一种环形无粘结预应力筋机械辅助穿束方法及系统与流程
[0001]
本发明涉及圆形预应力混凝土筒仓结构施工领域,尤其涉及一种滑模施工条件下环形多根无粘结预应力筋穿束施工的方法。
背景技术:
[0002]
圆形的预应力混凝土筒仓结构多采用滑模施工,滑模施工要求每一滑升高度内的钢筋绑扎、预应力筋安装及混凝土浇筑必须在规定的单位时间内完成,否则滑模施工就不能连续进行。
[0003]
现有技术条件下,仓壁内的环形多根无粘结预应力筋只能采用人力单根穿束的方法。该传统的穿束方法效率低,须配备大量的劳动力以满足滑模施工的时间要求。在当前及未来劳动力市场条件下,劳动力组织非常困难且施工成本高昂。如何方便快捷的完成无粘结预应力筋穿束,解决劳动力组织的困难并大幅降低施工成本将是本发明所要解决的问题。
技术实现要素:
[0004]
本发明提供一种环形无粘结预应力筋机械辅助穿束方法及系统,克服了传统的穿束方法效率低,不能满足滑模施工的时间要求的问题。
[0005]
本发明的环形无粘结预应力筋机械辅助穿束方法,环形工具轨道安装在滑模提升系统的提升架下横梁上;
[0006]
(1)将专用穿束设备置于环形工具轨道的穿束端,将无粘结预应力筋的头部穿过专用穿束设备,并安装球形导向帽;
[0007]
(2)启动专用穿束设备推送无粘结预应力筋沿环形工具轨道行进至穿出端;
[0008]
(3)将无粘结预应力筋自环形工具轨道中取出,放置于预应力束支架上。
[0009]
优选的,所述专用穿束设备为适用于各种直径的无粘结预应力筋的钢绞线穿线机。
[0010]
优选的,所述环形工具轨道的截面呈c字形。
[0011]
本发明的环形无粘结预应力筋机械辅助穿束系统,包括专用穿束设备、环形工具轨道、球形导向装置,所述专用穿束设备包括电机、压轮组箱、调节轮、压轮,所述压轮的槽口设置成曲率渐变的弧形,成对的压轮间隔地安装在所述压轮组箱中,每对压轮包括对应设置的上压轮和下压轮,所述上、下压轮在所述电机驱动下可夹持无粘结预应力筋前进或后退;所述调节轮设置在每个上压轮的上部,用于调节所述上压轮和下压轮之间的压紧力大小;所述环形工具轨道的截面呈c字形,所述球形导向装置安装在无粘结预应力筋的头部,无粘结预应力筋在所述专用穿束设备的推送下沿所述环形工具轨道行进。
[0012]
优选的,所述专用穿束设备还包括变频器,所述变频器用于调节所述电机的转速。变频器可以根据不同的滑模施工要求,来调节专用穿束设备推送无粘结预应力筋的速度。
[0013]
优选的,所述环形工具轨道为侧面开槽的圆形、方型或多边形的管道。
[0014]
优选的,所述环形工具轨道呈半圆形,数量为2个。
[0015]
优选的,还包括数控设备,所述数控设备与所述专用穿束设备通过数据线及电源线进行连接。
[0016]
本发明依据无粘结预应力筋的特性改造常规钢绞线穿线机,使专用穿束设备适用于各种直径的无粘结预应力筋的穿束,再通过布置环形工具轨道和球形导装置完成机械辅助穿束,施工方便快捷,可节约75%的劳动力,具有显著的社会效益和经济效益。
附图说明
[0017]
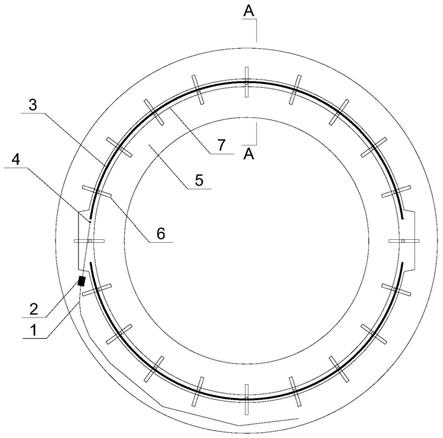
图1是机械辅助穿束系统的平面示意图;
[0018]
图2是图1的a-a剖面示意图;
[0019]
图3是专用穿束设备的结构示意图;
[0020]
图4是图3的b-b剖面示意图;
[0021]
图5是环形工具轨道的断面示意图。
[0022]
附图标记:1、无粘结预应力筋;2、专用穿束设备;3、环形工具轨道;4、球形导向装置;5、滑模平台系统;6、滑模提升系统;7、仓壁混凝土;8、仓壁钢筋;9、预应力束支架;10、模板;11、变频器;12、电机;13、压轮组箱;14、调节轮;15、压轮。
具体实施方式
[0023]
下面结合实施例和说明书附图对本发明作进一步的说明。
[0024]
