一种磁吸式拼接叠合板的制作方法
1.本实用新型属于装配式建筑技术领域,涉及一种磁吸式拼接叠合板模板。
背景技术:
2.叠合楼板具有标准化设计、工业化生产、装配化施工的特点,现场湿作业量少、施工周期短,符合我国建筑行业未来发展的方向。由于叠合板在工厂预制成产,所需用的叠合板模板数量达、规格多,并且在模台上按照划线位置铺设模板时,需要将叠合模板的侧模板与底模板通过压板与螺栓紧固的共同作用下进行定位,安装时间长,固定节点多,且占用了很多模台表面的空间,不利于叠合板的高效生产。
技术实现要素:
3.本实用新型的目的在于针对现有技术存在的问题,提供一种磁吸式拼接叠合板模板,解决了叠合板模板生产过程中模板铺设时间长,效率不高的问题。
4.为此,本实用新型采取以下技术方案:
5.一种磁吸式拼接叠合板模板,包括模台,所述模台的顶部设有四个边模,且所述边模围合形成一个矩形框体,所述模台的内部、对应边模的位置处设有条形电磁铁,所述边模的侧部设有可移动调节板,所述可移动调节板包括板体,所述板体靠近边模的一侧设有若干封堵块、两端设有插孔,所述模台对应插孔的位置处设有支座,所述支座的顶部设有与插孔配合使用的插杆,所述支座与板体之间设有弹簧,所述弹簧的两端分别与插孔、板体固定连接,所述插杆的顶部设有调节轮。
6.进一步地,所述边模对应封堵块的位置处设有凹槽。
7.进一步地,所述凹槽的下方设有钢筋穿孔,所述钢筋穿孔与凹槽为间隔设置。
8.进一步地,所述调节轮与插杆通过螺纹配合连接。
9.进一步地,所述边模由钢材质制成。
10.本实用新型的有益效果在于:
11.本实用新型在使用过程中,
12.本实用新型不仅能够解决预制叠合板生产过程中模板铺设时间长、效率底的问题,还能够通过可移动调节板调整预制叠合板的浇注厚度,方便操作,实用性强。
附图说明
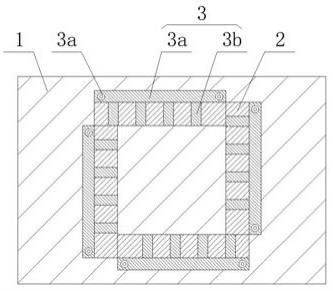
13.图1为本实用新型的俯视结构示意图;
14.图2为本实用新型的左视结构示意图;
15.图3为本实用新型的右视结构示意图;
16.图4为本实用新型边模的结构示意图。
17.图中,1
‑
模台,2
‑
边模,2a
‑
凹槽,2b
‑
钢筋穿孔,3
‑
可移动调节板,3a
‑
板体,3b
‑
封堵块,3c
‑
插孔,4
‑
支座,5
‑
插杆,6
‑
弹簧,7
‑
调节轮。
具体实施方式
18.下面结合附图与实施方法对本实用新型的技术方案进行相关说明。
19.如图1所示,一种磁吸式拼接叠合板模板,包括模台1,模台1的顶部设有四个由钢材质制成的边模2,且边模2围合形成一个矩形框体;模台1的内部、对应边模2的位置处设有条形电磁铁(图中未示出)、侧部设有启动电磁铁开关的控制按钮;边模2的侧部设有可移动调节板3。
20.如图2和3所示,可移动调节板3包括板体3a,板体3a靠近边模2的一侧设有若干封堵块3b、两端设有插孔3c(图中未示出);如图4所示,边模2对应封堵块3b的位置处设有凹槽2a,进一步地,凹槽2a的下方设有钢筋穿孔2b,钢筋穿孔2b与凹槽2a为间隔设置;模台1对应插孔3c的位置处设有支座4,支座4的顶部设有与插孔3c配合使用的插杆5,支座4与板体3a之间设有弹簧6,弹簧6的两端分别与插孔3c、板体3a固定连接,插杆5的顶部设有调节轮7,进一步地,调节轮7与插杆通过螺纹配合连接。
21.本实用新型在使用过程如下:首先打开模台1侧部的控制按钮,根据事先划好的定位线将边模2磁吸固定,不需要繁琐的模板的安装工序,解决了叠合板模板生产过程中模板铺设时间长、效率底的问题;接着,根据需要预制叠合板的厚度,手动旋钮调节轮7令可移动调节板3与边模2的相对高度产生变化,具体地,应使得封堵块3b与凹槽2a之间的距离增大或降低,这样一来多余的水泥浆将流出凹槽2a的顶部,从而改变预制叠合板厚度;最后,将钢筋穿入钢筋穿孔2b内,并将水泥浆倒入边模2围合形成的矩形边框内,开始进行叠合板的预制,具体步骤为:将水泥浆经过充分振捣后,对表面进行第一次抹平,放置静止一段时间后,将叠合板模板运送至养护窑进行预养护,并在叠合板初凝之前进行第二次抹平,并送入拉毛工位对表面进行拉毛处理,最后,将处理完毕的叠合板送入蒸汽养护窑养护后进行拆模,从而完成预制叠合板的生产。
技术特征:
1.一种磁吸式拼接叠合板,其特征在于,包括模台,所述模台的顶部设有四个边模,且所述边模围合形成一个矩形框体,所述模台的内部、对应边模的位置处设有条形电磁铁,所述边模的侧部设有可移动调节板,所述可移动调节板包括板体,所述板体靠近边模的一侧设有若干封堵块、两端设有插孔,所述模台对应插孔的位置处设有支座,所述支座的顶部设有与插孔配合使用的插杆,所述支座与板体之间设有弹簧,所述弹簧的两端分别与插孔、板体固定连接,所述插杆的顶部设有调节轮。2.根据权利要求1所述的一种磁吸式拼接叠合板,其特征在于,所述边模对应封堵块的位置处设有凹槽。3.根据权利要求2所述的一种磁吸式拼接叠合板,其特征在于,所述凹槽的下方设有钢筋穿孔,所述钢筋穿孔与凹槽为间隔设置。4.根据权利要求1所述的一种磁吸式拼接叠合板,其特征在于,所述调节轮与插杆通过螺纹配合连接。5.根据权利要求1所述的一种磁吸式拼接叠合板,其特征在于,所述边模由钢材质制成。
技术总结
本实用新型提供了一种磁吸式拼接叠合板模板,包括模台,所述模台的顶部设有四个边模,且所述边模围合形成一个矩形框体,所述模台的内部、对应边模的位置处设有条形电磁铁,所述边模的侧部设有可移动调节板,所述可移动调节板包括板体,所述板体靠近边模的一侧设有若干封堵块、两端设有插孔,所述模台对应插孔的位置处设有支座,所述支座的顶部设有与插孔配合使用的插杆,所述支座与板体之间设有弹簧,所述弹簧的两端分别与插孔、板体固定连接,所述插杆的顶部设有调节轮。本实用新型不仅能够解决叠合板模板生产过程中模板铺设时间长、效率底的问题,还能够通过可移动调节板调整预制叠合板的浇注厚度,方便操作,实用性强。实用性强。实用性强。
技术研发人员:王旭 张小琴 高玉龙 张广桂 孙海中 蔡田琦
受保护的技术使用者:甘肃省集成装配式建筑产业发展有限公司
技术研发日:2021.07.06
技术公布日:2021/9/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1