一种撕裂绳生产过程中断纱检测装置的制作方法
1.本技术涉及撕裂绳加工检测领域,尤其是涉及一种撕裂绳生产过程中断纱检测装置。
背景技术:
2.护套撕裂绳属于电缆的重要配件,主要应用在电缆中,护套撕裂绳在电缆中主要起到三方面的作用:1.抗拉拽作用;2.吸收电缆在使用过程中散发出的热量;3.防止电缆线胶皮相互粘连。
3.护套撕裂绳在加工时,主要是通过捻绳机将多股纱线拧紧到一起编制成主绳,拧绳加工前,纱线需要通过绕线机构进行牵引,绕线机构主要包括绕线架以及转动安装在绕线架上的引线杆,引线杆转动的过程中对多股纱线进行牵引,多股纱线在捻绳机汇聚被编制成主绳。
4.针对上述中的相关技术,发明人认为撕裂绳的纱线在牵引的过程中,如果因为绷紧力过大导致纱线断裂的话,车间的工作人员是很难发现的。而且,绕线机构本身也不具备纱线中断检测功能,纱线意外断裂后会被绕线机构送入到捻绳机内继续编制,这种情况下生产的撕裂绳是不合格的,严重影响了生产质量。
技术实现要素:
5.为了改善绕线机构无法及时检测和发现纱线断裂的问题,本技术提供一种撕裂绳生产过程中断纱检测装置。
6.本技术提供的一种撕裂绳生产过程中断纱检测装置采用如下的技术方案:
7.一种撕裂绳生产过程中断纱检测装置,包括设置在撕裂绳捻绳机和供纱滚筒之间的纱线牵引滚轮,所述纱线牵引滚轮周面的导向槽内设有压力传感器,供纱滚筒上的纱线缠设在所述纱线牵引滚轮上,纱线与所述导向槽内的压力传感器接触,纱线的端部牵引到所述撕裂绳捻绳机。
8.通过采用上述技术方案,撕裂绳捻绳机在拧绳加工的过程中,对供纱滚筒上的纱线进行牵引,被牵引的纱线通过纱线牵引滚轮进行牵引支撑,纱线在移动的过程中,与导向槽内的压力传感器接触,压力传感器产生了压力传感信号的话,说明纱线牵引滚轮上的纱线处于正常绷紧牵引状态,压力传感器产生的压力传感信号归零的话,说明纱线牵引滚轮上的纱线可能断裂或者从导向槽内脱离。
9.可选的,所述供纱滚筒的数量为多个,供纱滚筒与所述撕裂绳捻绳机之间的纱线牵引滚轮数量为多个。
10.通过采用上述技术方案,通过多个供纱滚筒可以实现多股纱线的供给,撕裂绳加工过程中,主要是由多股纱线编制而成,供纱滚筒的数量与撕裂绳要求的纱线股数一致;
11.另外,供纱滚筒与撕裂绳捻绳机之间的纱线牵引滚轮设置为多个,多个纱线牵引滚轮便于对供纱滚筒上的每一股纱线进行稳定支撑,由于每一个纱线牵引滚轮的导向槽内
均设有压力传感器,纱线被牵引时,可以通过多个压力传感器对纱线进行检测,在多个压力传感器的压力传感信号都归零时,说明该工位处的纱线处于断裂状态,在一些压力传感器的压力传感信号归零,一些压力传感器的压力传感信号正常时,说明纱线的局部位置从纱线牵引滚轮上的导向槽脱离,脱离的纱线牵引滚轮即为信号归零的压力传感器所在的纱线牵引滚轮。
12.可选的,所述压力传感器通过控制器信号连接所述撕裂绳捻绳机内部的驱动电机,所述控制器还连接有声光报警器。其中,压力传感器的型号为syp222,控制器的型号为dma860h。
13.通过采用上述技术方案,由于供纱滚筒与撕裂绳捻绳机之间安置了多个带压力传感器的纱线牵引滚轮,正常情况下,纱线位于各个纱线牵引滚轮的导向槽内,撕裂绳捻绳机启动后,纱线的牵引状态稳定,压力传感器将正常感应到的压力传感信号传递给控制器,在任何一个压力传感器的信号突然归零时,控制器接受到归零信号后,控制器的执行模块实时控制撕裂绳捻绳机内部的驱动电机停止转动,同时,控制器控制声光报警器进行报警,工作人员根据压力传感器反馈的位置,对纱线的状态进行调整和维护,保证撕裂绳下一步的加工质量。
14.可选的,所述纱线牵引滚轮的一侧设有纱线张紧控制组件,纱线张紧控制组件包括支架,转动安装在支架上的纱线张紧控制轮以及与支架连接的推杆电机,所述纱线张紧控制轮和纱线牵引滚轮分别位于单股纱线的两侧。
