木复合块、半透明木单板及其生产方法与流程
木复合块、半透明木单板及其生产方法
1.本发明涉及多层木复合块、半透明木单板及其生产方法。
2.从多层木复合块获得多层木单板是已知的。
3.de 60 2005 001 689 t2涉及一种生产单板的方法。根据该方法,在长时间加热和浸泡之后,木块被切片成厚度约为0.65mm的单板。提到的合适的粘合剂包括湿固化热聚氨酯粘合剂。
4.de 1 086 425 b中描述的用于生产完成的木单板的方法可以可选地包括将多层胶合木块切片或圆形旋切(round peeling)成单个单板。
5.在ep 2 310 196 b1中,描述了一种多层木块、可从其获得的单板及它们的生产方法。
6.de 10 2017 113 764 b4公开了一种用于生产木单板和单板块的方法,以及一种用于生产模制件的方法。使用粘合剂生产单板块,然后将其切成单板。
7.de 10 2015 009 012 b3公开了一种用于生产单板的方法,该方法包括通过单板切片机切割层板。
8.出于经济原因,优选使用切片工艺生产木单板。这种方法节省材料并生产厚度在0.3
‑
4mm之间的单板。但是,木材或单板块必须在较长的时间段内加热并浇水,以为切片做准备。由于这种预处理伴随着温度和湿度的变化,这会导致单板块中存在的各个木材层的变形(特别是膨胀),因此切片单板的可实现精度受到限制。此外,这种类型的预处理只能在有限的范围内允许不同的材料的粘合,或者粘合通常不具有所需的性能。特别是既适用于粘合不同材料(例如木材、金属、塑料),又在浸泡或蒸煮过程中具有足够的防潮性能和/或耐热性能的粘合剂目前还没有市售。此外,预处理可能会通过木材的颜色变化变得明显。最后同样重要的是,切片单板和圆形旋切单板经常在单板中出现裂缝。原则上,单板只能通过切片工艺获得多达所用木材或木(复合)块的某一硬度;特别是硬木(即,各种热带木材),不能切片成单板,只能锯切加工。
9.多层锯切单板在现有技术中也是已知的。将木(复合)块锯切成单板代表最原始的方法。锯切的一个缺点是材料损失相对较大,这尤其取决于所用锯片的厚度。总的来说,锯切非常耗时。但是,锯切单板保留它们的颜色并且很大程度上不含裂纹,因为对其进行干燥不是必须的。锯切单板通常可以生产为1mm或更厚的厚度,并且主要用于高品质和高应力的工件(例如,在家具结构或地板覆盖物中)。
10.半透明的木质装饰元素也是已知的。us 2013/0196119 a1公开了半透明的可弯曲的木质装饰面板,其主要由两层非常薄的木材和非木材制成的半透明基材组成,并且半透明基材布置在两层木材之间。使用的木材层必须是极薄的,以确保所期望的装饰元素的透明度。此外,设计和尺寸方面的选择是有限的。
技术实现要素:
11.本发明以提供一种适合作为生产半透明单板的原材料的多层木复合块的任务为基础。本发明的另一任务是提供一种可用作例如装饰部件和/或点缀部件的半透明多层木
单板。
12.本发明主要基于以下认识:根据本发明通过选择材料并使材料彼此相关地布置,以及通过将多层木复合块或木单板的层定位在房间中,有可能提供装饰元素,例如具有高质量的天然木材表面并且可以从背光照亮的装饰元素。
13.多层木复合块或木单板的层的取向垂直于木复合块的切割平面的法线,或垂直于木单板的表面的法线。参照xyz坐标系,木单板的表面在由x轴和z轴跨越的截面中延伸,使得多层木单板的层沿x轴轴向延伸。木材层和/或塑料层因此以叠加的方式沿着z轴布置。
14.本任务由根据权利要求1的木复合块、根据权利要求7的多层木单板以及根据权利要求13和15的方法来解决。
15.本发明的第一方面涉及包括多个木材层的木复合块,其中多个木材层中的至少5个,优选地至少10个,更优选地至少15个木材层的层厚为0.05
‑
1.0mm,优选地0.1
‑
0.75mm,更优选地0.15
‑
0.5mm;
16.多个塑料层,其中多个塑料层中的至少5个,优选地至少10个,更优选地至少15个塑料层由半透明和/或透明塑料组成,并且层厚为0.05
‑
