一种预制飘窗模具的制作方法
一种预制飘窗模具
【技术领域】
1.本申请涉及建筑预制模领域,尤其涉及一种预制飘窗模具。
背景技术:
2.现有的建筑工程采用现场支模浇筑,生产人员需要高空支模、扎筋、浇筑、拆模,劳动强度大、工作效率低、且作业危险性大。同时木模具有一定的延展性、易胀模变形,使飘窗呈现尺寸产生变化,为后续的室内装修增加难度,且木模不能重复使用,造成浪费。
技术实现要素:
3.本申请的目的在于提供一种预制飘窗模具,适用于飘窗的标准化批量生产。
4.本申请提供了一种预制飘窗模具,包括底台,所述底台上设有可拆卸连接的边模组,所述边模组内设有窗模,所述边模组与所述窗模间设有暗箱模组,所述暗箱模组可拆卸连接有暗盒模组,所述底台、所述边模组、所述窗模、所述暗箱模组及所述暗盒模组共同形成模腔。
5.进一步地,所述边模组包括依次可拆卸连接的上边模、下边模、左边模、右边模。
6.进一步地,所述底台包括底台凸起部,所述暗盒模组设于所述底台凸起部旁侧。
7.进一步地,所述暗箱模组包括第一暗箱和第二暗箱,所述第一暗箱和所述第二暗箱分别设于所述窗模的两侧。
8.进一步地,所述第一暗箱设有用于预留安装位的第一预埋部。
9.进一步地,所述左边模设有可替换的用于预留安装位的第二预埋部。
10.进一步地,所述窗模设有稳固件,所述稳固件与所述窗模相邻的两边框相连接。
11.进一步地,所述边模组与所述窗模之间通过铰接连接。
12.进一步地,所述暗盒模组包括方型的第一暗盒及第一小盒,所述第一暗盒与所述第一小盒配合成型飘窗方型隔断。
13.进一步地,所述暗盒模组包括第二暗盒、第三暗盒及第四暗盒,所述第二暗盒、所述第三暗盒及所述第四暗盒配合成型飘窗异型隔断。
14.与现有技术相比,本申请有如下优点:
15.通过将所述底台、所述边模组、所述窗模、所述暗箱模组及所述暗盒模组组合安装,形成用于浇筑飘窗的模腔,用于模块化的浇筑生产飘窗,成品飘窗精确度高,适用于飘窗的标准化批量生产,减少现场木模的使用,降低劳动成本,节能环保;同时使用可替换的暗盒模组,提高模具公用率,降低模具的数量及成本;通过第一预埋部、第二预埋部形成预留安装孔,便于空调等安装,无需二次加工;通过在窗模设稳固件,减少窗模的变形度。
【附图说明】
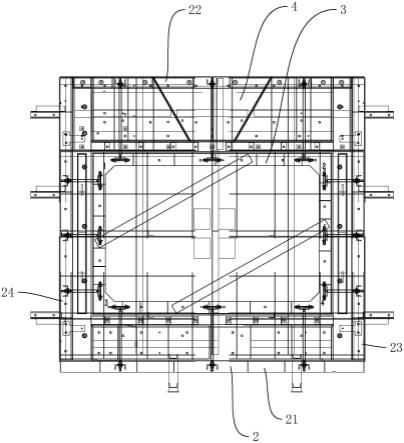
16.图1为本申请实施例1的主视图。
17.图2为本申请实施例1的左视图。
18.图3为本申请实施例1的后视图。
19.图4为本申请实施例1的前视图。
20.图5为本申请所述第一暗箱的主视图。
21.图6为本申请所述第一暗箱的左视图。
22.图7为本申请所述左边模的主视图。
23.图8为本申请所述窗模的主视图。
24.图9为本申请实施例1生产的产品示意图。
25.图10为本申请实施例1生产的产品主视图。
26.图11为本申请实施例2的主视图。
27.图12为本申请实施例2的左视图。
28.图13为本申请实施例2的后视图。
29.图14为本申请实施例2生产的产品示意图。
30.图15为本申请实施例2生产的产品主视图。
【具体实施方式】
31.为让本申请的上述特征和优点能更明显易懂,下文特举实施例,并配合附图,作详细说明如下,但本申请并不限于此。
32.实施例1
33.如图1-10所示,一种预制飘窗模具,包括底台1,所述底台1上设有可拆卸连接的边模组2,所述边模组2内设有窗模3,所述边模组2与所述窗模3间设有暗箱模组4,所述暗箱模组4可拆卸连接有暗盒模组5,所述底台1、所述边模组2、所述窗模3、所述暗箱模组4及所述暗盒模组5共同形成模腔。所述暗盒模组5可拆卸连接、可替换,用于形成不同形状的飘窗制品100,所述暗箱模组4用于成型飘窗制品100上下的空间104。
34.所述边模组2包括依次可拆卸连接的上边模21、下边模22、左边模23、右边模24。便于安装和加工。
35.所述底台1包括底台凸起部11,所述暗盒模组5设于所述底台凸起部11旁侧。便于更换不同的暗盒模组5,以成型不同的飘窗制品。
36.所述暗箱模组4包括第一暗箱41和第二暗箱42,所述第一暗箱41和所述第二暗箱42分别设于所述窗模3的两侧。用于形成上下的飘窗空位。
37.所述第一暗箱41设有用于预留安装位的第一预埋部411。预留用于安装空调管道等的通孔,避免二次加工通孔,进而避免了对飘窗制品100的二次损伤。
38.所述第一预埋部411与所述第一暗箱41可拆卸连接。
