一种超大隔距经编间隔织物的制备方法与流程
[0001]
本发明涉及一种超大隔距经编间隔织物的制备方法,属于纺织技术领域。
背景技术:
[0002]
近年来,随着纺织技术的发展,人们开始研究超大隔距间隔织物以替代普通充气材料。相对于传统的经编间隔织物,超大隔距间隔织物既具有有益的性能和独特的三维立体结构,又能很好地满足环保要求。传统经编间隔织物的隔距一般在0.3~65.0mm之间,超大隔距经编间隔织物通常指隔距在150mm以上的经编经编间隔织物,经过涂层处理并充气加压后的超大隔距经编间隔织物具有良好的织物结构性能,所以其在某些特殊产业具有非常高的应用价值。
[0003]
目前,经编间隔织物的隔距大多是依靠调节机器实现,即隔距的最大上限值由机器隔距决定,进而限制了经编间隔织物的间距。专利cn107557950a中介绍了一种通过连接纱的层间高度呈梯度规律变化,层间高度变化范围为0~100mm,无法达到大隔距经编间隔织物。因此,亟需提供一种超大隔距的经编间隔织物。
技术实现要素:
[0004]
为了解决上述问题,本发明旨在提供一种大隔距经编间隔织物的制备方法,其织造工艺简单,所得成品的厚度调节范围更大,可满足不同的物理性能等更多方面的特殊需求。本发明所述的大间隔经编间隔织物是在织造完成后通过后整理改变间隔丝的长度得到的。与传统经编间隔织物相比,织物厚度的调节范围更大,能满足物理性能等更多方面的需求。
[0005]
本发明提供了一种大隔距经编间隔织物的制备方法,所述方法是采用结圈纱作为经编间隔织物中的间隔纱,编织成经编间隔织物后,水洗、干燥即得大隔距经编间隔织物;所述结圈纱是由芯纱和饰纱组成;所述芯纱为水溶性纱线。
[0006]
在本发明的一种实施方式中,所述芯纱包括维纶、海藻纤维纱线或纤维素纤维纱线。
[0007]
在本发明的一种实施方式中,所述饰纱包括锦纶、涤纶或芳纶。
[0008]
在本发明的一种实施方式中,结圈纱圈数在1-575圈,结圈纱圈数决定经编间隔织物的厚度。
[0009]
在本发明的一种实施方式中,所述经编间隔织物中间隔纱密度为2.6纵行/cm-7.5纵行/cm。
[0010]
在本发明的一种实施方式中,所述间隔纱在上下层表面间的连接方式呈iii型、xxx型、vvv型或ixixi型。
[0011]
在本发明的一种实施方式中,所述水洗条件为:温度80-90℃,时间为25-45min。
[0012]
本发明还提供了一种应用上述方法制备得到的大隔距经编间隔织物,所述经编间隔织物的隔距在0-950mm。
[0013]
本发明提供了一种上述大隔距经编间隔织物在体育用品、水上用品和家居用品方面的应用。
[0014]
在本发明的一种实施方式中,所述应用是对上述大隔距经编间隔织物表面进行涂层整理,再对间隔织物的中空部分采用气体或发泡材料进行填充。
[0015]
在本发明的一种实施方式中,所述体育用品包括体操、武术训练气垫、健身垫和瑜伽垫。
[0016]
在本发明的一种实施方式中,所述水上用品包括船艇和滑水板。
[0017]
在本发明的一种实施方式中,所述家居用品包括充气坐垫和床垫。
[0018]
本发明提供一种充气垫,所述充气垫是将上述大隔距经编间隔织物进行涂层整理,保证织物的密封性,在向织物内部充气即得充气垫。
[0019]
本发明的有益效果:
[0020]
采用本发明方法可实现大隔距经编织物的快速制备,制备方法简单,且与传统经编间隔织物相比,织物厚度的调节范围更大,织物厚度范围在0-950mm。