1.0mm,优选地0.1
‑
0.75mm,更优选地0.15
‑
0.5mm;以及
17.多个粘合剂层;
18.其中木材层和/或塑料层以叠加的方式布置;和
19.其中粘合剂层布置在连续的木材层和/或塑料层之间,并将它们粘合在一起。
20.在相应的从属权利要求中指出了有利的实施例和改进。
21.层的厚度,也称为层厚,可以在层的整个区域上相同。然而,层的厚度也可以变化。例如,层可以具有矩形、楔形、圆形或弯曲的横截面。原则上,单个层的形状和厚度是可以自由选择的,例如取决于所需的设计。在本发明的上下文中,术语“层厚”是指单个层的厚度。参考xyz坐标系,各自的层的厚度因此沿着z轴延伸。
22.这以相同的方式应用到包含在木复合块中的木材、塑料和粘合剂层,以及中间层(可选的)。
23.为了确保从木复合块获得的多层木单板一方面具有期望的半透明度,但另一方面给予常规木单板的视觉效果,木材层和塑料层的层厚必须每个都在0.05
‑
1.0mm的范围内,优选地0.1
‑
0.75mm,甚至更优选地0.15
‑
0.5mm。
24.根据优选实施例,木复合块包括多个木材层、多个塑料层和多个粘合剂层,其中多个木材层中的至少5个,优选地至少10个,更优选地至少15个木材层与多个塑料层中的至少5个,优选地至少10个,更优选地至少15个塑料层交替布置。
25.多个木材层和塑料层的交替布置一方面提供了额外的设计选项,因为层的每一个也总在木复合块中形成线条元素,并且另一方面,这种布置在透光率和所需的视觉效果(单板效果)之间有特别好的平衡。
26.根据进一步的优选实施例,木复合块具有以下性质的至少一种、优选地多于一种、更优选地全部:
27.‑
多个塑料层中的至少5个,优选地至少10个,更优选地至少15个塑料层在被白光led透照时的色彩偏移基本上位于黑体曲线上;和/或
28.‑
木材层、塑料层和/或粘合剂层中的至少一个是导电的;和/或
29.‑
至少一个中间层布置在多个木材层和/或多个塑料层之间,其中至少一个中间层优选地是导电的和/或导热的。
30.优选地,当一个或多个塑料层被白光led(特别是具有4000
‑
6000k色温的led)透照时,色彩偏移位于黑体曲线上。术语“基本上”是指色彩偏移位于根据ansi c78.377
‑
2008的所谓的“颜色柜(colour bins)”内。通过使用合适的有色光源可以特别容易地补偿这种偏移。或者,可以使用cie标准价系统。在此,白点是x=y=z=0.333。由塑料层引起的透射光的偏差应具有以下参数:dx<0.15;dy<0.15;dz<0.15;优选地每个都<0.10;最优选地每个都<0.05。
[0031]“导热的中间层”,特别地,这种层是指由热导率λ在大于或等于30w/m*k的范围内的材料组成的层。可以使用傅立叶定律或通过技术人员已知的测量方法来确定热导率λ。合适的材料包括例如金属和金属合金、碳(石墨、石墨烯)、硅和陶瓷材料(例如氮化铝、碳化硅、刚玉)。
[0032]
中间层的使用提供了额外的设计选项,因为每个中间层也总在木复合块中形成线条元素。此外,中间层可能会对木复合块的加工性能有影响。
[0033]
优选地,至少一个中间层由金属、纺织品、塑料、皮革、羊毛、石头、毛毡、压制纸、固体表面材料、中密度(木材)纤维板(mdf)或其组合组成。
[0034]
一种特别合适的压制纸是由美国公司richlite(https://richlite.com)制造的纸。
[0035]
在根据本发明的木复合块中,至少一个中间层可以布置在两个木材层之间,使得中间层通过第一粘合剂层粘合到第一木材层,并通过第二粘合剂层粘合到第二木材层,即中间层嵌入在将两个木材层粘合在一起的粘合剂层中。或者,至少一个中间层可以以类似的方式布置在木材层和塑料层之间或两个塑料层之间。
[0036]
通过引入导电的和/或导热的中间层,可以使用附加的功能。特别地,这种导电的中间层可以作为与其他部件的“界面”。在这方面,特别优选的是,多层木单板具有至少一种用于接近和/或触摸检测的装置。用于接近和/或触摸检测的装置最优选地包括接近和/或触摸传感器以及分析单元。
