用于制造纸巾纸的方法和机器与流程
用于制造纸巾纸的方法和机器
发明领域
[0001]
本发明涉及一种制造纸巾纸(tissue paper)的方法。本发明还涉及一种用于制造纸巾纸的机器。
[0002]
发明背景
[0003]
在纸巾纸的制造中,已知可以通过通常称为tad的所谓的空气穿透干燥(through-air drying)来制造光滑且蓬松(bulky)的纸巾纸。在例如美国专利no.4,481,722和美国专利no.3,303,576中公开了tad技术的实例。尽管通过tad技术制造的纸巾纸具有良好的性质,但该工艺非常耗能。为了生产具有与通过tad所能达到的相当的性质但不消耗太多能量的纸巾纸,已经提出,可以通过使用与将成为纸巾纸产品的纤维幅(web)一起通过压榨压区(press nip)的纹理化(texturing)织物来实现这些性质或相似的性质,而不是通过tad技术获得期望的性能。然后,当纤维幅通过压榨压区时,通过纹理化织物将三维结构/纹理压入到纤维幅中。在例如美国专利no.6,547,924和美国专利no.8,202,396中公开了这种技术的实例。当使用该技术将纹理化织物压入到仍湿的纤维幅中时,期望可以控制纸巾纸幅的性质。本发明的目的是提供一种允许控制期望性质的方法和机器。
技术实现要素:
[0004]
本发明涉及一种在用于制造纸巾纸的机器中制造纸巾纸的方法。根据本发明的方法,使纤维幅与纹理化带一起穿过至少一个压榨压区,该纹理化带具有面向压榨压区中的纤维幅的一侧,并且该侧的表面是纹理化的幅材接触表面。在参考图1至22所公开的本发明的优选实施方案中,选择纹理化带,使得所制造的纸巾纸获得一个或多个参数的期望值。
[0005]
在本发明的优选实施方案中,纹理化带面向纤维幅的一侧包含聚合物材料层,使得纹理化带与压榨压区中的纤维幅接触的表面是由聚合物材料形成的表面。聚合物材料尤其可以是聚氨酯或具有与聚氨酯的性质相似的材料。
[0006]
发明人已经发现,当纹理化带面向压榨压区中的纤维幅的表面以在形成面向纤维幅的表面的聚合物材料中形成空腔的方式被纹理化时,可以实现纸巾纸的良好性质。在本专利申请的上下文中,空腔也可以被称为“点(dots)”。
[0007]
当空腔/点的深度在0.10mm至0.9mm的范围内,优选深度在0.15mm至0.70mm的范围内;甚至更优选深度在0.20mm至0.50mm的范围内时,可以实现良好的结果。最优选地,空腔/点的深度应在0.20mm至0.40mm的范围内。
[0008]
对于参考图1至20所描述的本发明的所有实施方案,有利的是,结构化带的幅材接触表面的位于空腔/点之间的部分限定了一个接触面(land area),该接触面占幅材接触表面的总面积的30%至80%,优选地占幅材接触表面的总面积的30%至70%。
[0009]
对于参考图1至20所描述的本发明的所有实施方案,空腔/点优选地分布在纹理化带的整个宽度上,并且优选地均匀分布。
[0010]
接触面优选是平坦的,即基本上是光滑的。
[0011]
发明人已经测试了纹理化带,其可以大致分为三个单独的组:精细纹理化带、中等
纹理化带和粗糙纹理化带。
[0012]
精细纹理化带可以具有深度在0.15mm至0.32mm的范围,特别是在0.2mm至0.32mm的范围内的空腔/点。对于精细纹理化带,幅材接触表面位于空腔之间的部分可以限定一个接触面,该接触面占幅材接触表面的总面积的50%至80%,优选地占幅材接触表面的总面积的56%至67%。对于精细纹理化带,每个空腔的面积可以在0.60mm2至0.70mm2的范围内,优选为0.64mm2。在此上下文中,空腔(或点)的“面积”应当被理解为从垂直于带表面的平面的方向可以看到的面积。
[0013]
对于精细纹理化带、中等纹理化带和粗糙纹理化带,每个空腔可以具有圆形形状。然而,纹理化带也可以具有呈椭圆形形状的空腔/点。如果使用椭圆形形状,则点可以沿机器纵向(机器运行的方向)或机器横向延伸。例如,点/空腔可以以1.5:1的比例沿机器纵向(md)拉伸,或者其也可以以2:1的比例沿机器横向(cd)拉伸,即沿机器横向的延伸与沿机器纵向的延伸之间的比例。
[0014]
对于中等纹理化带,腔的深度在0.20mm至0.40mm的范围内,优选深度在0.25mm至0.35mm的范围内,最优选深度为0.30mm。中等纹理化带的点面积(空腔面积)可以在0.80mm2至1.30mm2的范围内,优选为1.13mm2的面积。对于中等纹理化带,幅材接触表面位于空腔之间的部分限定了一个接触面,该接触面可以占幅材接触表面的总面积的30%至70%,优选地占幅材接触表面的总面积的46%至65%。
[0015]
同样对于中等纹理化带,点/空腔可以具有圆形形状或者沿机器纵向或机器横向拉伸的椭圆形形状。例如,中等纹理化带可以具有椭圆形形状的空腔/点,使得空腔以沿机器纵向的延伸与沿机器横向的延伸之间的比例为1.5:1沿机器纵向延伸。
[0016]
中等纹理化带也可以具有椭圆形形状的空腔,该空腔以例如沿机器横向的延伸与沿机器纵向的延伸之间的比例为2:1沿机器横向延伸。
[0017]
对于粗糙纹理化带,空腔的深度可以在0.35mm至0.50mm的范围内,例如深度为0.40mm。
[0018]
