一种楔形耐火砖振动成型模具的制作方法
1.本实用新型涉及耐火材料制备领域,具体涉及一种楔形耐火砖振动成型模具。
背景技术:
2.耐火砖广泛应用于冶金、建材以及化工等领域,在高温下能经受各种物理化学变化和机械作用,可用作建筑窑炉和各种热工设备的高温建筑材料和结构材料。目前耐火砖生产大多为挤压成型或振动成型,挤压成型速度快,效率高,但是会导致制成的耐火砖密度不均匀;振动成型适用于大型、巨型砖和异型砖,成品耐火砖密度均匀,成型效果好。
3.现有技术中的异型砖形状多为一头大,一头小的楔形,在加工时将成型模具横放在振动平台上,成型模具的水平截面为楔形,由于振动成型的缘故,成型后的耐火砖大、小两头的密度均匀,但是底部相较于顶部较为致密。在实际使用时楔形耐火砖的小头端向工作面的,例如在堆砌圆形钢包时会将耐火砖的小头朝里进行逐层堆砌,高温钢液自上而下进入钢包后对耐火砖的小头部冲刷消耗,由于小头面积小,消耗过快,会影响耐火砖的使用寿命。
技术实现要素:
4.为了解决现有技术中的楔形耐火砖在成型时模具为横放,大、小两头的密度均匀但是在使用时小头冲刷消耗过快,影响耐火砖使用寿命的问题,本实用新型提供了一种楔形耐火砖振动成型模具。
5.一种楔形耐火砖振动成型模具,包括模具本体,所述模具本体的中部活动连接有若干个隔板,隔板将模具本体分割成若干个成型腔,所述成型腔的纵截面视图为楔形且楔形下端的宽度小于上端的宽度,模具本体的两侧设置有吊耳。
6.进一步地,所述模具本体包括活动连接的侧板,底板和端板,所述侧板的上部两侧设置有孔,孔内穿设有第一紧固螺杆,所述底板上设置有固定孔,所述固定孔内穿设置有第二紧固螺杆,所述第二紧固螺杆竖直穿过侧板并通过紧固螺母将底板与侧板固定。
7.进一步地,所述侧板的截面视图为直角梯形,所述底板为长方形板,所述端板和隔板的截面为尺寸相同的楔形。
8.进一步地,所述固定孔为沉孔。
9.进一步地,所述端板和隔板均与侧板和底板插接连接,侧板和底板对应长方形板的位置设置有凹槽。
10.进一步地,所述隔板和端板的截面尺寸大于成型腔的截面尺寸。
11.进一步地,所述侧板、底板和端板均为碳钢材质制成的板。
12.与现有技术相比,本实用新型的有益效果为:
13.本实用新型包括模具本体,模具中设置有隔板,隔板将模具本体分割为多个成型腔,方便依次成型多块耐火砖;成型腔的纵截面视图为楔形且楔形下端的宽度小于上端的宽度,在振动成型时底部的小头能够被压实,提高小头端的密度和强度,避免小头消耗过
快;模具本体的两侧设置有吊耳,方便吊起至振动台上。
14.模具本体包括侧板、底板和端板,侧板的上部两侧设置有第一紧固螺杆,底板上设置有第二紧固螺杆,能够对侧板、底板、端板以及隔板进行紧固,防止原料泄漏或串流;固定孔为沉孔,避免模具本体底部凸起,保证模具能够平稳放置在振动台上;端板和隔板的截面均为楔形且尺寸相同,可以互相替换,方便安装与更换;端板和隔板与底板插接连接,安装和拆卸方便;隔板和端板的截面尺寸大于成型腔的截面尺寸,结合第一紧固螺栓和第二紧固螺栓可以对成型腔进行密封,防止不同成型腔内的原料串流。
附图说明
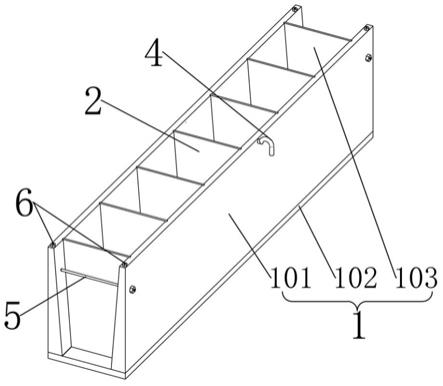
15.图1是本实用新型一种楔形耐火砖振动成型模具的结构示意图一。
16.图2是本实用新型一种楔形耐火砖振动成型模具的结构示意图二。
17.图3是本实用新型一种楔形耐火砖振动成型模具的剖面示意图一。
18.图4是本实用新型一种楔形耐火砖振动成型模具的剖面示意图二。
19.图5是本实用新型一种楔形耐火砖振动成型模具的剖面示意图三。
20.附图标号为:1为模具本体,2为隔板,3为成型腔,4为吊耳,5为第一紧固螺杆,6为第二紧固螺杆,7为固定孔,101为侧板,102为底板,103为端板。
具体实施方式
21.下面结合附图和具体实施例对本实用新型作进一步解释说明:
