一种包装袋膜在线冷却装置及其安装方法与流程
[0001]
本发明涉及一种不仅能够高效高质对包装袋膜进行在线冷却,而且能够适合高速生产、节能生产,同时冷却仓拆装方便,同时适用性好的一种包装袋膜在线冷却装置及其安装方法,属于包装袋生产线设备制造领域。
背景技术:
[0002]
在包装袋连续生产过程中,对包装袋膜进行在线热封是现有的主流加工手段,为了确保包装袋膜后续的加工质量,需要在包装袋膜进行在线热封后及时的进行在线冷却,即在包装袋的生产线中的热封工位后设置一个冷却工位。
[0003]
现有的安装在冷却工位的冷却装置主流有两种:一种是采用吹冷风的手段对热封后的包装袋膜进行在线冷却,如cn 210149700 u、名称“一种包装封口冷却装置”,包括机架具有滑杆,第一封头、第二封头滑动 安装在滑杆上,驱动装置驱动所述第一封头、所述第二封头运动;所述第一封头包括:第一安装部上安装有第一加热条、第一封条;所述第二封头包括:第二安装部上安装有伸缩机构、第二封条,所述伸缩机构上安装有第二加热条;所述第二封条内具有进风管道,所述第二封条上表面具有多个出风孔,还包括:冷风机,所述进风管道与冷风机的出风口连通。所述滑杆有两根,两所述滑杆平行设置,两所述滑杆穿过所述第一安装部、第二安装部的两端部。所述驱动装置包括:第一转轴两端部可转动的安装在两所述滑杆上,所述转轴上安装有连杆机构;所述连杆机构包括:安装在所述转轴上的套筒,所述套筒外壁相对安装有两中部杆,两所述中部杆上均通过第二转轴可转动的安装有连接杆;还包括传动部,一所述连接杆的端部通过第三转轴可转动的安装在传动部上;另一所述连接杆的端部通过第四转轴可转动的安装在所述第一安装部上;所述传动部与所述第二安装部之间安装有传动杆。所述驱动装置还包括驱动杆,所述驱动杆通过销轴可转动的安装在所述机架上,所述驱动杆的杆体端部通过关节轴承与所述套筒连接。所述第一加热条、所述第二加热条相对设置;所述第一封条、所述第二封条相对设置。所述伸缩机构为伸缩气缸。其不足之处在于:该种装置不仅能耗较大,而且冷风降温的有效利用率较低,同时该装置无法在高速生产时对包装袋膜进行保质保量的进行冷却。
[0004]
另一种是通过冷压板与热封后的包装袋膜进行接触实现冷却,如cn 201597202 u、名称“一种外包装袋烫边工艺用冷却装置”,包括机架 ,所述机架的中部设有一水平支撑板,该支撑板的上、下方分别设置可升降的冷却板,所述的冷却板上安装循环水通道。所述的上、下冷却板 分别与安装在机架上、下端的气缸连接。所述冷却板的截面呈“凸”字形,冷却板的底面与支撑板板面相匹配。其不足之处在于:该种装置不仅冷却效率较低,而且冷却板在进行冷却工作一段时间后,其冷却效果将无法保持(冷却板是通过吸热对包装袋膜进行冷却的,在工作一定时间后冷却板本身的温度会上来,这样就会影响其对后续包装袋膜进行冷却的质量)。
技术实现要素:
[0005]
设计目的:为避免背景技术中的不足,设计一种不仅能够高效高质对包装袋膜进行在线冷却,而且能够适合高速生产、节能生产,同时冷却仓拆装方便,同时适用性好的一种包装袋膜在线冷却装置及其安装方法。