对于粗糙纹理化带,幅材接触表面位于空腔之间的部分可以限定一个接触面,该接触面可以占幅材接触表面的总面积的30%至70%,优选地占幅材接触表面的总面积的46%至64%。
[0019]
与精细纹理化带和中等纹理化带的情况一样,粗糙纹理化带可以具有一定形状的点/空腔,使得每个腔具有圆形形状、沿机器横向延伸的椭圆形形状或者沿机器纵向延伸的椭圆形形状。
[0020]
粗糙纹理化带可以具有一定形状的空腔/点,使得每个空腔的最大直径在1.30mm至2.50mm的范围内。优选地,粗糙纹理化带的每个点/空腔的最大直径在1.34mm至2.25mm的范围内,甚至更优选在1.40mm至1.80mm的范围内。在一些实施方案中,粗糙纹理化带的空腔的最大直径可以是1.73mm。
[0021]
粗糙纹理化带的空腔/点的面积可以在例如1.60mm2至2.50mm2的范围内,优选在1.90mm2至2.30mm2的范围内。例如,粗糙纹理化带的点的面积可以是2.27mm2。
[0022]
粗糙纹理化带还可以具有圆形或椭圆形的点。如果它们是椭圆形的,则它们可以沿机器纵向或机器横向定向。例如,如果它们沿机器纵向定向(延伸),
[0023]
通过选择空腔/点的直径或面积、空腔的深度以及纹理化带的空腔之间的接触面
的量的各种组合,可以优化、控制和/或影响纸巾纸的一个或几个期望性质。这样的期望性质可以包括压榨辊后稠度(即,在纤维幅已经通过压榨压区之后的纤维幅的干燥度)、厚度和/或柔软度。
[0024]
在本发明的所有实施方案中,纤维幅可以与纹理化带一起通过两个辊之间的压区,其中一个辊是靴辊(shoe roll)。因此,压区可以是靴压榨压区,并且使用靴压榨是有利的。可以根据认为适合每种特定情况的条件来选择压区中的线性负载。然而,在许多实际的实施方案中,压区中的线性负载可以为600kn/m,但也可以考虑其他值,例如300至700kn/m,优选500kn/m至700kn/m的线性负载。也可以想到其中压区中的线性负载甚至可以高于700kn/m的实施方案。发明人已经发现,600kn/m或约600kn/m适合于许多实际情况。在用纹理化带压榨之后,可以将纤维幅从纹理化带转移至干燥筒,然后将纤维幅在干燥筒上干燥,随后从干燥筒起皱(creped)。可以操作机器,使得在从干燥筒起皱之后,机器的速度低于将纤维幅转移到干燥筒之前的速度。在许多实际的实施方案中,起皱之后的机器速度可以比将幅材转移到干燥筒之前的机器速度低10%至30%,优选地低18%或低约18%。
[0025]
对于精细纹理化带、中等纹理化带和粗糙纹理化带,椭圆形点的形状可以变化。当点沿机器纵向拉伸时和当它们沿机器横向拉伸时,这都适用。例如,精细纹理化带和中等纹理化带可以具有沿机器纵向拉伸的点,其中可以想到沿机器纵向的延伸与沿机器横向的延伸之间的比例在1.3:1至2.3:1的范围内变化。例如,该比率可以是1.5:1或2:1。以同样的方式,精细纹理化带和中等纹理化带可以具有沿机器横向拉伸的点,其中可以想到沿机器横向的延伸与沿机器纵向的延伸之间的比例在1.6:1至2.2:1的范围内变化。
[0026]
对于粗糙纹理化带,可以想到沿机器横向拉伸的点的沿机器横向的延伸与沿机器纵向的延伸之间的比例在例如1.4:1至2:1的范围内变化。对于粗糙纹理化带,可以想到沿机器纵向md拉伸的点的沿机器纵向的延伸与沿机器横向的延伸之间的比例在例如1.4:1至2.1:1的范围内变化。
[0027]
还可以从用于制造纸巾纸的机器方面来描述本发明。本发明的机器包括成形部、干燥筒例如yankee干燥筒以及压榨部。压榨部具有第一压榨单元和第二压榨单元,在这两个压榨单元之间形成有压区。第二压榨单元优选是靴辊,而第二压榨单元可以是用作靴辊的配对辊(counter roll)的辊。例如,第二压榨单元可以是挠曲补偿辊(deflection compensated roll)或具有曲度的辊。本发明的机器还包括干燥筒,该干燥筒被布置成从内部通过热蒸汽加热,并且纤维幅可以在该干燥筒上通过热量而被干燥。干燥筒可以特别是具有内部凹槽的yankee干燥筒。yankee可以是例如由铸铁制成的yankee,但是它也可以是由焊接钢制成的yankee,例如ep 2126203中公开的yankee。根据本发明的一个重要方面,本发明的机器包括纹理化带。纹理化带可以用于在纤维幅中产生纹理,即三维结构。可以将纹理化带布置成通过压区绕圈运行并到达干燥筒,使得纤维幅可以被纹理化带携带至干燥筒并转移至干燥筒。纹理化带的与纤维幅接触的一侧包括聚合物材料层,使得聚合物材料将与纤维幅接触,并且在纹理化带与纤维幅接触那个表面(即,带有聚合物层的表面)中形成空腔。在本专利申请的上下文中,空腔也可以被称为“点”。
[0028]
在本发明的机器中使用的纹理化带的聚合物材料可以是聚氨酯或具有与聚氨酯的性质相似的材料。
[0029]
纹理化带的聚合物材料的表面中的空腔(或点)的深度可以在0.10mm至0.9mm的范
围内,优选地深度在0.15mm至0.70mm的范围内,甚至更优选地深度在0.20mm至0.50mm的范围内,最优选深度在0.20mm至0.40mm的范围内。
[0030]
在本发明的机器的实施方案中,当使用参考图1至20所描述的纹理化带时,空腔的深度在0.2mm至0.32mm的范围内,同时幅材接触表面位于空腔之间的部分限定了一个接触面,该接触面占幅材接触表面的总面积的56%至67%。
