一种咖啡壶底座及其加工方法与流程
1.本发明属于生活日用品技术领域,具体涉及一种咖啡壶底座及其加工方法。
背景技术:
2.咖啡壶是一种冲煮咖啡的器具。电咖啡壶有三种:渗滤式、滴漏式和真空式。渗滤式咖啡壶是电咖啡壶的早期产品,虽然价格低廉,但使用不太方便,可靠性较差;真空式电咖啡壶冲制的咖啡味道浓厚,但其结构复杂,容易发生故障。适者生存,如今市场上就剩下了滴漏式电咖啡壶独霸天下。
3.在没有电源的情况下,就不能使用电咖啡壶,不能满足喜欢享用咖啡特别是喜爱喝新鲜现煮咖啡的要求。
技术实现要素:
4.针对上述背景技术介绍中存在的问题,本发明的目的在于提供了一种改变了产品密度、提高内壁的光洁度和导热速度的咖啡壶底座及其加工方法。
5.本发明采用的技术方案是:
6.一种咖啡壶底座,包括底座本体,其特征在于:所述底座本体是由高压压铸成型;所述底座本体是一梯形结构,其底大口小,所述底座本体的内壁结构与外表面结构是一致的,壁厚均匀;所述底座本体的底部为复合铝板。本发明的底座本体采用高压压铸成型,产品密度更高,在煤气灶、电磁炉上都能使用,且导热更快。
7.进一步,所述复合铝板的底面内表面均布有若干圈环形凸起。
8.上述咖啡壶底座的加工方法,其具体步骤如下:
9.s1,将原材料铝锭放置溶化炉升温至一定温度,将铝锭化成铝水备用;
10.s2,将内镶件拼装后放入压铸机的动模内,将复合铝板安装在压铸机的定模上,并将动模和定模合模;
11.s3,将步骤s1中的铝水加入到压铸机中,压铸机进行咖啡壶底座的高压压铸成型。
12.进一步,还包括步骤s4,开模取件,将成型后的咖啡壶底座取出,并将内镶件取出。
13.进一步,步骤s4中开模取件后需要对成型后的咖啡壶底座进行喷雾吹气。
14.进一步,步骤s1中溶化炉升温至710度。
15.进一步,所述内镶件为钢模镶件,可以重复使用,降低成本,而且使得内壁的光洁度更高。
16.进一步,所述内镶件由6块内镶块拼装组成。
17.进一步,所述动模内设置有用于定位内镶件的定位件。
18.进一步,步骤s2中内镶件拼装放入动模后,需要调整内镶件的底面位置与定位件的底面位置齐平设置。
19.本发明与现有技术相比,其显著优点包括:改变了产品密度、提高内壁的光洁度和导热速度。产品能有效的受电磁炉加温,同时也能放到煤气灶上加温,达到多功能效果。
附图说明
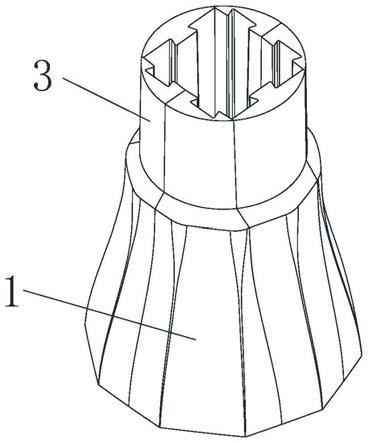
20.图1是本发明的咖啡壶底座的结构示意图。
21.图2是本发明的咖啡壶底座的复合铝板的结构示意图。
22.图3是本发明的咖啡壶底座的复合铝板的剖视结构示意图。
23.图4是本发明的咖啡壶底座内嵌有内镶件的结构示意图。
具体实施方式
24.下面结合具体实施例来对本发明进行进一步说明,但并不将本发明局限于这些具体实施方式。本领域技术人员应该认识到,本发明涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
25.实施例一
26.参见图1-3,本实施例提供了一种咖啡壶底座,包括底座本体1,所述底座本体1是由高压压铸成型;所述底座本体1是一梯形结构,其底大口小,所述底座本体1的内壁结构与外表面结构是一致的,壁厚均匀;所述底座本体1的底部为复合铝板2,所述复合铝板2的底面内表面均布有若干圈环形凸起。
27.本发明的底座本体1采用高压压铸成型,产品密度更高,在煤气灶、电磁炉上都能使用,且导热更快。
28.实施例二
29.本实施例提供了实施例一所述的一种咖啡壶底座的加工方法,其具体步骤如下:
30.s1,将原材料铝锭放置溶化炉升温至710度,将铝锭化成铝水备用;
31.s2,将内镶件拼装后放入压铸机的动模内,将复合铝板安装在压铸机的定模上,并将动模和定模合模;
32.s3,将步骤s1中的铝水加入到压铸机中,压铸机进行咖啡壶底座的高压压铸成型,
33.步骤s4,开模取件,将成型后的咖啡壶底座取出,并将内镶件取出。
34.本实施例步骤s4中开模取件后需要对成型后的咖啡壶底座进行喷雾吹气,进行冷却。
35.本实施例所述内镶件3为钢模镶件,可以重复使用,降低成本,而且使得内壁的光洁度更高。所述内镶件3由6块内镶块拼装组成,见图4所示,需要通过工装夹具拼装,并放入动模。等压铸完成后6块内镶块需要一块一块取出来,再通过工装夹具拼装投入下一次使用。拆装过程中需要使用到铜锤、铁钳等工具。
36.本实施例所述动模内设置有用于定位内镶件3的定位件。步骤s2中内镶件拼装放入动模后,需要调整内镶件3的底面位置与定位件的底面位置齐平设置。
37.本发明改变了产品密度、提高内壁的光洁度和导热速度。产品能有效的受电磁炉加温,同时也能放到煤气灶上加温,达到多功能效果。
技术特征:
1.一种咖啡壶底座,包括底座本体,其特征在于:所述底座本体是由高压压铸成型;所述底座本体是一梯形结构,其底大口小,所述底座本体的内壁结构与外表面结构是一致的,壁厚均匀;所述底座本体的底部为复合铝板。2.根据权利要求1所述的一种咖啡壶底座,其特征在于:所述复合铝板的底面内表面均布有若干圈环形凸起。3.根据权利要求1所述的一种咖啡壶底座的加工方法,其具体步骤如下:s1,将原材料铝锭放置溶化炉升温至一定温度,将铝锭化成铝水备用;s2,将内镶件拼装后放入压铸机的动模内,将复合铝板安装在压铸机的定模上,并将动模和定模合模;s3,将步骤s1中的铝水加入到压铸机中,压铸机进行咖啡壶底座的高压压铸成型。4.根据权利要求3所述的一种咖啡壶底座的加工方法,其特征在于:还包括步骤s4,开模取件,将成型后的咖啡壶底座取出,并将内镶件取出。5.根据权利要求4所述的一种咖啡壶底座的加工方法,其特征在于:步骤s4中开模取件后需要对成型后的咖啡壶底座进行喷雾吹气。6.根据权利要求3所述的一种咖啡壶底座的加工方法,其特征在于:步骤s1中溶化炉升温至710度。7.根据权利要求3所述的一种咖啡壶底座的加工方法,其特征在于:所述内镶件为钢模镶件。8.根据权利要求7所述的一种咖啡壶底座的加工方法,其特征在于:所述内镶件由6块内镶块拼装组成。9.根据权利要求1所述的一种咖啡壶底座的加工方法,其特征在于:所述动模内设置有用于定位内镶件的定位件。10.根据权利要求9所述的一种咖啡壶底座的加工方法,其特征在于:步骤s2中内镶件拼装放入动模后,需要调整内镶件的底面位置与定位件的底面位置齐平设置。
技术总结
本发明提供了一种咖啡壶底座及其加工方法,其中一种咖啡壶底座,包括底座本体,所述底座本体是由高压压铸成型;所述底座本体是一梯形结构,其底大口小,所述底座本体的内壁结构与外表面结构是一致的,壁厚均匀;所述底座本体的底部为复合铝板。本发明的底座本体采用高压压铸成型,产品密度更高,在煤气灶、电磁炉上都能使用,且导热更快。且导热更快。且导热更快。
技术研发人员:应华宇 芦扬波 应怀 胡长发
受保护的技术使用者:浙江康都日用品有限公司
技术研发日:2022.01.28
技术公布日:2022/5/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1