22.如图1~5所示,一种楔形耐火砖振动成型模具,包括模具本体1,所述模具本体1的中部活动连接有若干个隔板2,隔板2将模具本体1分割成若干个成型腔3,所述成型腔3的纵截面视图为楔形且楔形下端的宽度小于上端的宽度,模具本体1的两侧设置有吊耳4,模具本体1包括活动连接的侧板101,底板102和端板103,所述侧板101、底板102和端板103均为碳钢材质制成的板,侧板101的截面视图为直角梯形,侧板101的上部两侧设置有孔,孔内穿设有第一紧固螺杆5,所述底板102为长方形板,底板102上设置有固定孔7,所述固定孔7为沉孔,固定孔7内穿设置有第二紧固螺杆6,所述第二紧固螺杆6竖直穿过侧板101并通过紧固螺母将底板102与侧板101固定,所述端板103和隔板2的截面为尺寸相同的楔形,隔板2和端板103的截面尺寸大于成型腔3的截面尺寸,端板103和隔板2均与侧板101和底板102插接连接,侧板101和底板102对应长方形板的位置设置有凹槽。
23.本实用新型在使用时,工作人员需要先将模具组装,具体地,工作人员将第二紧固螺杆6穿过底板102上的固定孔7,然后通过第二紧固螺杆6将底板102和侧板101连接,将两侧的侧板101连接完成后在侧板101之间插入端板103和隔板2,具体地,侧板101和底板102上设置有凹槽,通过凹槽将端板103和隔板2插入侧板101和底板102上,最后在侧板101的上部穿设第一紧固螺杆5,将侧板101的上部固定,侧板101、底板102、端板103和隔板2被第一紧固螺杆5、第二紧固螺杆6以及凹槽固定,实现模具本体1 的组装。
24.在使用时,工作人员通过吊具穿过吊耳4将模具本体1吊至振动台上,在振动台上进行加料工作,向成型腔3内依次添加原料,开始振动成型,由于成型腔3的截面呈上大下小的楔形,在振动的过程中下部被挤压,密度较上部大,成型后的耐火砖小头端较为致密,结合实际使用时小头朝向工作面的情况,可以有效减缓小头的消耗速度,更加耐用,从而延长
耐火砖的使用寿命。
25.以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
技术特征:
1.一种楔形耐火砖振动成型模具,包括模具本体(1),其特征在于,所述模具本体(1)的中部活动连接有若干个隔板(2),隔板(2)将模具本体(1)分割成若干个成型腔(3),所述成型腔(3)的纵截面视图为楔形且楔形下端的宽度小于上端的宽度,模具本体(1)的两侧设置有吊耳(4)。2.根据权利要求1所述的一种楔形耐火砖振动成型模具,其特征在于,所述模具本体(1)包括活动连接的侧板(101),底板(102)和端板(103),所述侧板(101)的上部两侧设置有孔,孔内穿设有第一紧固螺杆(5),所述底板(102)上设置有固定孔(7),所述固定孔(7)内穿设置有第二紧固螺杆(6),所述第二紧固螺杆(6)竖直穿过侧板(101)并通过紧固螺母将底板(102)与侧板(101)固定。3.根据权利要求2所述的一种楔形耐火砖振动成型模具,其特征在于,所述侧板(101)的截面视图为直角梯形,所述底板(102)为长方形板,所述端板(103)和隔板(2)的截面为尺寸相同的楔形。4.根据权利要求2所述的一种楔形耐火砖振动成型模具,其特征在于,所述固定孔(7)为沉孔。5.根据权利要求2所述的一种楔形耐火砖振动成型模具,其特征在于,所述端板(103)和隔板(2)均与侧板(101)和底板(102)插接连接,侧板(101)和底板(102)对应长方形板的位置设置有凹槽。6.根据权利要求5所述的一种楔形耐火砖振动成型模具,其特征在于,所述隔板(2)和端板(103)的截面尺寸大于成型腔(3)的截面尺寸。7.根据权利要求2所述的一种楔形耐火砖振动成型模具,其特征在于,所述侧板(101)、底板(102)和端板(103)均为碳钢材质制成的板。
技术总结
本实用新型涉及耐火材料制备领域,具体涉及一种楔形耐火砖振动成型模具,包括模具本体,所述模具本体的中部活动连接有若干个隔板,隔板将模具本体分割成若干个成型腔,所述成型腔的纵截面视图为楔形且楔形下端的宽度小于上端的宽度,模具本体的两侧设置有吊耳。本实用新型解决了现有技术中的楔形耐火砖在成型时模具为横放,大、小两头的密度均匀但是在使用时小头冲刷消耗过快,影响耐火砖使用寿命的问题,通过将成型模具的成型腔竖起使楔形砖的小头在下进行振动成型,成型后的耐火砖小头端较为致密,可以减缓使用时小头的消耗速度,提高了耐火砖的使用寿命。提高了耐火砖的使用寿命。提高了耐火砖的使用寿命。
技术研发人员:张会敏 张景倚 张志明 周红星
受保护的技术使用者:郑州市裕丰耐火材料有限公司
技术研发日:2021.01.19
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1