[0031]
本发明的方法和本发明的机器适于制造基重在10g/m2至50g/m2范围内(是指在干燥筒上干燥后的已干燥产品的基重)的纸巾纸。本发明的方法和本发明的机器可以用于制造例如卫生纸(bathroom grades)、面巾纸(facial tissue)或擦手纸(towel)。
[0032]
在本发明方法的另一方面,空腔可以以这样的方式分布在面向幅材的表面上,使得放置在面向幅材的表面上的假想网格将表面分成矩形单元格的重复图案。每个单元格可以包括至少一个空腔和周围的接触面,并且每个单元格可以沿机器纵向延伸0.5mm至5mm,优选0.5mm至4mm,甚至更优选0.5mm至3mm。根据本发明的这个方面,每个空腔的深度可以在0.10mm至0.50mm的范围内。
[0033]
在空腔呈重复单元格的图案的实施方案中,每个单元格的接触面优选地覆盖单元格总面积的30%至70%。
[0034]
单元可以分布在沿机器横向延伸的行中,并且其中相邻行的单元格可以任选地在机器横向上相对于彼此位移。
[0035]
或者,单元格可以分布在沿机器纵向延伸的行中,同时相邻行的单元格在机器纵向上相对于彼此位移。
[0036]
可能地,每个单元格包括至少两个具有不同深度和/或直径的分开的空腔。
[0037]
因此,本发明的机器也可以从使用具有空腔/点的纹理化带的机器的方面来描述,该空腔/点以这样的方式分布在面向幅材的表面上,使得放置在面向幅材的表面上的假想网格将表面分成矩形单元格的重复图案。然后每个单元格可以包括至少一个空腔和周围的接触面,并且其中每个单元格可以沿机器纵向延伸0.5mm至5mm,优选0.5mm至4mm,甚至更优选0.5mm至3mm。每个空腔的深度在0.10mm至0.50mm的范围内。优选地,每个单元格的接触面覆盖单元格的总面积的30%至70%。任选地,单元格可以分布在沿机器横向延伸的行中,同时相邻行的单元格在机器横向上相对于彼此位移。或者,单元格可以分布在沿机器纵向延伸的行中,同时相邻行的单元格在机器纵向上相对于彼此位移。
[0038]
在一些实施方案中,每个单元格可以包括至少两个具有不同深度和/或直径的分开的空腔。
[0039]
因此,本发明的纹理化带的一个实施方案可以如下所描述。纹理化带是用于在纸巾纸的制造过程中在纤维幅中形成三维图案的纹理化带。纹理化带具有旨在在制造纸巾纸时与纤维幅接触的一侧。幅材接触一侧具有空腔,所述空腔以这样的方式分布在面向幅材的表面上,使得放置在面向幅材的表面上的假想网格将表面分成矩形单元格的重复图案。每个单元格包括至少一个空腔和周围的接触面,并且每个单元格沿机器纵向延伸0.5mm至5mm,优选0.5mm至4mm,甚至更优选0.5mm至3mm。在本发明的纹理化带的该实施方案中,每个空腔的深度可以在0.10mm至0.50mm的范围内。每个单元格的接触面优选地覆盖单元格的总面积的30%至70%。
[0040]
在一些实施方案中,单元格可以分布在沿机器横向延伸的行中,同时相邻行的单
元格在机器横向上相对于彼此位移。或者,单元格可以分布在沿机器纵向延伸的行中,同时相邻行的单元格在机器纵向上相对于彼此位移。
[0041]
还可以想到其中每个单元包括至少两个具有不同深度和/或直径或面积的空腔的实施方案。
[0042]
在详细描述中解释了方法和机器的其他实施方案,并且可以从详细描述的文本和附图中衍生出具体的实施方案。
附图说明
[0043]
图1是显示精细纹理化带的接触面与干燥度(pprc)和厚度的关系的图解/图。
[0044]
图2显示了精细纹理化带的点几何形状(空腔的几何形状)对厚度和干燥度(pprc)的影响。
[0045]
图3是显示精细纹理化带的空腔的深度(点深度)对干燥度(pprc)和厚度的影响的图解/图。
[0046]
图4是显示当使用精细纹理化带时接触面对纸巾纸产品的光滑度的影响的图解/图。
[0047]
图5是显示对于精细纹理化带,带的点几何形状(空腔的几何形状)对光滑度的影响的图解/图。
[0048]
图6是显示点深度(空腔的深度)对光滑度的影响的图解/图。
[0049]
图7是显示当使用中等纹理化带时接触面对20g/m2卫生纸产品上的干燥度(pprc)和厚度的影响的图解/图。图7中的接触面显示为从左侧的64%到46%的低值变化。
[0050]
图8是显示当使用中等纹理化带时接触面对20g/m2擦手纸产品上的干燥度(pprc)和厚度的影响的图解/图。
[0051]
图9是显示当使用中等纹理化带时点几何形状(空腔的形状)对20gsm(g/m2)卫生纸产品上的厚度和pprc(干燥度)的影响的图解/图。
[0052]
图10是显示中等纹理化带的接触面对光滑度的影响的图解/图。
[0053]
图11是显示当使用中等纹理化带时点几何形状(空腔的形状)对光滑度的影响的图解/图。
[0054]
图12是显示当使用中等纹理化带时接触面对20gsm(g/m2)卫生纸产品上的厚度和pprc(即干燥度)的影响的图解/图。
[0055]
图13是显示当使用中等纹理化带时接触面对20gsm(g/m2)擦手纸产品上的厚度和pprc的影响的图解/图。
[0056]
