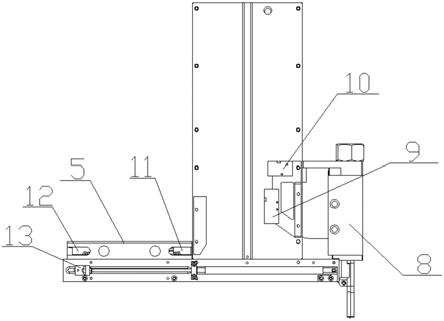
15.图1为本实用新型的主视图;
16.图2为本实用新型的后视图;
17.图3为钉枪的初始工作状态图;
18.图4为钉枪钉钉工作状态图;
19.图5为钉枪复位工作状态图。
20.图中,1
‑
卷簧,2
‑
压料块,3
‑
料仓,4
‑
挡板,5
‑
推料气缸,6
‑
推料杆,7
‑
感应开关,8
‑
钉枪,9
‑
气控阀一,10
‑
气控阀二,11
‑
机械阀一,12
‑
机械阀二,13
‑
撞块,801
‑
进气口一,802
‑
储气室一,803
‑
进气口二,804
‑
储气室二,805
‑
活塞,806
‑
间隙气室,807
‑
缸壁气孔,808
‑
钉枪铁片,809
‑
铁片缝隙。
具体实施方式
21.下面结合附图1
‑
5对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
22.请参阅附图1
‑
3,本实用新型提供一种自动高速钉枪装置,包括料仓3,料仓3上设有
23.压料块2,设置在料仓3内部并贴合于料仓3内壁,压料块2用于码住料仓3内的码钉并随码钉数量的减少而移动;
24.推料气缸5,设置在料仓3侧面底部,推料气缸5用于推出料仓3内的码钉,推料气缸5的输出端设有推料杆6;
25.钉枪8,设置在料仓3上与推料气缸5的对立面上,其上的进钉口与推料杆6位置对应,用于将推出的钉枪8快速打出;以及
26.快速换向机构,用于控制推料气缸5的伸缩。
27.还包括有卷簧1,卷簧1设置在料仓3顶部并与压料块2相连接,最底排的码钉被推出后,卷簧1带动压料块2下压将新的码钉码在料仓3最低端。
28.还包括有感应开关7,料仓3上设有与推料气缸5位置对应的出料口,料仓3感应开关7设置在出料口附近,用于感应剩余码钉的数量。
29.快速换向机构包括撞块13、机械阀一11以及机械阀二12,机械阀一11和机械阀二12分别设置在推料气缸5行程最近端和最远端,机械阀一11和机械阀二12均与推料气缸5的气路相连接,撞块13设置在推料杆6上,并位于机械阀一11和机械阀二12之间。
30.料仓3侧面还设有气控阀一9和气控阀二10,气控阀一9和气控阀二10均与钉枪8的控制气路相连接。
31.料仓3侧面一侧开口,并且开口的侧面上设有挡板4。
32.感应开关7、机械阀一11、机械阀二12、气控阀一9以及气控阀二10、推料气缸5以及钉枪8均用控制器控制。
33.作为本实用新型的一种实施方式,请参阅附图3
‑
5,钉枪8内设有左右相通的储气室一802和储气室二804,储气室一802底部设有进气口一801,与气控阀一9相连接,始终通入压缩空气,储气室一802顶部设有进气口二803,与气控阀二10相连接,用于间断性通入压缩空气,储气室二804外部设有一圈间隙气室806,间隙气室806与储气室二804之间通过多组缸壁气孔807相通,储气室二804内部设有活塞805,用于下压钉钉,储气室二804内中间位置向下穿出设置钉枪铁片808,钉枪铁片808与钉枪8之间还设有与储气室二804连通的铁片缝隙809。
34.工作原理:
35.初始状态下,推料气缸5拉紧推料杆6,撞块13撞到机械阀二12时,气路变换,推料气缸5快速换向,推料杆6伸出,最低层码钉被压入到位后,感应开关7感应到码钉,气路改变,推料气缸5再次拉紧推料杆6,最低层码钉在卷簧1和压料块2的作用下进入待工作状态,撞块13撞到机械阀一11时,气路再次变换,推料气缸5再次换向,进行下一次的推料,实现推料循环进行,当最顶层的码钉使用完毕后,感应开关7感应不到码钉,回路不再有动作,以此进行加钉操作;
36.打钉过程中,进气口一801始终通入压缩空气,首先进气口二803关闭,储气室一802内的压缩空气进入储气室二804内并带动活塞805向下运动,活塞805带动铁片向下运动,完成钉钉动作;
37.打钉过程结束时,活塞805向下运动到最低位置,储气室二804内的压缩空气通过缸壁气孔807充满间隙气室806,此时活塞805封住铁片间隙;
38.接着保持进气口一801通入压缩空气,进气口二803与外界大气相通,活塞805在储气室二804下侧和间隙气室806的压缩空气带动下回位至储气室二804顶部,活塞805离开储气室二804底部时,压缩空气还可以从铁片缝隙809向外界泄露,直至重新恢复气压平衡,完成一次打钉过程。
39.采用以上自动钉枪装置能够有效提高打钉速度,减小操作间隙时间,钉枪速度可达到10
‑
15次/秒,钉枪效率大大提升。
40.以上结合附图1
‑
5对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1