[0006]
设计方案:为实现上述设计目的。
[0007]
1、所述冷却仓的正面开有第一包装袋膜通孔,所述冷却仓的背面开有第二包装袋膜通孔且第一包装袋膜通孔和第二包装袋膜通孔相互对通;所述冷却仓的仓体内设有多条支撑辊组件且多条支撑辊组件位于第一包装袋膜通孔和第二包装袋膜通孔之间,所述第一包装袋膜通孔的孔底面低于支撑辊组件中的支撑辊辊面的最上端且第一包装袋膜通孔的孔底面与第二包装袋膜通孔的孔底面齐平的设计,是本发明的技术特征之一。这样设计的目的在于:一是使用时,将冷却仓安装在包装袋膜生产线中的冷却工位上,连续的包装袋膜在经过上一道的热压工序后行走至冷却工位,行走的包装袋膜通过第一包装袋膜通孔进入冷却仓内,之后在依次通过冷却仓的仓体内腔及第二包装袋膜通孔后流向下一道工序,由于冷却仓中的冷空气与热封后的包装袋膜进行热交换,使得令热封后的包装袋膜实现在线不间断的冷却,这样不仅提高了包装袋膜的冷却效率,而且确保了包装袋膜的冷却质量;二是冷却仓的仓体内设有多条支撑辊组件且多条支撑辊组件位于第一包装袋膜通孔和第二包装袋膜通孔之间,这样多条支撑辊组件对行走的包装袋膜起到支撑作用,从而避免因包装袋膜下垂(因自身重量和地球引力造成)和冷却仓内冷风的吹动使得包装袋膜与第一包装袋膜通孔的孔壁和第二包装袋膜通孔的孔壁出现刮擦的现象;三是冷却仓的设置,使得包装袋膜的生产速率是可以根据订单量在一定范围内进行调整的,即当订单量少时我们可以降低包装袋膜的行走速度,这样能够延长包装袋膜经过冷却仓的时间,即延长包装袋膜的冷却时间,由于冷却时间的延长,使得冷却仓的设定温度可以相应调高,从而起到节能生产,当订单量大时我们可以提高包装袋膜的行走速度,此时由于包装袋膜经过冷却仓的时间被缩短了,需要调整冷风机的冷风输出量,确保冷却仓能够较为稳定的维持在一个较低的温度设定值上,以确保在高速生产中冷却仓能够保质保量对热封后的包装袋膜进行在线不间断的进行冷却。
[0008]
2、所述支撑辊组件由两个轴承座、两个轴承、一条支撑辊和一个辊套构成,所述两个轴承座的轴承安装孔内分别安装有一个轴承,所述支撑辊通过其一侧端头与一个轴承的通孔插接配合、另一侧端头与另一个轴承的通孔插接配合安装在两个轴承座之间,所述支撑辊的辊体上套装有辊套且辊套为硅胶套的设计,是本发明的技术特征之二。这样设计的目的在于:一是支撑辊组件是从动组件,这样在确保支撑辊能够灵活转动的情况下,能够降低能耗的使用;二是由于辊套为硅胶套,这样支撑辊在与行走的包装袋膜的接触过程中能够带走包装袋膜上的热量,从而加速包装袋膜降温;三是硅胶套质地柔软,两者接触过程中硅胶套不会划伤包装袋膜,特别是高速生产中。
[0009]
3、所述冷却仓的仓体的一侧壁面上设有第一温度传感器、另一侧壁面上设有第二温度传感器,所述第一温度传感器和第二温度传感器分别位于各自壁面的中部的设计,是本发明的技术特征之三。这样设计的目的在于:控制器根据第一温度传感器和第二温度传感器实时上次的数据判断出当前冷却仓内的温度,并根据当前温度与设定温度的差异进行补偿控制,当控制器判断出当前的温度值小于设定温度值时控制器将控制冷风机降低冷风