图14是与粗糙纹理化带有关的图解/图,并且显示了20gsm(g/m2)卫生纸产品的点几何形状(空腔的形状)对厚度和pprc的影响。
[0057]
图15是与粗糙纹理化带有关的图解/图,并且显示了当使用粗糙纹理化带时20gsm(g/m2)擦手纸产品的点几何形状的影响。
[0058]
图16至20涉及粗糙纹理化带,并显示了不同的接触面、点直径和点几何形状对诸如厚度、pprc和光滑度的性质的影响。
[0059]
图21显示了可以在本发明中使用的造纸机的可能的实施方案。
[0060]
图22更详细地显示了图21的机器的一部分。
[0061]
图23至28示出了纹理化带的图案,该图案与参考图1至20所描述的带有显著不同。
[0062]
图29是空腔/点如何能够在纹理化带的幅材接触表面上形成重复图案的示意图。
[0063]
图30a和30b从上方和在横截面中显示了空腔/点如何能够在纹理化带的幅材接触表面上形成重复图案。
[0064]
图31a和31b从上方和在横截面中显示了图30a和图30b中所示的图案的变型。
[0065]
图32a和32b从上方和在横截面中显示了图30a和图30b中所示的图案的又一变型。
[0066]
发明的详细描述
[0067]
参考图1至图20,申请人已经进行了关于纹理化带的设计的研究。这项研究是对以名义销售的带进行的,但研究结果适用于广泛的聚合物涂覆的纹理化带。该研究的一个目的是找出不同的纹理化带如何影响能耗。另一个目的是找出不同的纹理化带如何影响产品性质,即所制造的纸巾纸幅材的性质。这些带已经在制造期间在纹理化带的与纤维幅接触的表面上形成有空腔。在下文中,这样的空腔也可以被称为“点”。不同的纹理化带已经被制造为具有刻在聚氨酯带(在制造过程中与纤维幅接触的带表面是由聚氨酯形成的)中的点(即空腔)。可以想到,纹理化带用除聚氨酯以外的其他聚合物覆盖,但是这种聚合物应当优选地具有与聚氨酯相似的性质。纹理化带中的点被制造为具有给定的面积、形状、深度和其间的间距。纹理化带的那些没有点(空腔)的部分称为“接触面”。进行的研究旨在探索如何能够在带上刻点以及增进对带设计和产品性质之间关系的理解的可能性。
[0068]
下一代纹理化带应当允许对每个纸巾纸制造商的目标进行更多的定制和优化。以前,已经有三种类别的纹理化:精细、中等和粗糙。精细带对于卫生纸等级是理想的,产生类似于tad的纹理和优异的柔软度,并且能源效率良好。中等带生产蓬松的卫生纸等级至更经济的擦手纸级别的混合。最后,粗糙带理想地适合用于超蓬松的卫生纸等级和蓬松的擦手纸等级。下一代将是指这些类别,但更多的是一定范围的可能的带设计,包括从机器纵向和机器横向的椭圆形到以包括圆形和椭圆形点的特定图案布置的大小可变的点的许多点形状和定向。
[0069]
该研究旨在理解带设计和性质,集中于何种设计优化基纸(base sheet)厚度和压榨辊后稠度(pprc)(即干燥度)以确保良好的机器效率。对于每种类别的带,均测试了多种接触面、点形状和点大小,并与参考产品样本进行了比较。测试了机器设置的许多变化,以确保数据一致。参考附图,下面将讨论三个大类别的基本摘要图,以使读者更好地理解带设计和产品性质之间的一般关系。这将使纸巾纸制造商能够混合和匹配不同的点设计,创建出完全匹配其产品目标的新图案,并允许同时优化能耗。
[0070]
精细纹理化带
[0071]
测试了属于精细纹理化带的大类别的几种不同的带设计。通常,精细带纹理的点深度为0.25mm,点面积为64mm2。所测试的精细带的接触面从高达67%的接触面到低至56%的接触面。还测试了具有各种点深度的带,其范围从0.20mm的深度到0.32mm的点深度。还测试了各种点形状,从以2:1的比例沿机器横向拉伸的椭圆到以1.5:1的比例沿机器纵向拉伸的椭圆,以圆点为参考点。
[0072]
接触面对精细纹理带的厚度和pprc的影响
[0073]
精细带类别测试集中在接触面上,旨在将接触面与厚度和pprc相关联,并找到生成的曲线。以前已经理解,接触面的减少应当导致厚度的增加,但是还不知道局限是什么,
曲线会是什么样,以及干燥度(pprc)会如何被影响。将理解的是,pprc可以被视为能量效率的指示。如果pprc低,则意味着必须通过干燥除去更多的水,这需要更多的能量。因此,更高的pprc意味着更高的能量效率。图1显示了精细带的接触面与pprc和厚度曲线。从图1可以看出,减少接触面对厚度有很大的影响,但是这种影响在61%到64%的接触面之间减少。这也是pprc真正开始下降的时候。图1中的曲线使纸巾纸制造商可以挑选和选择对他们最重要的特征,并基于此选择带的设计。如果例如厚度比能耗要重要得多,那么纸巾纸制造商可能会选择具有55%的接触面的带设计,而发现能耗降低最为重要的制造商可能选择该范围的另一端的具有70%接触面的带。
[0074]
精细纹理带的点几何形状对厚度和pprc的影响
[0075]
现在将参考图2,该图显示了精细带的点几何形状与pprc和厚度曲线。当研究点几何形状对产品性质的影响时,发现使用具有长边方向是沿机器横向的椭圆形形状的点(参见图2)导致比使用圆形点时更高的厚度,而对pprc的影响很小。
[0076]
