一种削片机的刀盘组件的制作方法
1.本实用新型涉及削片机械技术领域,具体涉及一种盘式削片机的刀盘组件。
背景技术:
2.削片机属于木材加工系列设备之一,广泛应用于纺织、造纸、制浆、人造板等行业生产过程中的备料工段。该机的主要切削原料是剥皮后的小径木、竹材、板皮材及采伐次薪材余料等。盘式削片机主要由机座、进料斗、刀盘装置、电机驱动装置等构成,以枝桠、板皮、圆木等为切削原料,由进料口送入,当圆木接触到削切刀片时,随着削切刀盘的高速旋转进行削切,削切出的木片则向下落出。
3.现有削片机的刀盘中刀片的固定方式是:采用上下两块压刀块夹住后,用螺栓穿过压刀块机刀片后拧入刀盘背后固定,更换比较繁杂,每次换刀时间长,工作效率低。并且螺母全部露出刀盘后面,在刀盘转动过程,形成一个搅拌刀,把削好木片搅碎形成木糠,导致木糠率高,削片大小质量也控制不了,影响经济效益。
技术实现要素:
4.本实用新型的目的在于提供一种装配方便,低木糠率,且使用寿命长的削片机的刀盘组件。
5.为了实现上述目的,本实用新型采用的技术方案是:一种削片机的刀盘组件,包括刀盘、刀片和刀片压块,其特征在于:所述刀盘包括轴安装圈、外圈和切削支撑块,轴安装圈和外圈通过多个切削支撑块固定连接,多个切削支撑块均布设置,每个切削支撑块设有螺旋顶面和刀片安装侧面,多个螺旋顶面构成刀盘切削面,在螺旋顶面上开设有螺母安装槽孔,在刀片安装侧面上开设有刀片安装轴孔,刀片安装轴孔与螺母安装槽孔连通,所述刀片、刀片压块层叠后通过螺栓及螺母固定在切削支撑块上。
6.进一步地,所述螺旋顶面前后高度差为5-15mm。进一步地,所述刀片安装侧面与水平面的夹角为36
°‑
44
°
;所述刀片压块的侧面与底面与的夹角为140
°‑
160
°
。
7.进一步地,所述螺母顶面大小与所述螺母安装槽孔大小相适应,并且螺母顶面与螺旋顶面保持平齐,其中一侧面与所述刀片安装轴孔垂直且在该侧面上开设有螺纹孔。
8.进一步地,所述刀片包括刀片本体,在刀片本体上开设有安装调节槽。
9.本实用新型的有益效果是:采用上述结构,整体制造成本低,通过螺栓和螺母配合独立拆装刀片,装配方便,刀盘上不直接攻牙形成固定螺纹孔,避免出现螺纹孔磨损滑丝导致刀盘整体损坏的问题,延长刀盘使用寿命。刀盘切削面由多个相同的螺旋顶面构成,应用该刀盘组件的削片机在切削木材过程中,螺旋顶面配合刀片稳定咬料,能确保切削原料不弹跳。在不同进料斗位置上进行削片,都能保证原料端面与螺旋顶面接触。如此,削出的片材大小尺寸统一,碎片率低。
10.另外,螺母藏在刀盘的螺母安装槽孔里面,削片过程中不会与木片产生碰撞,减少木糠和碎片的产生。
附图说明
11.图1为本实用新型的结构示意图。
12.图2为图1另一方向的状态示意图。
13.图3为图1的结构分解示意图。
14.图4为本实用新型的正面示意图。
15.图5为图4中a-a方向的剖视图。
16.图6为本实用新型中刀片固定安装在刀盘上的示意图。
17.图7为本实用新型中刀盘的结构示意图。
18.图8为本实用新型中刀盘局部剖切的示意图。
19.图9为本实用新型中螺母的结构示意图。
20.图10为本实用新型中刀片的结构示意图。
21.图11为本实用新型中刀片压块的结构示意图。
具体实施方式
22.下面结合附图对本实用新型作进一步的详细说明。
23.如图1-3所示,本实用新型一种削片机的刀盘组件,包括螺母1,刀盘2、刀片3和刀片压块4,固定螺栓5。
24.如图4-8所示,所述刀盘2包括轴安装圈21、外圈22和切削支撑块23。轴安装圈21和外圈22通过6个一样的切削支撑块23固定连接,6个切削支撑块23均布设置。具体的,本实施例中,轴安装圈21、外圈22和切削支撑块23可以通过铸造的方式一体成型,整个刀盘为一个整体。当然,轴安装圈21、外圈22和切削支撑块23也可以是分散的多个零件,通过焊接的方式固定连接成一个整体。
25.每个切削支撑块23设有螺旋顶面231和刀片安装侧面232,6个螺旋顶面231构成刀盘切削面,在螺旋顶面231上开设有螺母安装槽孔233,在刀片安装侧面232上开设有刀片安装轴孔234,刀片安装轴孔234与螺母安装槽孔233连通。所述刀片3、刀片压块4层叠后通过螺栓5及螺母1固定在切削支撑块23上。