39.所述左边模23设有可替换的用于预留安装位的第二预埋部231。预留用于安装空调管道等的通孔,避免二次加工通孔,进而避免了对飘窗制品100的二次损伤。
40.所述窗模3设有稳固件31,所述稳固件31与所述窗模3相邻的两边框相连接。窗模3容易受震动影响发生变形,设置斜向的稳固件31有助于窗模3形状的固定和精确。
41.所述边模组2与所述窗模3之间通过铰接固定连接。加强所述边模组2与所述窗模3的固定连接,保持飘窗制品100的形状精确度。
42.所述暗盒模组5包括方型的第一暗盒501及与所述第一暗盒501配合成型的第一小
盒502。用以形成飘窗制品100的方型隔断105。
43.实施例2
44.如图11-15所示,所述暗盒模组5包括第二暗盒511、第三暗盒512及第四暗盒513,所述第二暗盒511、所述第三暗盒512及所述第四暗盒513配合成型具有倾斜面的模腔。用以形成第二飘窗制品200的异型隔断205。
45.所述底台1、所述边模组2、所述窗模3、所述暗箱模组4及所述暗盒模组5共同形成模腔。
46.工作时,通过将所述底台1、所述边模组2、所述窗模3、所述暗箱模组4及所述暗盒模组5组合安装,形成用于浇筑飘窗的模腔,用于模块化的浇筑生产飘窗,成品飘窗精确度高,适用于飘窗的标准化批量生产,减少现场木模的使用,降低劳动成本,节能环保;同时使用可替换的暗盒模组5,提高模具公用率,降低模具的数量及成本;通过第一预埋部411、第二预埋部231形成预留安装孔,便于空调等安装,无需二次加工;通过在窗模3设稳固件31,减少窗模3的变形度。
技术特征:
1.一种预制飘窗模具,其特征在于,包括底台(1),所述底台(1)上设有可拆卸连接的边模组(2),所述边模组(2)内设有窗模(3),所述边模组(2)与所述窗模(3)间设有暗箱模组(4),所述暗箱模组(4)可拆卸连接有暗盒模组(5),所述底台(1)、所述边模组(2)、所述窗模(3)、所述暗箱模组(4)及所述暗盒模组(5)共同形成模腔。2.根据权利要求1所述的预制飘窗模具,其特征在于,所述边模组(2)包括依次可拆卸连接的上边模(21)、下边模(22)、左边模(23)、右边模(24)。3.根据权利要求2所述的预制飘窗模具,其特征在于,所述底台(1)包括底台凸起部(11),所述暗盒模组(5)设于所述底台凸起部(11)旁侧。4.根据权利要求3所述的预制飘窗模具,其特征在于,所述暗箱模组(4)包括第一暗箱(41)和第二暗箱(42),所述第一暗箱(41)和所述第二暗箱(42)分别设于所述窗模(3)的两侧。5.根据权利要求4所述的预制飘窗模具,其特征在于,所述第一暗箱(41)设有用于预留安装位的第一预埋部(411)。6.根据权利要求5所述的预制飘窗模具,其特征在于,所述左边模(23)设有可替换的用于预留安装位的第二预埋部(231)。7.根据权利要求6所述的预制飘窗模具,其特征在于,所述窗模(3)设有稳固件(31),所述稳固件(31)与所述窗模(3)相邻的两边框相连接。8.根据权利要求7所述的预制飘窗模具,其特征在于,所述边模组(2)与所述窗模(3)之间通过铰接连接。9.根据权利要求1-8任一项所述的预制飘窗模具,其特征在于,所述暗盒模组(5)包括方型的第一暗盒(501)及第一小盒(502),所述第一暗盒(501)与所述第一小盒(502)配合成型飘窗方型隔断。10.根据权利要求1-8任一项所述的预制飘窗模具,其特征在于,所述暗盒模组(5)包括第二暗盒(511)、第三暗盒(512)及第四暗盒(513),所述第二暗盒(511)、所述第三暗盒(512)及所述第四暗盒(513)配合成型飘窗异型隔断。
技术总结
本申请提供了一种预制飘窗模具,包括底台,底台上设有可拆卸连接的边模组,边模组内设有窗模,边模组与窗模间设有暗箱模组,暗箱模组可拆卸连接有暗盒模组,底台、边模组、窗模、暗箱模组及暗盒模组共同形成模腔。本申请通过将底台、边模组、窗模、暗箱模组及暗盒模组组合安装,形成用于浇筑飘窗的模腔,用于模块化的浇筑生产飘窗,成品飘窗精确度高,适用于飘窗的标准化批量生产,减少现场木模的使用,降低劳动成本,节能环保;同时使用可替换的暗盒模组,提高模具公用率,降低模具的数量及成本;通过第一预埋部、第二预埋部形成预留安装孔,便于空调等安装,无需二次加工;通过在窗模设稳固件,减少窗模的变形度。减少窗模的变形度。减少窗模的变形度。
技术研发人员:周敏
受保护的技术使用者:广东乐而居建筑科技有限公司
技术研发日:2022.03.24
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1