不希望被理论所束缚,发明人认为,这种效果的解释是沿cd(机器横向)拉伸的点在片材中产生了在随后的起皱过程中不会塌陷的袋(pocket)。观察图2中的厚度曲线,当从圆点变为沿机器纵向(md)拉伸的椭圆形点时,可以看到轻微的上升。对此的一种解释可能是由点创建的袋在起皱过程中塌陷,并且与圆形点相比,该塌陷的点导致一些额外的厚度。然而,在机器纵向的椭圆上产生的片材看起来不如在机器横向的椭圆上产生的片材均匀。
[0077]
精细纹理带的点深度对厚度和pprc的影响
[0078]
现在将参考图3,该图显示了精细带的点深度与厚度和pprc曲线。发现在0.20mm至0.32mm的范围内,精细带的点深度对厚度的影响不明显。对于pprc,点深度具有显著影响。
[0079]
从试验中很显然,点直径和点深度是密切相关的。随着点直径的减小,点深度必须减小。随着点变得更小,用纤维填充深的点变得更加困难,并且将在点的底部携带更多的水而不是纤维。目标将是优化具有足够点深度的点面积,以最大化厚度,但不允许pprc受损,参见图3中的图,该图显示了相对平的厚度曲线,以及斜率很高的pprc曲线。
[0080]
精细纹理带的带性质对表面光滑度的影响
[0081]
现在将参考图4,其示出了精细带的接触面与ts750曲线。在选择通常用于卫生纸等级等的精细纹理带时,柔软度是选择带设计的重要因素。会受带设计影响的tsa(纸巾纸柔软度分析仪)的主要成分是表面光滑度(ts750)。ts750是光滑度的行业标准,且较低的值表示较高的光滑度。在显示ts750相对于接触面的图(见图4)中可以看出,接触面的更高的值导致更光滑的片材。这可以转换成可能更高的tsa值。
[0082]
现在将参考图5和图6,其中图5显示了精细带的点几何形状与ts750曲线,图6显示了精细带的点深度与ts750曲线。点形状也被认为影响光滑度。已经发现,沿机器纵向拉伸的椭圆形点产生了更光滑的片材(见图5)。还发现点深度对片材光滑度的影响不明显。这与点深度对厚度的不明显的影响(见图6)很好地相符。
[0083]
中等纹理化带
[0084]
还测试了属于中等纹理带的大类别的几种不同的带,其点深度为0.3mm,点面积为1.13mm2。这些带的接触面从高达65%的接触面到低至46%的接触面变化。测试了各种点形状,从以2:1的比例沿机器横向(cd)拉伸的椭圆到以1.5:1的比例沿机器纵向(md)拉伸的椭圆,用圆形点作为参考点。对于中等纹理带,没有测试到点深度的变化。
[0085]
中等纹理带的接触面对厚度和pprc的影响
[0086]
现在将参考图7和图8,其中图7显示了对于卫生纸等级,中等带的接触面与厚度和pprc曲线,图8显示了对于擦手纸等级,中等带的接触面与厚度和pprc曲线。对于中等纹理化带所发现的接触面的影响紧密遵循对于精细纹理化带所发现的结果。较低的接触面导致较大的厚度,但较低的pprc。数据以与精细带数据相同的方式减少。图7显示了具有中等纹理的各种接触面的厚度和pprc曲线。
[0087]
由于中等纹理带通常用于擦手纸和卫生纸,因此对于擦手纸等级也得到了相同的曲线(见图8)。
[0088]
卫生纸和擦手纸等级的曲线都非常相似。对于卫生纸等级,似乎有更好的厚度生成。这些曲线应作为选择最适合纸巾纸生产商需求的接触面的指导,以平衡期望的产品质量与节约能源的需求。
[0089]
中等纹理化带的点几何形状对厚度和pprc的影响
[0090]
参考图9,该图显示了对于卫生纸等级,中等带的点几何形状、厚度和pprc曲线。测试了中等纹理带的四种不同点几何形状,即,以2:1的比例沿机器横向拉伸的椭圆形点(面积与用于中等纹理化带的标准圆形点相同)、以1.5:1的比例沿机器横向拉伸的椭圆形点、圆点和以1.5:1的比例沿机器纵向(md)拉展的椭圆形点。仅针对卫生纸等级测试了这些几何形状。已经显示了擦手纸的厚度和pprc曲线与对于卫生纸等级所看到的曲线非常匹配。
[0091]
中等纹理化带的带性质对表面光滑度的影响
[0092]
参考图10,该图显示了中等带的接触面与ts750曲线(即,ts750随接触面的变化)。对于中等纹理化带,也考虑了表面光滑度的影响。已发现影响中等带的表面光滑度的性质是点几何形状和接触面。对于精细纹理化带所发现的厚度和表面光滑度之间的反比关系延续到中等纹理化带。在图10中,将光滑度(ts750)相对于接触面作图,以显示接触面对片材光滑度的影响。
[0093]
粗糙纹理化带
[0094]
还测试了属于粗糙纹理化带的大类别的几种不同的带。粗糙带通常比中等或精细纹理化带具有更大和更深的点。粗糙纹理的点的深度通常为0.40mm,每个点的面积为2.27mm2。对于带性质点几何形状、接触面和点直径进行了相同的过程,以将对厚度、pprc和光滑度的影响作图,但在粗糙结构上进行该过程。现在参考图11,该图显示中等带的点几何形状的ts750曲线。测试的几何形状是以1.5:1沿机器横向拉伸的椭圆形(图11的右侧);圆点(图11中从右数第二个);以1.5:1的比例沿机器纵向拉伸的椭圆形点(图11中从右数第三个);以2:1的比例沿机器纵向拉伸的椭圆形点(图11的左侧)。测试的接触面的低接触面值为46%(即包括点的面积在内的总面积的46%),高接触面值为64%。测试的点直径的较低点直径为1.34mm,较高点直径值为2.25mm。用卫生纸和擦手纸等级两者测试了粗糙带。
[0095]
粗糙纹理化带的接触面对厚度和pprc的影响
[0096]
