无焊接矩管门框的制作方法
1.本实用新型涉及门生产技术领域,特别是涉及无焊接矩管门框。
背景技术:
2.现有的门框由两个边框和一个上框组成,在预装配后形成倒u形门框,且边框和上框的连接方式为焊接。
3.上述门框预装配后需要转运至用户安装区,若在转运途中出现颠簸,预装配门框与转运工具发生碰撞,极易造成两个边框向内靠拢的情况出现;且由于现有预装配门框采用焊接的方式实现与上框连接,而焊接是不可逆的,当门框出现较大变形后,对门框进行反向二次修复时,如敲击人工掰直等门框的整体连接强度会大大降低。
技术实现要素:
4.本实用新型的目的在于提供无焊接矩管门框,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.无焊接矩管门框, 包括上框和两个边框,两个边框设置在上框两端,边框通过紧固件与上框可拆卸连接,两个边框内侧均设置有至少一个插合单元,无焊接矩管门框还包括与插合单元对应的矩管,矩管两端均设置有可与插合单元实现插接的插入结构,插入结构与插合单元可拆卸连接,上框、两个边框和矩管形成回字形门框。
7.所述边框通过螺栓紧固件与上框可拆卸连接。
8.所述插合单元的数量为两个,矩管的数量为两个,插合单元包括设置在边框上的插接孔和设置在边框底部表面的插接缺口;所述插入结构包括设置在矩管两端的折弯段,折弯段的数量为两个,一个折弯段与插接孔对应,另一个折弯段与插接缺口对应。
9.所述折弯段通过模具在矩管两端退缺形成。
10.本实用新型的有益效果是:
11.整个门框的预装配没有采用任何焊接连接方式,且由于矩管的设置,使得门框在转运过程中由现有的倒u形变为回字形,提高门框整体强度,避免在转运过程中由于颠簸门框整体形状出现变形的情况出现(如两个边框向内缩等),保证了产品质量。
附图说明
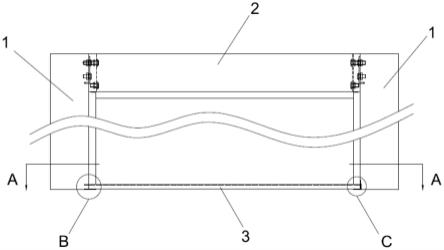
12.图1为矩管与门框插接后的状态示意图;
13.图2为本实用新型图1中a-a处剖视示意图;
14.图3为本实用新型中a-a处的结构示意图;
15.图4为本实用新型图1中b处的局部放大结构示意图;
16.图5为本实用新型图1中c处的局部放大结构示意图。
17.图中: 1、边框;2、上框;3、矩管;31、折弯段;11、插接孔;12、插接缺口。
具体实施方式
18.下面结合附图进一步详细描述本实用新型的技术方案,但本实用新型的保护范围不局限于以下所述。
19.请参阅图1~图5,本实用新型实施例中提供无焊接矩管门框,包括上框2和两个边框1,两个边框1设置在上框2两端,边框1通过螺栓紧固件与上框2可拆卸连接,两个边框1内侧均设置有至少一个插合单元,无焊接矩管门框还包括与插合单元对应的矩管3,矩管3两端均设置有可与插合单元实现插接的插入结构,插入结构与插合单元可拆卸连接,上框2、两个边框1和矩管3形成回字形门框。
20.插合单元的数量为两个,矩管3的数量为两个,插合单元包括设置在边框1上的插接孔11和设置在边框1底部表面的插接缺口12;插入结构包括设置在矩管3两端的折弯段31,折弯段31的数量为两个,一个折弯段31与插接孔11对应,另一个折弯段31与插接缺口12对应,折弯段31通过模具在矩管3两端退缺形成。
21.门框转运前的预装配流程:
22.s1、首先在边框1上(与矩管3配合部位)设置插接孔11和插接缺口12,如图5所示;
23.s2、利用模具在矩管3两端退缺形成矩管3一端两个折弯段31,如图2所示;
24.s3、将上框2、矩管3与边框1组合(图1所示),矩管3的折弯段31插入边框1的插接孔11和插接缺口12内,用尖嘴钳等工具将矩管3两端位于边框1外侧的部分向上扳弯形成矩管3与边框1的连接;
25.s4、门框即可进行正常调试运输。
26.s5、当门框运输至安装场所后只需利用尖嘴钳经折弯段31向下扳直去除矩管3即可。
27.整个门框的预装配没有采用任何焊接连接方式,且由于矩管3的设置,使得门框在转运过程中由现有的倒u形变为回字形,提高门框整体强度,避免在转运过程中由于颠簸门框整体形状出现变形的情况出现(如两个边框1向内缩等),保证了产品质量。
28.以上所述仅是本实用新型的优选实施方式,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
技术特征:
1.无焊接矩管门框,包括上框(2)和两个边框(1),两个边框(1)设置在上框(2)两端,其特征在于,边框(1)通过紧固件与上框(2)可拆卸连接,两个边框(1)内侧均设置有至少一个插合单元,无焊接矩管门框还包括与插合单元对应的矩管(3),矩管(3)两端均设置有可与插合单元实现插接的插入结构,插入结构与插合单元可拆卸连接,上框(2)、两个边框(1)和矩管(3)形成回字形门框。2.根据权利要求1所述的无焊接矩管门框,其特征在于,所述边框(1)通过螺栓紧固件与上框(2)可拆卸连接。3.根据权利要求1所述的无焊接矩管门框,其特征在于,所述插合单元的数量为两个,矩管(3)的数量为两个,插合单元包括设置在边框(1)上的插接孔(11)和设置在边框(1)底部表面的插接缺口(12);所述插入结构包括设置在矩管(3)两端的折弯段(31),折弯段(31)的数量为两个,一个折弯段(31)与插接孔(11)对应,另一个折弯段(31)与插接缺口(12)对应。4.根据权利要求3所述的无焊接矩管门框,其特征在于,所述折弯段(31)通过模具在矩管(3)两端退缺形成。
技术总结
本实用新型公开了无焊接矩管门框,包括上框和两个边框,两个边框设置在上框两端,边框通过紧固件与上框可拆卸连接,整个门框的预装配没有采用任何焊接连接方式,且由于矩管的设置,使得门框在转运过程中由现有的倒U形变为回字形,提高门框整体强度,避免在转运过程中由于颠簸门框整体形状出现变形的情况出现(如两个边框向内缩等),保证了产品质量。保证了产品质量。保证了产品质量。
技术研发人员:张传辉 王建均 周启勇 陈玉亮 黄波 王明勇 曾兵
受保护的技术使用者:成都市和乐门业有限公司
技术研发日:2021.12.27
技术公布日:2022/6/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1