26.所述螺旋顶面231前后高度差为5-15mm。可以在木材原料接触刀刀盘表面时候,配合刀片稳定咬料,能快速吸咬住木材,不让木材跳动影响刀片削片的效果,让木材稳定地被刀片削切,保证木片大小和厚度一样。生产时削片速度快,效率高,片材规格统一,木糠占有比例少,质量稳定。
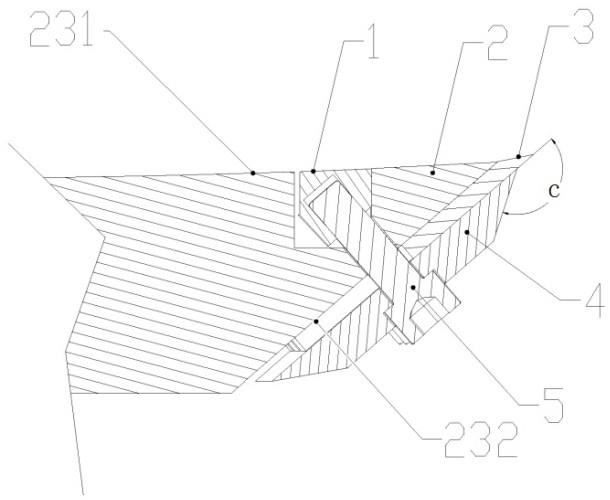
27.另外,如图5、6所示,其中一个切削支撑块与另一个切削支撑块23上刀片刀尖处相对的位置为倾斜面,该倾斜面与其相对的切削支撑块的刀片安装侧面的夹角a为30-42
°
。刀片安装侧面232与水平面的夹角b为36
°‑
44
°
;所述刀片压块4的侧面与底面的夹角c为140-160
°
。如此,刀片切削力最优化,削出的片材能沿着刀片压块的侧面顺畅排出。不产生木糠碎片。
28.优选地,如图9所示,所述螺母1的顶面11大小与所述螺母安装槽孔大小相适应,并且螺母的顶面11也为螺旋面,与螺旋顶面保持平齐,刚好填补螺母安装槽孔的开口。螺母1的其中一个侧面12与所述刀片安装轴孔234垂直且在该侧面上开设有螺纹孔13。如此,螺母1放入螺母安装槽孔后,能够与穿过刀片安装轴孔234的螺杆5相连接,将刀片3和刀片压块4
稳固连接在对应的切削支撑块23上。
29.如图10-11,所述刀片3包括刀片本体31,在刀片本体31上开设有安装调节槽32。所述刀片压块4包括压块本体41,在压块本体41上开设有安装孔42。安装时,螺栓5穿过安装孔42、安装调节槽32后与螺母1配合连接,拧紧后将刀片固定连接在刀盘上。另外,通过设置安装调节槽32,可以方便调节刀片长短,进而控制木片的大小。
30.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种削片机的刀盘组件,包括刀盘、刀片和刀片压块,其特征在于:所述刀盘包括轴安装圈、外圈和切削支撑块,轴安装圈和外圈通过多个切削支撑块固定连接,多个切削支撑块均布设置,每个切削支撑块设有螺旋顶面和刀片安装侧面,多个螺旋顶面构成刀盘切削面,在螺旋顶面上开设有螺母安装槽孔,在刀片安装侧面上开设有刀片安装轴孔,刀片安装轴孔与螺母安装槽孔连通,所述刀片、刀片压块层叠后通过螺栓及螺母固定在切削支撑块上。2.根据权利要求1所述削片机的刀盘组件,其特征在于:所述螺旋顶面前后高度差为5-15mm。3.根据权利要求1所述削片机的刀盘组件,其特征在于:所述刀片安装侧面与水平面的夹角为36
°‑
44
°
;所述刀片压块的侧面与底面与的夹角为140
°‑
160
°
。4.根据权利要求1所述削片机的刀盘组件,其特征在于:所述螺母顶面大小与所述螺母安装槽孔大小相适应,并且螺母顶面与螺旋顶面保持平齐,其中一侧面与所述刀片安装轴孔垂直且在该侧面上开设有螺纹孔。5.根据权利要求1-4任一项所述削片机的刀盘组件,其特征在于:所述刀片包括刀片本体,在刀片本体上开设有安装调节槽。
技术总结
本实用新型公开了一种削片机的刀盘组件,包括刀盘、刀片和刀片压块,刀盘包括轴安装圈、外圈和连接轴安装圈和外圈的切削支撑块,多个切削支撑块均布设置,每个切削支撑块设有螺旋顶面和刀片安装侧面,多个螺旋顶面构成刀盘切削面,在螺旋顶面上开设有螺母安装槽孔,在刀片安装侧面上开设有刀片安装轴孔,刀片安装轴孔与螺母安装槽孔连通,刀片、刀片压块通过螺栓及螺母固定在切削支撑块上。本实用新型制造成本低,装配方便且使用寿命长;刀盘切削面由多个相同的螺旋顶面构成,应用的削片机在切削过程中,螺旋面配合刀片稳定咬料,能确保切削原料不弹跳,保证原料端面与螺旋顶面接触,削出的片材大小和厚度尺寸统一,碎片率低。碎片率低。碎片率低。
技术研发人员:杨少应 王金山 王翔 陈妃奕 王廷华 洪恒侨 陈思野
受保护的技术使用者:雷州雷宝机械有限公司
技术研发日:2021.06.22
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1