[0037]
进一步优选地,可以设置导体元件,特别是印刷电路板的形式的导体元件。
[0038]
根据进一步优选实施例,多个塑料层中的至少5个,优选地至少10个,更优选地至少15个并且最优选地所有塑料层的塑料选自由聚烯烃、聚碳酸酯、聚酯、聚氨酯、聚苯硫醚、环氧化合物及其组合组成的组,优选聚碳酸酯;和/或
[0039]
多个塑料层中的至少5个,优选地至少10个,更优选地至少15个和最优选地所有塑料层由塑料膜组成,优选地由聚碳酸酯膜组成。
[0040]
性能(例如,高透明度、高强度、高耐热性和良好的尺寸稳定性)对塑料的选择是决定性的。
[0041]
由于较低的吸水率(例如与pmma相比),特别是具有低翘曲倾向、高耐热性和冲击强度的聚碳酸酯是优选的。
[0042]
根据进一步优选实施例,木复合块具有根据vda 277确定的小于或等于50μgcarbon/g的总碳排放量(tvoc
‑
总挥发性有机化合物),和/或
[0043]
根据vda 278确定的小于或等于100mg/kg的挥发性碳氢化合物(voc
‑
挥发性有机
化合物)的含量以及小于或等于250mg/kg的半挥发性碳氢化合物(fog
‑
雾翳或svoc
‑
半挥发性有机化合物)的含量,
[0044]
和/或根据vda 275确定的小于或等于3mg/kg的甲醛释放值;和/或
[0045]
粘合剂层在固化状态中具有根据din en iso 868:2003
‑
10确定的至少70邵氏a硬度的硬度,和/或根据din en iso 868:2003
‑
10确定的至少20邵氏d硬度的硬度。
[0046]
根据本发明的木复合块的上述排放值tvoc、voc、fog和甲醛释放量值的也可以彼此独立地为零。
[0047]
专家将挥发性碳氢化合物(voc
‑
挥发性有机化合物)区分为高挥发性有机化合物(vvoc)和半挥发性有机化合物(svoc)。所有挥发性碳氢化合物的浓度总和为tvoc值(总挥发性有机化合物)。
[0048]
术语voc概括了沸点范围为50
‑
100℃至250
‑
260℃的挥发性有机化合物。fog和/或svoc是指沸点范围为240
‑
400℃并可以形成沉淀物(润滑膜)的有机化合物。
[0049]
符合上述vda 275、277和/或278关于排放测试的标准的木复合块具有低毒性。因此,这种木复合块适用于多种用途,特别适合室内。例如,木复合块适用于生产用于车辆内部的装饰部件和/或点缀部件。
[0050]
粘合剂层的硬度是衡量多层木复合块的机械加工性的重要标准。如果木复合块的固化粘合剂层太软,则无法锯切,因为粘合剂层会弄脏和/或锯切单板不能保持其形状。然而,如果粘合剂层太硬,则无法锯切和/或所用工具的磨损是巨大的。为了确保根据本发明的多层木复合块是可加工的(特别是通过锯切或切片),必须使粘合剂层在固化状态下具有至少70邵氏a硬度的硬度和/或至少20邵氏d硬度的硬度,优选地至少75邵氏a硬度和/或至少24邵氏d硬度,更优选地至少80邵氏a硬度和/或至少27邵氏d硬度。
[0051]
优选地,在固化状态下,粘合剂层的硬度小于或等于60邵氏d硬度。
[0052]
优选地,在固化状态下,粘合剂层的硬度小于或等于100邵氏a硬度。
[0053]
硬度,邵氏a硬度和邵氏d硬度,是根据din en iso 868:2003
‑
10测量的。
[0054]
与通过切片生产单板相比,锯切消除了对木复合块进行预处理的需要,即避免了温度和/或湿度波动,从而不会发生块的变形和/或变色。因此,锯切单板可以以更高的精度生产。此外,木复合结构的类型和通过锯切生产的单板允许用先前已知的方法无法实现的设计。
[0055]
原则上,所有适用于胶合木材的粘合剂都适用于实施本发明。由于应避免木材的湿度波动或膨胀和/或翘曲,因此优选无水和无溶剂的粘合剂。
[0056]
优选地,至少一个粘合剂层是用无水和无溶剂的粘合剂制成的。包含的任何水和/或溶剂的残留量,或例如由空气湿度引入的水的量是不可去除的残留量。