的输出量起到降低能耗的目的,当控制器判断出当前的温度值大于设定温度值时控制器将控制冷风机增加冷风的输出量,确保冷却仓能够保质保量的对热封后的包装袋膜实现有效冷却,即在确保生产质量的前提下进行节能生产。
[0010]
4、冷却仓的内顶面设有摄像头和照明灯的设计,是本发明的技术特征之四。这样设计的目的在于:冷却仓的内顶面设有摄像头和照明灯,这样工作人员能够实时观察冷却仓内部的工况。
[0011]
5、所述底架中的面板的上端面横向开有两道凹槽且两道凹槽中分别安装有一条举模器,所述底架中的面板的上端面横向开有条形螺栓通孔且条形螺栓通孔贯通面板的上下两端面,所述条形螺栓通孔位于两道凹槽之间且条形螺栓通孔和凹槽平行设置;在冷却仓通过举模器移动到底架上端面的指定位置后使用两块固定块将冷却仓固定在底架上端,所述固定块的下端面开有螺纹孔且螺纹孔内旋设有螺栓的设计,是本发明的技术特征之五。这样设计的目的在于:安装时,将举模器上的一排滚轮实现向上抬升使得滚轮的上端高于底架上端面;之后从底架一侧将冷却仓移入底架上端且冷却仓通过一排滚轮移动到底架上端面的指定位置,之后将举模器上的一排滚轮实现向下回落,此时冷却仓的底面与底架上端面接触;之后将两块固定块放置在冷却仓两侧,之后两块固定块分别通过一枚螺栓固定在底架上;之后将管道的一端与冷风机的出风口固定连接、另一端与冷却仓的进气口固定连接;在需要拆卸时,将两枚螺栓拧出并将两块固定块移除,之后将举模器上的一排滚轮实现向上抬升使得冷却仓被顶起,之后将冷却仓沿滚轮移出底架;实现冷却仓快速、省力的拆装。
[0012]
6、所述冷却仓的两侧外壁面上分别纵向设有一条凸条,所述固定块的一侧侧面开有插槽且插槽贯通固定块的上下两端面,在两个插槽与对应凸条凹凸配合后固定块通过螺栓固定在底架上的设计,是本发明的技术特征之六。这样设计的目的在于:所述冷却仓的两侧外壁面上分别纵向设有一条凸条,所述固定块的一侧侧面开有插槽且插槽贯通固定块的上下两端面,在两个插槽与对应凸条凹凸配合后固定块通过螺栓固定在底架上,这样固定块对冷却仓在水平面上起到前、后、左、右各个方向都起到限位作用。
[0013]
7、所述冷却仓的出气口处设有排风扇的设计,是本发明的技术特征之七。这样设计的目的在于:当订单量大时可以通过提高包装袋膜的行走速度在实现增产,由于速度提升了此时包装袋膜经过冷却仓的时间就被缩短了,这时通孔调整冷风机的冷风输出量,同时通过开启排风扇(排风扇的使用能够令冷却仓内的热空气被及时抽出),确保冷却仓能够较为稳定的维持在一个较低的温度设定值上,同时冷却仓内的温度能够被快速调整,以确保在高速生产中冷却仓始终能够保质保量对热封后的包装袋膜进行在线不间断的进行冷却。
[0014]