15.通过采用上述技术方案,推杆电机可以控制支架以及其上的纱线张紧控制轮靠近或远离纱线,在纱线牵引滚轮上的纱线比较松弛时,纱线张紧控制轮靠近纱线,提高纱线的绷紧度;在纱线牵引滚轮上的纱线绷紧时,纱线张紧控制轮远离纱线,降低纱线的绷紧度,实际加工过程中,纱线的绷紧度根据撕裂绳捻绳机的加工要求来定,纱线的绷紧度可调,能适应撕裂绳捻绳机的加工要求。
16.可选的,所述供纱滚筒与纱线牵引滚轮之间设有导向滚轮。
17.通过采用上述技术方案,导向滚轮在供纱滚筒与纱线牵引滚轮之间主要起到纱线变向的作用,使得纱线的端头朝向撕裂绳捻绳机。
18.可选的,所述导向滚轮的直径大于或等于所述纱线牵引滚轮的直径。
19.通过采用上述技术方案,大直径的导向滚轮可以起到更好的纱线导向作用。
20.可选的,所述压力传感器嵌入式安装在所述导向槽的内壁上。
21.通过采用上述技术方案,压力传感器在导向槽内安装牢固,不易脱落。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.本装置的各个纱线牵引滚轮周面的导向槽内设有压力传感器,纱线被牵引时,可以通过多个压力传感器对纱线进行检测,在多个压力传感器的压力传感信号都归零时,说明该工位处的纱线处于断裂状态,在一些压力传感器的压力传感信号归零,一些压力传感器的压力传感信号正常时,说明纱线的局部位置从纱线牵引滚轮上的导向槽脱离,脱离的纱线牵引滚轮即为信号归零的压力传感器所在的纱线牵引滚轮,通过压力传感器的信号变化可以实时监测纱线牵引滚轮工位处纱线的工作状态,在纱线断裂或相对于导向槽脱离时,撕裂绳捻绳机可以实时关机,工作人员可以根据压力传感器反馈的位置,对纱线的状态进行调整和维护,保证撕裂绳下一步的加工质量;
24.2. 纱线牵引滚轮的一侧设有纱线张紧控制组件,纱线张紧控制组件的推杆电机可以控制支架以及其上的纱线张紧控制轮靠近或远离纱线,在纱线牵引滚轮上的纱线比较松弛时,纱线张紧控制轮靠近纱线,提高纱线的绷紧度;在纱线牵引滚轮上的纱线绷紧时,纱线张紧控制轮远离纱线,降低纱线的绷紧度,加工过程中,纱线的绷紧度可调,能适应撕裂绳捻绳机的加工要求。
附图说明
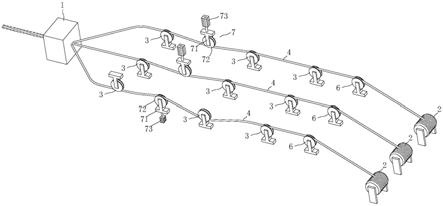
25.图1为本实用新型的结构示意图;
26.图2为本实用新型纱线牵引滚轮的结构示意图;
27.图3为本实用新型报警控制系统的原理示意图。
28.附图标记说明:1、撕裂绳捻绳机;2、供纱滚筒;3、纱线牵引滚轮;31、导向槽;32、压力传感器;4、纱线;5、报警控制系统;51、控制器;52、声光报警器;6、导向滚轮;7、纱线张紧控制组件;71、支架;72、纱线张紧控制轮;73、推杆电机。
具体实施方式
29.以下结合附图1至3对本技术作进一步详细说明。
30.本技术实施例公开了一种撕裂绳生产过程中断纱检测装置,参照图1,图2,其包括设置在撕裂绳捻绳机1和供纱滚筒2之间的纱线牵引滚轮3,纱线牵引滚轮3周面的导向槽31内设有压力传感器32,供纱滚筒2上的纱线4缠设在纱线牵引滚轮3上,纱线4与导向槽31内的压力传感器32接触,纱线4的端部牵引到撕裂绳捻绳机1。
31.其中,压力传感器32嵌入式安装在导向槽31的内壁上,压力传感器32在导向槽31内安装牢固,不易脱落。
32.撕裂绳捻绳机1在拧绳加工的过程中,对供纱滚筒2上的纱线4进行牵引,被牵引的纱线4通过纱线牵引滚轮3进行牵引支撑,纱线4在移动的过程中,与导向槽31内的压力传感器32接触,纱线4与压力传感器32接触的过程中,压力传感器32会受到纱线4的挤压,被挤压的压力传感器32会产生压力传感信号,压力传感器32将产生的压力传感信号发送给报警控制系统5。