[0057]
粘合剂的粘合特性也起作用。不同材料(即,特别是不同的木材和塑料,以及可以引入作为多层木复合块或多层木单板中的中间层的其他材料)的表面特性(例如极性)以及结构可以显著不同。因此,在选择合适的粘合剂时,这些粘合剂必须对所有使用的材料具有足够的粘合强度。
[0058]
合适的粘合剂包括聚氨酯(pur)、环氧树脂、硅烷改性的聚合物或双组分粘合剂(例如具有异氰酸酯的pvac共聚物)。基于聚氨酯预聚物和环氧树脂的热熔粘合剂是特别合适的。
[0059]
特别优选的是基于聚氨酯预聚物的湿固化热熔粘合剂,其加工温度为100
‑
140℃,和/或固化前在130℃下粘度为5000
‑
20000mpas,优选地5000
‑
16000mpas,更优选地8000
‑
16000mpas(brookfield dv
‑
ii+thermosel,spindle 29),和/或固化前密度为1.0
‑
1.5g/cm3,优选1.0
‑
1.3g/cm3,更优选1.1
‑
1.3g/cm3。
[0060]
原则上,粘合剂层用于将一层木材或塑料粘合到另一层木材或塑料上。
[0061]
根据进一步优选的实施例,多个粘合剂层是半透明的和/或透明的、可着色的和/或耐温高达180℃,优选地190℃,更优选地200℃,甚至更优选地220℃。
[0062]
半透明的和/或透明的粘合剂层的优点是提高完成产品(即,多层单板)的透光率。
[0063]
可着色的粘合剂层允许抑制泛黄的潜在发生和/或防止部分或全部的光穿透。例如,当使用黑色颜料给粘合剂层着色时就是这种情况。然后可能发生的泛黄效应不再可见。此外,可着色的粘合剂层提供了额外的设计选择,因为粘合剂层也总是在木复合块中形成线条元素。
[0064]
粘合剂层的耐温性防止泛黄效应,因为即使在环境温度中有更强的自然波动,粘合剂层中也不存在或仅存在非常少量的分解产物。然而,在这里,耐温性不仅包括粘合剂层的分解,还包括它们的尺寸稳定性。这意味着耐温高达180℃的粘合剂层既不会软化(不会熔化),也不会发生粘合剂层的热分解。耐温高达180℃的粘合剂层在加工方法方面提供了额外的选择。
[0065]
优选地,至少一个粘合剂层是可着色的并且耐温达180℃,优选地190℃,更优选地200℃,甚至更优选地220℃,从而防止由泛黄对外观的潜在损害。
[0066]
本发明的另一方面涉及一种多层半透明木单板,包括:
[0067]
多个木材的层;
[0068]
其中,多个木材层中的至少5个,优选地至少10个,更优选地至少15个木材层的层厚为0.05
‑
1mm,优选地0.1
‑
0.75mm,更优选地0.15
‑
0.5mm;
[0069]
多个塑料层,其中多个塑料层中的至少5个、优选地至少10个、更优选地至少15个塑料层由半透明和/或透明塑料组成,并且层厚为0.05
‑
1mm,优选地0.1
‑
0.75mm,更优选地0.15
‑
0.5mm;以及
[0070]
多个粘合剂层;
[0071]
其中木材层和/或塑料层以叠加的方式布置;和
[0072]
其中粘合剂层布置在连续的木材层和/或塑料层之间,并将它们粘合在一起。
[0073]
与木材层和塑料层的层厚相关的技术效果(如针对根据本发明的木复合块所描述的)对于多层木单板也是有效的。
[0074]
根据优选实施例,根据本发明的多层木单板的厚度在0.1和2.0mm之间,优选地在0.2和1.5mm之间,更优选地在0.3和1.0mm之间,甚至更优选地在0.3和0.8mm之间;和/或
[0075]
多个木材层中的至少5个,优选地至少10个,更优选地至少15个木材层与多个塑料层中的至少5个,优选地至少10个,更优选地至少15个塑料层交替布置。
[0076]
单板厚度小于或等于2.0mm时,木单板仍然足够柔韧以弯曲成型,例如应用作为装饰部件和/或点缀部件,尤其是汽车内饰。同时,对于厚度小于或等于2.0mm的单板的材料消耗相对较低。
[0077]
此外,应当注意,根据本发明的木单板优选地以高精度制造,即其厚度公差小于或