附图说明
[0021]
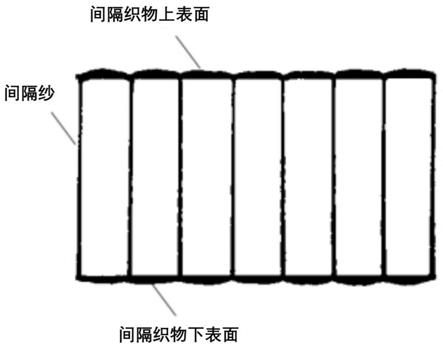
图1为本发明所述的大隔距经编间隔织物下机时的示意图。
[0022]
图2为本发明所述的大隔距经编间隔织物具有特殊结构的间隔纱的示意图。
[0023]
图3为本发明所述的大隔距经编间隔织物经后整理后的间隔纱的示意图。
[0024]
图4为本发明所述的大隔距经编间隔织物经后整理后的示意图。
具体实施方式
[0025]
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。
[0026]
退芯率的测试方法:
[0027]
1.取两块规格相同的织物分辨编号为
①
、
②
。织物
①
作为水洗实验组,织物
②
作为实验对照组;
[0028]
2.对织物
①
按照规定水洗流程进行水洗处理;
[0029]
3.将织物
①
、织物
②
并排平铺放置,在织物
①
上随机选取不同位置,裁剪5块10cm
×
10cm的试样,对其进行编号为1、2、3、4、5。然后在织物
②
相应的位置上裁取同样大小的5块试样,对其进行编号为11、22、33、44、55。注:随机位置需包含织物边缘处与织物中心处;
[0030]
4.在每块试样挑选5根间隔丝,紧贴上下表面根部剪下,将其拉直后测量其长度,精确到0.1。最终数据取所有试样平均值。
[0031]
5.计算结果。
[0032][0033]
其中,l为饰纱理论计算长度,l
x
为经水洗后的织物
①
上的间隔丝的计算平均长度,l1为织物
②
上的间隔丝的计算平均长度。
[0034]
实施例1:一种大隔距经编间隔织物的制备方法
[0035]
织物图1为本发明所述的大隔距经编间隔织物的示意图,两个系统给的纱线分别
在双针床经编机的前后针床上编织形成间隔织物上下表面1、2,间隔纱3轮流在前后针床上运动,以连接上下表面层,得到经编间隔织物;织物下机后,进行后整理工序,即水洗、脱水和烘干,得到大隔距经编间隔织物。
[0036]
图2为本发明所述的大隔距经编间隔织物间隔纱的示意图,所述间隔纱3为花式纱线——结圈纱,是由一根水溶性纱线作为芯纱4和一根化纤纱线作为饰纱5组成的;水溶性纱线为维纶;饰纱为涤纶。
[0037]
图3经后整理工序后的间隔纱3示意图,经过水洗后,作为芯纱的水溶性纱线4溶解,作为饰纱的化纤纱线5不再呈螺旋状,抛出的圈状部分也得以展开,比起原间隔纱3的长度,展开后的化纤纱线5长度更长。
[0038]
通过选择原料的参数规格或改变经编机针床脱圈板之间的距离等方法来改变织物的厚度,大隔距经编间隔织物的厚度在0-950mm。
[0039]
实施例2:结圈纱圈数的选择
[0040]
结圈纱圈数计算公式如下:
[0041][0042][0043][0044][0045]
其中,d
x
为芯纱的直径,d
s
为饰纱的直径,l
s
为饰纱在完全伸直状态下的长度,l
x
为芯纱的长度,d
s
为表示饰纱粗细的旦数,d
x
为表示芯纱粗细的单数,ρ
s
为饰纱原料的密度,ρ
x
为芯纱原料的密度,a为常数,在实际计算过程中取值为2,b为饰纱在芯纱上缠绕一圈的长度,可通过测量得到;c为饰纱在芯纱上缠绕的总圈数。即常数的选择决定了结圈纱的圈数。
[0046]
为保证纱线良好的退芯效果,我们将纱线包缠率控制在50%及以下,即结圈纱圈数应小于575圈;当包缠率大于50%时,可能会引起退芯不完全,进而导致织物无法达到预定间隔距离或预定效果。