在建造预应力混凝土筒仓时,需要安装钢筋、预应力筋,然后再浇筑混凝土。混凝土筒仓通常采用连续逐层浇筑施工法,即滑模施工。如图1和图2所示,图中已经浇筑完成一部分形成了仓壁混凝土7,当一个滑升高度内的钢筋、预应力筋安装完成后,启动滑模提升系统6带动模板10和滑模平台系统5沿着刚成型的仓壁混凝土7的表面向上滑动一个滑升高度(约300mm)后停止,将混凝土由模板10的上口分层向套槽内浇灌,当新浇混凝土达到一定强度后,再次启动滑模提升系统6带动模板10和滑模平台系统5沿着刚成型的仓壁混凝土7的表面向上滑动一个滑升高度,这样如此连续循环作业,直到达到设计高度,完成整个施工。
[0025]
本发明的机械辅助穿束方法用于圆形无粘结预应力混凝土筒仓仓壁施工,从而提高多根无粘结预应力筋1的安装速度,以满足滑模施工的时间要求并大量较少劳动力的投入。无粘结预应力筋1是成束布置的外罩塑料护套、内充防腐润滑脂的无粘结预应力钢绞线。
[0026]
本发明的机械辅助穿束方法的步骤如下:
[0027]
首先,将环形工具轨道3安装在滑模提升系统6的提升架下横梁适当位置;
[0028]
然后,将专用穿束设备2置于环形工具轨道3的穿束端,将无粘结预应力筋1的头部穿过专用穿束设备2,并安装球形导向帽4;
[0029]
再次,启动专用穿束设备2推送无粘结预应力筋1沿环形工具轨道3行进至穿出端;
[0030]
最后,将无粘结预应力筋1自环形工具轨道3中取出,放置于预应力束支架9上。
[0031]
重复上述步骤直至完成所有的无粘结预应力筋1的穿束。
[0032]
本发明的机械辅助穿束系统包括专用穿束设备2、环形工具轨道3、球形导向装置
4,其中,球形导向装置4安装在无粘结预应力筋1的头部,无粘结预应力筋1在专用穿束设备2的推送下沿环形工具轨道3行进,并完成环形无粘结预应力筋的穿束。
[0033]
如图3和图4所示,专用穿束设备2包括变频器11、电机12、压轮组箱13、调节轮14、压轮15,几对压轮15间隔安装在压轮组箱13中,每对压轮15包括对应设置的上压轮和下压轮,上压轮和下压轮均由电机12驱动转动,上、下压轮配合可夹持无粘结预应力筋1前进或后退,变频器11可以调节电机12的转速,从而调节上、下压轮推送无粘结预应力筋1的速度。在每个上压轮的上部设置有调节轮14,用于调节上压轮和下压轮之间的压紧力大小。本发明将压轮15的槽口设置成曲率渐变的弧形,从而使上下压轮能够推送各种直径的无粘结预应力筋1。
[0034]
本发明的机械辅助穿束系统还包括数控设备,数控设备具有数控操作系统、信号指示灯、数控开关,该数控设备与专用穿束设备2通过数据线及电源线进行连接。
[0035]
如图5所示,环形工具轨道3的截面呈c字形,可以是侧面开槽的圆形、方型或其他多边形的管道,可引导无粘结预应力筋1沿仓壁环向行进,环形工具轨道3可采用塑料或钢质材料制作而成。球形导向装置4是塑料或钢质的球形导向帽,安装在无粘结预应力筋1的头部,以防止无粘结预应力筋1从环形工具轨道3中滑脱。如图1所示,图1中设置了2个环形工具轨道,分别呈半圆形,利用2个半圆形轨道实现环形预应力筋的穿束的导向;也可以使用1个圆形的环形工具轨道,在圆形的某个部分切开一截以形成穿入端和穿出端。
[0036]
本发明依据无粘结预应力筋1的特性改造常规钢绞线穿线机,使专用穿束设备2适用于各种直径的无粘结预应力筋1的穿束,再通过布置环形工具轨道3和球形导装置4完成机械辅助穿束,施工方便快捷,可节约75%的劳动力,具有显著的社会效益和经济效益。
[0037]
上述实施例仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和等同替换,这些对本发明权利要求进行改进和等同替换后的技术方案,均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1