粗糙纹理的接触面试验可以用与精细和中等纹理化带相似的方式来总结。低接触面导致良好的厚度,但较低的pprc;而较高的接触面图案导致较低的厚度,但较高的pprc。pprc的曲线是线性的,而厚度曲线是2阶多项式。现在将参考图12,该图显示了对于卫生纸等级,pprc和厚度与接触面的关系。图12所示的图显示了对于卫生纸等级的这两条曲线,并且允许纸巾纸制造商选择最适合其需求的折衷方案。擦手纸等级的相应曲线如图13所示,
并且从图12和图13中可以看出,卫生纸和擦手纸的曲线非常相似。
[0097]
粗糙纹理化带的点几何形状对厚度和pprc的影响
[0098]
粗纹理的点几何图形试验显示了与以前相似的结果,对于沿机器横向拉伸的椭圆形,厚度有增加(图14的左侧),而对于沿机器纵向拉伸的椭圆形,厚度较低。对于沿机器横向拉伸的椭圆形,可以看到略微改善的pprc。图14显示了卫生纸等级的图,而图15显示了擦手纸等级的图。
[0099]
粗糙纹理化带的点直径对厚度和pprc的影响
[0100]
对于粗糙纹理化带测试的最后一个变量是点直径。这些试验在厚度和pprc方面带来了有趣的发现。观察到厚度随着点直径的增加而增加,直到点直径达到1.73mm为止,此时该厚度达到峰值。对于更大的点直径,厚度减小。pprc曲线还是线性的,pprc随着点直径的增加而增加。这被视为表明直径较大的点允许在点的底部携带更少的水(点深度与直径的比例降低)。在图16和图17中,分别显示了卫生纸和擦手纸的pprc相对于点深度的曲线。
[0101]
粗糙纹理化带的带性质对表面光滑度的影响
[0102]
粗糙纹理化带的带设计对光滑度的影响紧密遵循在精细和中等纹理带上看到的结果。从图18中可以看出,较高的接触面值可以更光滑的片材,而较低的接触面值导致片材的厚度更大,但光滑度更低。当观察点几何形状时,如从图19中所看到的,产生最光滑片材的点再次是沿机器纵向拉伸的椭圆形(图19左侧的点)。点的直径也有一定的影响,较小的点(直径1.34mm)产生了最光滑的片材。据信,较大的点在起皱过程中使袋在某种程度上塌陷。不管是什么原因,都可以看出,更大的点导致片材更不光滑。
[0103]
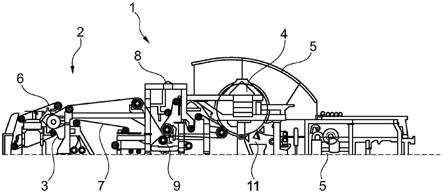
参考图21和图22,示出了用于制造纸巾纸的造纸机1。图21的机器可以被理解为本发明的机器的可能的实施方案,并且本发明的方法可以在如图21所示的这种机器上执行,但是本领域技术人员将理解,该机器可以采取其他形式。
[0104]
在图21和图22的实施方案中,该机器包括具有流浆箱3的成形部2,该流浆箱3被布置成在第一成形织物6和第二成形织物7之间注入浆液(stock)。第二成形织物7可以是吸水毡。起初非常湿的新形成的纤维幅w在毡(例如第二成形织物7)上通过在压榨单元9和压榨单元10之间形成的压榨压区。压榨单元10尤其可以是具有靴辊,其具有靴12和环绕靴12的不透液的柔性带,而压榨单元9可以是压辊。靴辊可以如图22所示放置在较高位置,但是也可以考虑靴辊在较低位置的实施方案。在图22的实施方案中,一个辊是下辊,而另一个是上辊,使得辊的压榨平面基本垂直,但是可以想到其中辊被布置成使得压榨平面不垂直的实施方案。例如,辊可以被布置成使得压榨平面与垂直平面形成一个角度。与垂直的角度可以是例如5
°
至45
°
或甚至大于45
°
。其甚至可以是90
°
。纹理化带8与毡7和纤维幅w一起通过压区。在压区中,带8的纹理化侧面向纤维幅w,并将水从湿的纤维幅w中压出。在压榨单元9和10之间的压区中,纹理化带8也将赋予纤维幅w以纹理/三维结构。在脱水压榨压区之后,将毡7与幅材w分离并且幅材w在带8的下侧行进至抵靠干燥筒4的转印压区(transfer nip)。转印压区在转印压区辊14和干燥筒4之间形成。在转印压区中,将湿的纤维幅被转移到干燥筒的光滑表面,并在干燥筒的外表面上行进,该干燥筒可以是yankee筒。纸幅在干燥筒上被热量干燥。干燥筒的光滑表面有助于将幅材转移到干燥筒。干燥的幅材通过刮刀(doctor)11从干燥筒起皱,并被送至卷取5,该卷取5可以是任何合适的设计。
[0105]
由于参考图1至22所公开的本发明,可以选择带性质,使得期望的性质例如压榨辊
后稠度或pprc达到期望的目标值。如本专利申请中所使用的,pprc是指在幅材被压榨之后但在干燥筒上干燥之前的纤维幅的干燥度。
[0106]
参考图1至22所公开的本发明中使用的纹理化带尤其可以对空气或水为不可渗透或者对空气和水具有低渗透性的带。
[0107]
还应理解,取决于所期望的纸巾纸性质和纸巾纸制造商希望达到的干燥度类型(pprc),可以基于在图1至图20可以看到的结果来选择要在本发明的机器中使用的带的带的类别(精细、中等或粗糙)、点几何形状、接触面和点面积或直径。
[0108]
尽管已经在方法和机器方面描述了参考图1至22所公开的本发明,但应当理解,那些类别仅反映一个和同一发明的不同方面。因此,本发明的方法可以包括这样的步骤,这些步骤将是使用本发明的机器的必然结果,而不管是否已经明确提及了这些步骤。以相同的方式,该机器可以包括用于执行本发明的方法的任何方法步骤的装置,而不管是否已经明确提及了这样的装置。
[0109]
