一种多孔加气砖快速成型加工装置的制作方法
1.本实用新型属于加气砖生产设备技术领域,具体涉及一种多孔加气砖快速成型加工装置。
背景技术:
2.加气砖是蒸压加气混凝土砌块的简称,加气砖是以粉煤灰,石灰,水泥,石膏,矿渣等为主要原料,加入适量发气剂,调节剂,气泡稳定剂,经配料搅拌,浇注,静停,切割和高压蒸养等工艺过程而制成的一种多孔混凝土制品。
3.现有的加气砖成型装置,在对加气砖进行成型处理时,会在侧面装配气缸对砖胚进行压缩,由于侧方压缩不易于控制气缸的压缩力道,可能会出现液压的夹紧力过大导致加气砖被夹裂,并且在产品成型后脱模比较麻烦,需要使用另外的机构来辅助进行产品与模框之间的脱模,使得生产成本较高,加工效率较低。
技术实现要素:
4.本实用新型的目的在于提供一种多孔加气砖快速成型加工装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种多孔加气砖快速成型加工装置,包括传送带,所述传送带下方设置有传送带支撑架,所述传送带上方设置有模具,所述模具内部设置有留孔件,所述模具上方设置有气缸a,所述气缸a侧面设置有气缸b,所述气缸b下方设置有支撑连接件,所述气缸b外侧设置有气缸支撑架。
6.优选的,所述模具内部端面设置有挤压板,所述挤压板与气缸a之间固定相连。
7.优选的,所述气缸b设置有两组,且两组所述气缸b关于气缸a对称设置。
8.优选的,所述气缸a侧面设置有限位件,所述气缸a贯穿支撑连接件,且所述气缸a与支撑连接件之间通过限位件相连。
9.优选的,所述模具侧面对称设置有刮板,所述刮板下方设置有收集箱。
10.优选的,所述刮板包括横板,所述横板下方设置有限位板,所述限位板一侧设置有活动板,所述活动板上方设置有连接件,所述活动板与连接件之间构成转动结构,且所述横板与活动板之间通过连接件相连。
11.优选的,所述模具整体为凹字形结构,且所述模具与气缸b之间通过支撑连接件固定相连。
12.与现有技术相比,本实用新型的有益效果是:本实用新型设置了可以加气砖整体成型的模具,模具可以依据所需要加工的加气砖的尺寸进行更换,该模具为凹字型结构,模具上方设置有气缸a和气缸b,模具内部设置有挤压板和留孔件,当未成型的加气砖料经传送带运输至模具下方时,气缸b带动模具向下对加气砖料进行挤压,然后在气缸a的作用下将挤压板向下压,使成型的加气砖脱模,脱模后的加气砖会被传送带运输,凹字形模具的设置避免了侧方设置液压会导致液压的夹紧力过大使加气砖被夹裂,同时也提高了加气砖的
加工效率;在模具侧面还设置有刮板,能够将从模具中挤出的多余的加气砖料刮除,然后通过收集箱对多余的加气砖料进行回收利用,避免造成浪费。
附图说明
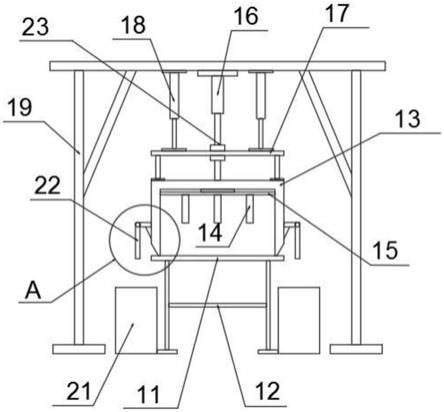
13.图1为本实用新型一种多孔加气砖快速成型加工装置的结构示意图;
14.图2为本实用新型一种多孔加气砖快速成型加工装置的未进行压模的模具结构示意图;
15.图3为本实用新型一种多孔加气砖快速成型加工装置的刮板结构示意图;
16.图中:11、传送带;12、传送带支撑架;13、模具;14、留孔件;15、挤压板;16、气缸a;17、支撑连接件;18、气缸b;19、气缸支撑架;21、收集箱;22、刮板;221、活动板;222、连接件;223、横板;224、限位板;23、限位件。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.请参阅图1-图3,本实用新型提供如下技术方案:一种多孔加气砖快速成型加工装置,包括传送带11,传送带11下方设置有传送带支撑架12,传送带11上方设置有模具13,模具13内部设置有留孔件14,模具13上方设置有气缸a16,气缸a16侧面设置有气缸b18,气缸b18下方设置有支撑连接件17,气缸b18外侧设置有气缸支撑架19。
19.优选的,模具13内部端面设置有挤压板15,挤压板15与气缸a16之间固定相连,通过在模具13内部端面设置有挤压板15,且挤压板15与气缸a16之间固定相连是为了在进行脱模时,挤压板15会在气缸a16的作用下对成型的加气砖施加向下的作用力,便于加气砖进行脱模。
20.优选的,气缸b18设置有两组,且两组气缸b18关于气缸a16对称设置,通过将气缸b18设置有两组是为了通过气缸b18将模具13向上拉起或者向下放置的时,模具13能够保持在垂直方向上。
21.优选的,气缸a16侧面设置有限位件23,气缸a16贯穿支撑连接件17,且气缸a16与支撑连接件17之间通过限位件23相连,通过在气缸a16侧面设置有限位件23是为了便于通过限位件23对气缸a16进行位置的限定,防止气缸a16在使用过程中产生晃动,使方向偏移。