8、所述冷却仓包括内壳和外壳,所述内壳的外壁面和外壳的内壁面间设有多个定距连接柱且内壳的外壁面和外壳的内壁面间的空隙中填充有保温材料的设计,是本发明的技术特征之八。这样设计的目的在于:一是在内壳和外壳之间设置保温层,这样能够大大减少冷却仓内的冷气通过仓壳与外界进行热交换,从而降低了冷却仓的使用能耗;二是内壳的外壁面和外壳的内壁面间设有多个定距连接柱,定距连接柱不仅对内壳和外壳起到连接支撑作用,而且能够确保保温层厚度处处一致,从而提高保温层的保温效果。
[0015]
9、所述冷却仓的正面和背面分别设有一个毛刷组件,其中一个毛刷组件位于第一
包装袋膜通孔处、另一个毛刷组件位于第二包装袋膜通孔处的设计,是本发明的技术特征之九。这样设计的目的在于:由于毛刷组件由毛刷板、螺杆和螺帽构成,毛刷板的下端设有软毛刷头,毛刷板中的板柄的正面开有螺杆通孔且螺杆通孔贯通板柄的正反两面;螺杆固定安装在冷却仓的正面或背面,毛刷板通过螺杆通孔与螺杆插接配合安装在冷却仓的外侧面,毛刷板通过螺帽在螺杆上旋紧实现固定安装,且此时毛刷板的软毛刷头与行走通过冷却工位的包装袋膜接触,这样毛刷板能够对包装袋膜进行除尘,避免上一道工序沾染的灰尘进入冷却仓(第一包装袋膜通孔处的毛刷板),以及冷却工位沾染的灰尘流入下一道工序(第二包装袋膜通孔处的毛刷板)
‘
另外,由于毛刷板对包装袋膜通孔起到一定遮挡功能,这样能够进一步减少冷气从第一包装袋膜通孔和第二包装袋膜通孔溢出。
[0016]
技术方案1:一种包装袋膜在线冷却装置,包括冷风机、底架和冷却仓,所述冷却仓设置在底架的上端且冷却仓的一侧设有进气口、另一侧设有出气口,所述冷风机的出风口通过管道与冷却仓的进气口接通,所述冷却仓的正面开有第一包装袋膜通孔,所述冷却仓的背面开有第二包装袋膜通孔且第一包装袋膜通孔和第二包装袋膜通孔相互对通;所述冷却仓的仓体内设有多条支撑辊组件且多条支撑辊组件位于第一包装袋膜通孔和第二包装袋膜通孔之间,所述第一包装袋膜通孔的孔底面低于支撑辊组件中的支撑辊辊面的最上端且第一包装袋膜通孔的孔底面与第二包装袋膜通孔的孔底面齐平。
[0017]
技术方案2:一种包装袋膜在线冷却装置的安装方法,步骤一,将举模器上的一排滚轮实现向上抬升使得滚轮的上端高于包装袋膜生产线中的冷却工位的底架上端面;步骤二,从底架一侧将冷却仓移入底架上端且冷却仓通过一排滚轮移动到底架上端面的指定位置,之后将举模器上的一排滚轮实现向下回落,此时冷却仓的底面与底架上端面接触;步骤三,将两块固定块放置在冷却仓两侧且固定块中的插槽与对应凸条凹凸配合,之后两块固定块分别通过一枚螺栓固定在底架上;步骤四,将管道的一端与冷风机的出风口固定连接、另一端与冷却仓的进气口固定连接。
[0018]
本发明与背景技术相比,一是在线冷却装置采用冷却仓进行冷却,这样不仅能够高效高质对包装袋膜进行在线冷却,而且能够适合高速生产、节能生产;二是在线冷却装置中举模器和固定块的设置,提高了冷却仓拆装便捷度;三是在线冷却装置中毛刷组件的设置,不仅提高了装置的适用,而且能够提高装置的使用效果。
附图说明
[0019]
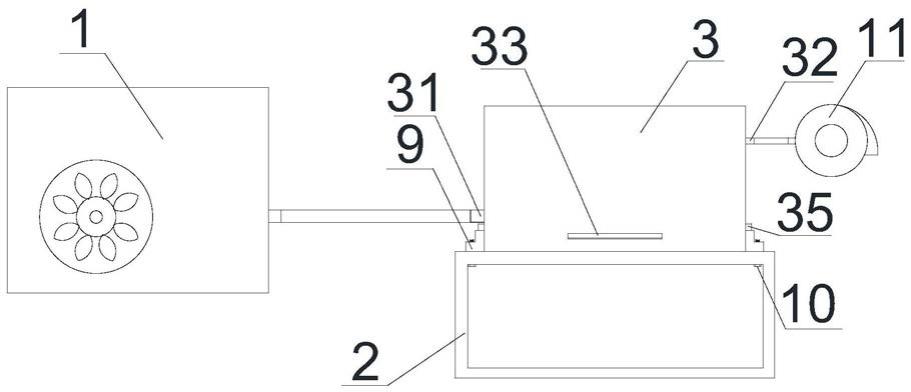