还可以在方法方面来定义参考图1至22所描述的本发明,其中使用第一带来制造第一纸巾纸产品(等级),该第一带具有特定的图案(点深度、接触面、点形状和点面积),并且随后用具有与第一织物/带不同的图案的第二带替换第一带,并使用第二带来制造第二带所适合的第二等级。第一等级可以是例如卫生纸等级,而第二等级可以是擦手纸。
[0110]
在纹理化带方面,还可以将本发明定义为如参考本申请的图1至22所公开的那样,并且申请人保留针对此类结构化带提出权利要求的权利。
[0111]
由于参考图1至20以及图21和22所描述的本发明,还可以选择带的性质,以达到期望的目标性质,例如厚度、光滑度和压榨辊后稠度。
[0112]
可以在参考图1至20所描述的纹理化带的各种实施方案中进行选择,以实现纸巾纸的期望性质和/或实现期望的压榨辊后稠度,并且可以在如图21和图22所示的机器中使用这种纹理化带。参考图1至20所描述的精细纹理带、中等纹理化带和粗糙纹理化带可以用于生产具有良好性质的纸巾纸,但纸巾纸制造商也可以考虑具有其他图案的纹理化带。现在将参考图23至28来描述用于纹理化带的带图案的一些可能的实施方案。图23至28所示的每种纹理化带都可以用在图21和图22所示的机器中,但是根据图23至28的纹理化带具有不同于参考图1至20所描述的纹理化带的性质。
[0113]
现在将参考图23,该图示出了当纹理化带用在如图21所示的机器中时,将面向纤维幅的纹理化带的表面。图23所示的带图案不具有如参考图1至20所公开的类型空腔/点。取而代之的是,图23的带图案由沿机器横向cd延伸的凹槽14形成。在图23中,机器纵向md是当使用纹理化带来制造纸巾纸时纤维幅(和纹理化带)移动的方向,并且机器横向md是垂直于机器纵向md的方向。图23表示包括聚合物材料层(优选聚氨酯)的纹理化带,并且已经通过例如激光或一些其他操作在聚合物材料的层中形成凹槽14。如图23所示,凹槽14由接触面13隔开,并且接触面13的一部分形成正弦形的波形。
[0114]
现在将参考图24,该图更详细地显示了图23中标记为“a”的区域。沿机器纵向md,凹槽14可以以距离gd彼此分开,该距离gd可以适当地在0.6mm至2.0m的范围内,优选地在0.8mm至1.5mm的范围内,甚至更优选地在1.0mm至1.3mm的范围内。在机器纵向上的凹槽宽度wg可以适当地在0.4mm至2mm的范围内,优选地在0.8mm至1mm的范围内,甚至更优选地在的范围内。凹槽14的深度可以适当地在0.15mm至0.70mm的范围内,优选地在0.2mm至0.4mm
的范围内。接触面13可以适当地占与纤维幅接触的纹理化带的该表面的总表面的30%至80%,优选50%至80%。在发明人所考虑的一个实施方案中,凹槽宽度wg可以是0.8mm,而凹槽14之间沿机器纵向的间隔(即,距离gd)可以是1.2mm。在同一个实施方案中,凹槽14沿机器横向cd的最大宽度为20mm,而凹槽14沿机器横向cd的最小宽度为4mm。在同一个实施方案中,正弦波的宽度(即,两个相邻的凹槽14之间沿cd方向的距离)也是4mm。在该实施方案中,凹槽深度可以是0.2mm至0.4mm之间的任何值。例如,其可以是0.3mm。应当理解,图23所示的图案可以仅代表纹理化带的整个机器横向宽度的一部分,并且带的整个机器横向宽度可以在2m至8m的范围内,甚至超过8m。在许多实际的实施方案中,带的机器横向宽度可以在3.5m至6.5m的范围内。例如,它可以是4m、5m或5.5m。当带的图案在纤维幅中压印三维图案时,沿机器横向拉伸/伸长并且被接触面13彼此分开的凹槽14可以产生具有高蓬体(high bulk)的纸巾纸产品。形成沿机器纵向延伸的正弦形波形的接触面13的一部分带来的优点在于,连同随后的起皱和/或卷取,降低了纸幅在机器纵向上被拉出的风险。
[0115]
参考图25,现在将解释另一个实施方案。图25表示结构化带的图案,并显示将与纤维幅相遇的图案。就像图23和24的实施方案一样,图案具有沿机器横向cd延伸的凹槽14。图25的图案中的凹槽与图23的图案中的凹槽14相似,并且沿机器纵向具有与针对图23和24的实施方案所给出的相同尺寸的深度和宽度。与图23和24的图案不同,接触面13不形成正弦形波,而是形成心形图案。就像图23和24的实施方案一样,接触面13包括沿机器纵向md延伸的部分。图25的图案带来与图23和24的图案相同的优点。就像图23和24的结构化带一样,图25的结构化带具有聚合物材料层(例如聚氨酯),并且图25的图案在该聚合物材料层中形成。
[0116]
现在将参考图26解释与图23和24的实施方案相似的另一个实施方案。代替如图25的实施方案中具有心形接触面的图案,接触面14形成环。在图26中,凹槽14显示为黑色,而接触面显示为白色。凹槽14可以具有如参考图23和图24所解释的深度和机器纵向宽度。就像在图23至25的实施方案一样,接触面13沿机器纵向延伸,并给出与图23至25的实施方案相同的优点。具有图26所示图案的结构化带具有聚合物材料层(例如聚氨酯),在该层中形成凹槽14,并且当该带被用在用于制造纸巾纸的机器中时,结构化带的具有带有凹槽14的图案的一侧将面向纤维幅。图26的构造化带也可以用在根据图21的机器中。
[0117]