等于0.25mm,优选地小于或等于0.20mm,和更优选地小于或等于0.15mm。
[0078]
为了本发明的目的,术语“厚度”是指多层木单板的厚度。参照xyz坐标系,多层木单板的厚度因此沿y轴延伸。
[0079]
根据进一步优选实施例,半透明木单板具有至少一种,优选地多于一种,更优选地所有以下特性:
[0080]
多个塑料层中的至少5个,优选地至少10个,更优选地至少15个塑料层在被白光led透照时的色彩偏移基本上位于黑体曲线上;和/或木材层、塑料层和/或粘合剂层中的至少一个是导电的;和/或
[0081]
至少一个中间层布置在多个木材层和/或多个塑料层之间,其中,至少一个中间层优选地是导电的和/或导热的。
[0082]
根据进一步优选实施例,根据本发明的半透明木单板内的多个塑料层中的至少5个,优选地至少10个,更优选地至少15个并且最优选地所有塑料层的塑料选自由聚烯烃、聚碳酸酯、聚酯、聚氨酯、聚苯硫醚、环氧化合物及其组合组成的组,优选聚碳酸酯;和/或根据本发明的半透明木单板内的多个塑料层中的至少5个,优选地至少10个,更优选地至少15个并且最优选地所有塑料层由塑料膜组成,优选由聚碳酸酯膜组成。
[0083]
木单板中塑料层的选择标准与多层木复合块的选择标准类似。
[0084]
根据进一步优选实施例,半透明木单板具有根据vda 277确定的小于或等于50μg carbon/g的总碳排放量(tvoc
‑
总挥发性有机化合物),和/或根据vda 278确定的小于或等于100mg/kg的挥发性碳氢化合物(voc
‑
挥发性有机化合物)的含量以及小于或等于250mg/kg的半挥发性碳氢化合物(fog
‑
雾翳或svoc
‑
半挥发性有机化合物)的含量,和/或根据vda 275确定的小于或等于3mg/kg的甲醛释放值;和/或粘合剂层具有根据din en iso 868:2003
‑
10确定的至少70邵氏a硬度的固化硬度,和/或根据din en iso 868:2003
‑
10确定的至少20邵氏d硬度的硬度。
[0085]
多层木单板的上述排放值tvoc、voc、fog和甲醛释放量也可以彼此独立地为零。
[0086]
与前述优选实施例相关的技术效果(如针对根据本发明的木复合块所描述的)对于多层半透明木单板也是有效的。
[0087]
本发明的另一方面涉及制造如权利要求1至6所述的根据本发明的多层木复合块的方法,包括提供多个塑料层和干木材层以及将塑料层和干木材层胶合在一起的步骤。
[0088]
由于生产根据本发明的多层木复合块的方法中木材层是干燥的和干胶合(dry
‑
glued)的,因此可以避免由水分引起的木材层变形和/或变色。
[0089]
木复合块或单个木材层的木材水分含量小于或等于20%,优选地小于或等于18%,更优选地小于或等于15%,甚至更地优选在6和15%之间。
[0090]
木材水分是通过市售的测量装置(gann hydromette,h35
‑
m20)测量的,该装置根据电阻确定木材水分(din en 13183
‑
2:2002
‑
07和din en 13183
‑
2勘误表1:2003
‑
12)。
[0091]
或者,也可以通过烘炉干燥测定木材水分(din en 13183
‑
1:2002
‑
07和din en13183
‑
1勘误表1:2003
‑
12)。
[0092]
优选地,在干胶合之前校准干木材层(切割成合适尺寸)和/或塑料层(切割成合适尺寸)和/或中间层(切割成合适尺寸),和/或在干胶合之后校准固化的木复合块。
[0093]
甚至更优选地,在干胶合之前校准干木材层(切割成合适尺寸)、塑料层(切割成合
适尺寸)和中间层(切割成合适尺寸),并且在干胶合之后校准固化的木复合块。
[0094]
上面给出的根据本发明的木复合块的细节也相应地适用于生产多层木复合块的方法。
[0095]
根据优选的实施例,使用模具将单独的木材层和塑料层层叠在彼此的顶部或彼此相邻层叠,其中模具设计为防止木材层和塑料层滑动的方式。