33.通过压力传感器32的信号变化可以实时监测纱线牵引滚轮3工位处纱线的工作状态,在纱线断裂或相对于导向槽脱离时,报警控制系统5可以控制撕裂绳捻绳机1实时关机,工作人员可以根据压力传感器32反馈的位置,对纱线4的状态进行调整和维护。
34.进一步,参照图3,报警控制系统5包括控制器51以及与控制器51信号输出端连接的声光报警器52,其中,控制器51的信号输入端连接各个压力传感器32,控制器51内部的执行模块信号连接撕裂绳捻绳机1内部的驱动电机。其中,压力传感器32的型号优选为syp222,控制器51的型号优选为dma860h。
35.由于撕裂绳由多股纱线编制而成,每一股纱线由一个供纱滚筒2提供,因此,供纱滚筒2的数量需要设置为多个,为了提高纱线监测的精度以及纱线牵引的稳定性,供纱滚筒2与撕裂绳捻绳机1之间的纱线牵引滚轮3可以设置为多个。
36.多个纱线牵引滚轮3便于对供纱滚筒2上的每一股纱线4进行稳定支撑,由于每一个纱线牵引滚轮3的导向槽31内均设有压力传感器32,纱线4被牵引时,可以通过多个压力
传感器32对纱线进行检测,在同一股纱线加工工位处的多个压力传感器32的压力传感信号都归零时,说明该工位处的纱线4处于断裂状态,在同一工位处的一些压力传感器32的压力传感信号归零,一些压力传感器32的压力传感信号正常时,说明该工位处纱线4的局部位置从纱线牵引滚轮3上的导向槽31脱离,脱离的纱线牵引滚轮即为信号归零的压力传感器32所在的纱线牵引滚轮3。
37.实际加工过程中,正常情况下,纱线4位于各个纱线牵引滚轮3的导向槽31内,撕裂绳捻绳机1启动后,纱线4的牵引状态稳定,压力传感器32将正常感应到的压力传感信号传递给控制器51,在任何一个压力传感器32的信号突然归零时,控制器51接受到归零信号后,控制器51的执行模块实时控制撕裂绳捻绳机1内部的驱动电机停止转动,避免撕裂绳捻绳机1进一步加工,同时,控制器51控制声光报警器52进行报警,工作人员根据压力传感器52反馈的位置,对该工位处纱线4的状态进行调整和维护,保证撕裂绳下一步的加工质量。
38.需要说明的是,每一个压力传感器32均可进行数字编号,并将编号的信息录入到控制器51中,在某一个压力传感器32出现信号异常时,控制器51可以实时给出对应压力传感器32所在的位置,方便工作人员及时对异常压力传感器32所在的纱线工位进行定位,提高了维护效率。
39.另外,为了对纱线4进行导向,供纱滚筒2与纱线牵引滚轮3之间设有导向滚轮6,导向滚轮6在供纱滚筒2与纱线牵引滚轮3之间主要起到纱线变向的作用,使得纱线4的端头朝向撕裂绳捻绳机1。导向滚轮6的直径可以大于或等于纱线牵引滚轮3的直径,大直径的导向滚轮6可以起到更好的纱线导向作用。
40.进一步,为了控制纱线4的绷紧度,纱线牵引滚轮3的一侧设有纱线张紧控制组件7,纱线张紧控制组件7包括支架71,转动安装在支架71上的纱线张紧控制轮72以及与支架71连接的推杆电机73,纱线张紧控制轮72和纱线牵引滚轮3分别位于单股纱线4的两侧。
41.使用时,推杆电机73可以控制支架71以及其上的纱线张紧控制轮72靠近或远离纱线,在纱线牵引滚轮3上的纱线比较松弛时,推杆电机73控制纱线张紧控制轮72靠近纱线,提高纱线的绷紧度;在纱线牵引滚轮3上的纱线绷紧时,推杆电机73控制纱线张紧控制轮72远离纱线,降低纱线的绷紧度,实际加工过程中,纱线4的绷紧度根据撕裂绳捻绳机1的加工要求来定,纱线4的绷紧度可调,能适应撕裂绳捻绳机1的不同加工要求。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1