22.优选的,模具13侧面对称设置有刮板22,刮板22下方设置有收集箱21,通过在模具13侧面对称设置有刮板22是为了便于通过刮板22将模具13内挤出的加气砖原料进行刮除回收,避免加气砖料在外侧堆积。
23.优选的,刮板22包括横板223,横板223下方设置有限位板224,限位板224一侧设置有活动板221,活动板221上方设置有连接件222,活动板221与连接件222之间构成转动结构,且横板223与活动板221之间通过连接件222相连,通过在横板223下方设置有限位板224是为了避免加气砖块在横板223的下方堆积。
24.优选的,模具13设置为凹字形结构,且模具13与气缸b18之间通过支撑连接件17固定相连,通过将模具13设置为凹字形结构是为了便于通过模具13对加气砖料进行一次性成型挤压,避免了侧方设置液压会导致液压的夹紧力过大使加气砖被夹裂。
25.本实用新型的工作原理及使用流程:本实用新型安装好过后,首先检查本实用新型的安装固定以及安全防护,然后就可以使用了,使用时,将需要进行成型的加气砖原料依据所需要成型的尺寸大小,将加气砖原料均等分割后放置在传送带11上,经传送带11运输至模具13下方,然后模具13会在气缸b18的作用下对加气砖原料进行挤压成型,挤压成型后气缸b18会带动模具13向上提起,同时气缸a16保持位置不变,成型的加气砖会在挤压板15的作用进行脱模,如果在模具13挤压加气砖原料的过程中有多余的加气砖原料从模具13侧面挤出,刮板22能够将模具13外侧多余的加气砖原料刮除。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种多孔加气砖快速成型加工装置,包括传送带(11),其特征在于:所述传送带(11)下方设置有传送带支撑架(12),所述传送带(11)上方设置有模具(13),所述模具(13)内部设置有留孔件(14),所述模具(13)上方设置有气缸a(16),所述气缸a(16)侧面设置有气缸b(18),所述气缸b(18)下方设置有支撑连接件(17),所述气缸b(18)外侧设置有气缸支撑架(19)。2.根据权利要求1所述的一种多孔加气砖快速成型加工装置,其特征在于:所述模具(13)内部端面设置有挤压板(15),所述挤压板(15)与气缸a(16)之间固定相连。3.根据权利要求1所述的一种多孔加气砖快速成型加工装置,其特征在于:所述气缸b(18)设置有两组,且两组所述气缸b(18)关于气缸a(16)对称设置。4.根据权利要求1所述的一种多孔加气砖快速成型加工装置,其特征在于:所述气缸a(16)侧面设置有限位件(23),所述气缸a(16)贯穿支撑连接件(17),且所述气缸a(16)与支撑连接件(17)之间通过限位件(23)相连。5.根据权利要求1所述的一种多孔加气砖快速成型加工装置,其特征在于:所述模具(13)侧面对称设置有刮板(22),所述刮板(22)下方设置有收集箱(21)。6.根据权利要求5所述的一种多孔加气砖快速成型加工装置,其特征在于:所述刮板(22)包括横板(223),所述横板(223)下方设置有限位板(224),所述限位板(224)一侧设置有活动板(221),所述活动板(221)上方设置有连接件(222),所述活动板(221)与连接件(222)之间构成转动结构,且所述横板(223)与活动板(221)之间通过连接件(222)相连。7.根据权利要求1所述的一种多孔加气砖快速成型加工装置,其特征在于:所述模具(13)整体为凹字形结构,且所述模具(13)与气缸b(18)之间通过支撑连接件(17)固定相连。
技术总结
本实用新型公开了一种多孔加气砖快速成型加工装置,包括传送带,所述传送带下方设置有传送带支撑架,所述传送带上方设置有模具,所述模具内部设置有留孔件,所述模具上方设置有气缸A,所述气缸A侧面设置有气缸B,本实用新型设置了可以加气砖整体成型的模具,该模具为凹字型结构,模具上方设置有气缸A和气缸B,气缸B带动模具向下对加气砖料进行挤压,然后在气缸A的作用下将挤压板向下压,使成型的加气砖脱模,凹字形模具的设置避免了侧方设置液压会导致液压的夹紧力过大使加气砖被夹裂,同时也提高了加气砖的加工效率;在模具侧面还设置有刮板,能够将从模具中挤出的多余的加气砖料刮除,然后通过收集箱对多余的加气砖料进行回收利用。收利用。收利用。
技术研发人员:张海荣
受保护的技术使用者:山东轩安新型建材有限公司
技术研发日:2021.11.29
技术公布日:2022/5/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1