[0047]
实施例3:间隔纱密度的选择
[0048]
间隔纱密度计算公式如下:
[0049][0050]
其中,a
j
为间隔丝的密度,e为经编机的机号,h为正常数,且0≤h≤1,常数的选择决定了间隔纱的密度。
[0051]
根据目前常用双针床经编机机号(e6-e24),可计算出间隔纱可实现的编织密度在2.6/cm-12.5/cm,为了保证间隔纱可顺利溶解间隔纱之间需有一定距离,即在密度在2/cm-6.5/cm时,可保证间隔纱顺利溶解。小于这个范围时,由于间隔丝密度过小,在充气过程中,
可能出现间隔织物上下表面无法保持平整的现象;大于这个范围时,可能会出现纱线退芯效果不好。
[0052]
实施例4:间隔方式的选择
[0053]
经编间隔织物的间隔丝常用的几种方式有
①
iii、
②
xxx、
③
vvv、
④
ixixi。大隔距经编间隔织物的间隔丝只起到连接上下表面的作用,保证在后续用于充气材料等条件下材料可保持一定的形状。
[0054]
其中
①④
两种方式的间隔方式较为平整,其中
④
的强度最高,
②
其次,
③
上下表面可能会存在上下表面不对称的现象;在退芯时,
①③
间隔方式退芯速度最快,因为其间隔纱之间无相互覆盖、交错部分,
②
其次,
④
相比较之下最慢,由于其排列较密;在编织过程中,
①
编织速率最快,由于其此种编织方式经编机梳栉移动的动程较短,
②③
其次,
④
由于其编织方式较为复杂,其编织速度也略低于其余三种编织方式。
[0055]
在保证其成品使用性能的前提下,结合其退芯速度与编织效率选择合适间隔方式。
[0056]
实施例5:一种充气垫
[0057]
一种充气垫,通过在双针床经编机的前后针床上编织形成间隔织物的上下表面1、2,间隔纱3轮流在前后针床上运动,以连接上下表面层,得到经编间隔织物;所述双针床经编机机号为e22,机型为rd6n,机宽为170英寸,机速为90-130r/min,脱圈板间距为160mm,其中机上纵密为7.2横列/cm。间隔纱为维纶和涤纶组成的结圈纱,圈数为575,间隔纱密度为5纵行/cm,间隔方式为“iii”型;所述经编间隔织物垫纱数码为,gb1:1-0-0-0/0-1-1-1//、gb2:1-0-3-3/3-4-1-1//、gb3:1-0-0-1/1-0-0-1//、gb4:0-1-1-0/0-1-1-0//、gb5:3-3-3-4/1-1-1-0//、gb6:0-0-0-1/1-1-1-0//;所述经编间隔织物上下表面选用300d/72f涤纶(fdy),所述间隔纱为100d/48f维纶与200d/48f涤纶(fdy)组成;织物下机后,将其放进的高温高压染色机中,加入水并将温度设置为90℃,压强为294kpa,时间设置为30min,完成水洗后,将织物放入高温蒸汽定型机中;织物烘干下机后,将pvc涂层剂使用涂覆装置均匀涂覆在织物上下外表面,通过热轧机使涂层干燥并粘附在织物上,热轧机温度设置为135℃;涂层固化后,将其切割成1500mm
×
1500mm尺寸,使用hy-t160透明慢干胶将其余etfe膜材粘合以形成可充气的密度材料,充气2.2
×
106cm3的空气,得到充气垫;所述充气垫高度达到950mm。
[0058]
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1