现在将参考图27来解释另一种带图案。在图27中,凹槽14用黑色/深色表示,而将凹槽14彼此分开的接触面13是白色的。在图27的带的图案中,凹槽14沿机器横向cd延伸,其宽度大大超过它们沿机器纵向md的宽度。通过接触面13将凹槽14沿机器纵向md和沿机器横向cd彼此分开。凹槽14的深度在与参考图23的图案所指示的相同范围内,并且这也适用于凹槽14沿机器纵向md的宽度。在机器纵向上,每个凹槽14的长度可以在例如4mm至16mm的范围内。例如,凹槽的长度可以是6mm、10mm或12mm。然而,也可以考虑沿机器纵向超过16mm的凹槽长度,甚至可能长达30mm。接触面13的多个部分形成沿机器纵向延伸的直线。该特征给出的优点在于,降低了与例如卷取相关的纸幅在机器纵向上被拉出的风险。图27的图案可以用在带上,该带具有聚合物材料层,在该层中形成有图案。聚合物材料可以是聚氨酯。
[0118]
图28示出了与图27相似的图案,除了接触面形成了相对于机器纵向md倾斜的线,即它们相对于机器纵向md成一角度。该角度可以在例如10
°
至60
°
的范围内。例如,其可以是45
°
、30
°
或20
°
。具有图28的图案的带可以具有聚合物材料层,在该层中形成有图案,使得带
的表面将具有该图案。聚合物材料可以是聚氨酯。
[0119]
使用根据图23至28中任何一幅图的图案的带可以优选地对空气和水为不可渗透,或者至少对空气和水具有低渗透性。
[0120]
参考图1至28所讨论的所有带均提供以下优点:可以将三维图案压印到纤维幅中,使得最终的纸巾纸产品将变得更蓬松、更平滑并且具有更好的吸收性。
[0121]
参考图1至20所公开的具有点/空腔的带一起形成第一组带,其可以被称为“点带”。点带(其中点/空腔分布在其幅材接触表面上)使得可以实现最终产品的良好性质。关于点几何形状、接触面、点面积和点深度如何影响压榨辊后干燥度和最终产品的性质的知识还使纸巾纸制造商可以选择最适合于给定的最终产品的带。
[0122]
带有凹槽14(其沿机器横向延伸并且已经参考图23至28进行了描述)的带形成第二组带,其可以被称为“带凹槽的带”。带凹槽的带的共同特点是,长的连续接触面沿机器纵向延伸。这降低了在随后的操作(例如卷取)过程中将已干燥的纸幅抽出的风险。
[0123]
参考图29、图30a和30b、图31a和31b以及图32a和32b,将解释本发明的另一个可能的实施方案/方面。下面将在如何设计纹理化带方面来解释该实施方案,但是应当理解,下面描述的纹理化带可以用在本发明的方法和本发明的机器中,并且关于纹理化带的所有陈述均可以直接适用于本发明的方法和本发明的机器。本发明的用于在纸巾纸的制造过程中在纤维幅中形成三维图案的纹理化带具有一个侧面,当制造纸巾纸时,该侧面旨在与纤维幅接触。参考图29,幅材接触侧面具有空腔94、95、96、97、98、99,这些空腔以这样的方式分布在面向幅材的表面上,使得放置在面向幅材的表面上的假想的网格g将表面分成矩形单元格101、102、103
……
201
……
301
……
401
……
502、503的重复图案。每个单元格包括至少一个空腔94、95、96、97、98、99和周围的接触面la。每个单元格沿机器纵向延伸0.5mm至5mm,优选0.5mm至4mm,甚至更优选0.5mm至3mm。每个空腔的深度优选在0.10mm至0.50mm的范围内。例如,深度可以是0.25mm、0.35mm或0.40mm。每个单元格的接触面la优选地覆盖单元格的总面积的30%至70%。在图29中,箭头y可以代表机器纵向(md)或机器横向cd。
[0124]
从图29中可以看出,单元格可以分布在行a、b、c、d、e中。根据一个实施方案,行a、b、c、d沿机器横向延伸,并且相邻行的单元格(例如,行a和b中的单元格)在机器横向上相对于彼此位移。在该实施方案中,图29中的箭头y表示机器横向(cd)。
[0125]
根据另一个实施方案,单元格101、102、103
……
201
……
301分布在沿机器纵向延伸的行a、b、c、d、e中,并且相邻行a、b、c、d的单元格在机器纵向上相对于彼此位移。在该实施方案中,图29中的箭头y表示机器纵向(md)。
[0126]
现在将参考图30a和图30b解释具有重复图案形式的单元格的实施方案的一些特殊变型。在图30a的实施方案中,每个单元格601、602包括深度不同的两个空腔90、91。可以想象,每个单元格可以有两个以上的空腔/点。图30a从上方显示了带的图案,从而显示了幅材接触表面bk。图30b显示了带的横截面。从图30a和30b中可以看出,空腔90、91具有相同的直径d1,但是具有不同的深度,分别为t1和t2,其中t2>t1。
[0127]
在图31a和31b的实施方案中,两个空腔90、91具有相同的深度t1,但是它们分别具有不同的直径d1和d2,其中d2>d1。
[0128]
在图32a和32b的实施方案中,空腔90、91具有不同的直径d1、d2以及不同的深度t1、t2。
[0129]
通过在同一单元格中(以相同单元格的重复模式)组合不同直径和/或深度的空腔/点,纸巾纸制造商可以微调带的性质。例如,当已知更大的直径导致更大的体积而较小的深度导致更高的光滑度时,这是可能的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1