[0096]
通过使用模具,可以防止胶合过程中层的滑动,从而可以确保所需的精度。
[0097]
本发明的另一方面涉及一种生产多层半透明木单板的方法,包括切割如权利要求1至6中任一项所述的根据本发明的多层木复合块以形成半透明木单板。
[0098]
根据优选实施例,木复合块被锯切或切片(优选锯切)成多层半透明木单板。
[0099]
根据另一优选实施例,加工(特别是多层木复合块的切割),在干燥状态下进行。
[0100]
与切片不同,锯切单板不需要任何预处理,例如木复合块的浸泡和/或蒸煮。因此,木复合块不会暴露于可能导致复合块或单个层板变形和/或变色的温度和/或湿度波动。由于不需要对多层木复合块进行热预处理,因此与传统切片工艺相比,可以使用的粘合剂的选择有更少的限制。由于这种扩展选择,还可以使用对于不同材料(即,不仅对于木材,而且对于用作中间层的材料)具有特别有利的粘合特性的粘合剂。因此,根据本发明的方法在可能的材料组合以及相应的可实现的设计方面提供了更多的设计选择。
[0101]
此外,锯切具有避免开裂的优点,并且可以在多层单板的生产中使用范围更广的材料。非常坚硬的材料,例如硬木(即,各种热带木材)、金属和硬塑料,可以锯切但不能切片。
[0102]
木复合块被锯切以切割成多层木单板,其中锯切优选地用带锯进行,例如水平带锯。
[0103]
根据改进的设计,木复合块的切割与木材层的切割表面成0
°‑
180
°
的角度进行,特别是与木材层的切割表面成45
°
和135
°
之间的角度。特别优选地,木复合块的切割垂直于木材层的切割表面进行。
[0104]
根据本发明的木复合块优选地在整个加工过程中保持干燥,即不使用水基或溶剂基的粘合剂,也不给木复合块浇水。
[0105]
上面给出的根据本发明的木单板的细节也相应地适用于生产多层木单板的方法。
[0106]
本发明的另一方面涉及可通过根据本发明的生产多层木单板的方法获得的木单板。
[0107]
根据本发明的这种木单板的技术效果或优点类似于针对方法描述的技术效果或优点。
[0108]
根据本发明的木单板可用作例如家具结构的、室内配件的、日常用品的(例如手机和相应的保护罩)以及纺织和皮革制品领域的装饰元素和/或点缀元素。
[0109]
优选地,根据本发明的多层木单板用作车辆内部的装饰元素和/或点缀元素。
[0110]
下面将参考附图更详细地解释本发明和技术领域。应当注意的是,本发明并不旨在由所示的实施例限制。特别地,除非另外明确示出,否则还可以提取附图中解释的事实的部分方面并将它们与来自本说明书和/或附图的其他组成部分和发现相结合。特别地,应该注意的是,附图(特别是所示的比例)只是示意性的。相同的附图标记表示相同的主题,因此必要时可以使用来自其他附图的解释作为补充。示出的是:
[0111]
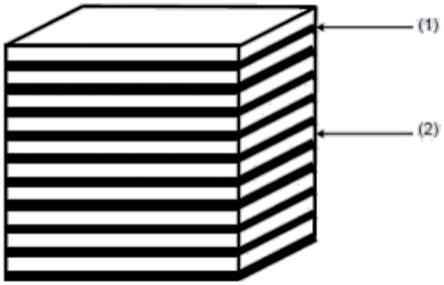
图1根据本发明的多层木复合块的示意图。
[0112]
图1示出了根据本发明的木复合块。示出的木复合块包括多个木材层(1或1a、1b...)以及多个塑料层(2或2a、2b...)。层(1a、1b...)和(2a、2b...)中的每一个都具有厚度(d
x
,其中x=1a,1b,...2a,2b,...),其中可以针对每种类型的层(1)和(2)以及每个单独的层(1a)、(1b)、(1c)而独立于其他层的厚度(d
x
)对(d
x
)进行选择。
[0113]
在两个木材层(1a、1b)之间仅可以设置一个塑料层(2),木材层(1a、1b)通过塑料层(2)胶合在一起。该塑料层(2)随后在完成的多层木单板中形成可见的线条元素。可选地,塑料层(2)可以着色,以提供进一步的设计选择。
[0114]
层(1a、1b...)和(2a、2b...)通过粘合剂层(未示出)彼此连接。
[0115]
参考符号列表
[0116]
1 木材层
[0117]
2 塑料层。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1