图1是一种包装袋膜在线冷却装置的主视结构示意图。
[0020]
图2是冷却仓的左视结构示意图。
[0021]
图3是冷却仓的右视结构示意图。
[0022]
图4是冷却仓的剖视结构示意图。
[0023]
图5是支撑辊和辊套装配后的侧视结构示意图。
[0024]
图6是轴承座和轴承装配后的主视结构示意图。
[0025]
图7是底架的俯视结构示意图。
[0026]
图8是固定块的立体结构示意图。
[0027]
图9是冷却仓(安装毛刷组件)的主视结构示意图。
[0028]
图10是图9中a部放大图。
具体实施方式
[0029]
实施例1:参照附图1-图8。一种包装袋膜在线冷却装置,包括冷风机1、底架2和冷却仓3,所述冷却仓3设置在底架2的上端且冷却仓3的一侧设有进气口31、另一侧设有出气口32,所述冷风机1的出风口通过管道与冷却仓3的进气口31接通,所述冷却仓3的正面开有第一包装袋膜通孔33,所述冷却仓3的背面开有第二包装袋膜通孔34且第一包装袋膜通孔33和第二包装袋膜通孔34相互对通,所述第一包装袋膜通孔33贯通所在冷却仓3壁面的正反两面,所述第二包装袋膜通孔34贯通所在冷却仓3壁面的正反两面,即第一包装袋膜通孔33与冷却仓3的仓体内腔相互贯通,第二包装袋膜通孔34与冷却仓3的仓体内腔相互贯通,所述第一包装袋膜通孔33的尺寸和第二包装袋膜通孔34的尺寸相互相同;所述冷却仓3的仓体内设有多条支撑辊组件4且多条支撑辊组件4位于第一包装袋膜通孔33和第二包装袋膜通孔34之间,所述支撑辊组件4中的支持辊43的对称中心线与第一包装袋膜通孔33的横截面平行,所述第一包装袋膜通孔33的孔底面低于支撑辊组件4中的支撑辊43辊面的最上端且第一包装袋膜通孔33的孔底面与第二包装袋膜通孔34的孔底面齐平,所述第一包装袋膜通孔33的孔顶面高于支撑辊组件4中的支持辊43辊面的最上端,第一包装袋膜通孔33的孔顶面与第二包装袋膜通孔34的孔顶面齐平。
[0030]
所述支撑辊组件4由两个轴承座41、两个轴承42、一条支撑辊43和一个辊套44构成,所述两个轴承座41的轴承安装孔内分别安装有一个轴承42,所述支撑辊43通过其一侧端头与一个轴承42的通孔插接配合、另一侧端头与另一个轴承42的通孔插接配合安装在两个轴承座41之间,所述支撑辊43的辊体上套装有辊套44且辊套44为硅胶套,所述支撑辊组件4中的支撑辊为从动辊。
[0031]
所述冷却仓3的仓体的一侧壁面上设有第一温度传感器5、另一侧壁面上设有第二温度传感器6,所述第一温度传感器5和第二温度传感器6分别位于各自壁面的中部。还包括控制器,所述第一温度传感器5的信号输出端和第二温度传感器6的信号输出端分别通过数据线与控制器的信号输入端连接,所述控制器能够控制排风扇11的启停及风量大小,所述排风扇11为风量可调扇,风量可调扇为现有技术,故对其在此不再赘述。所述冷却仓3的上端面开有检修门,所述冷却仓3的内顶面设有摄像头7和照明灯8,所述摄像头7的设置使得工作人员能够实时观察冷却仓3内部的工况。
[0032]
所述底架2中的面板的上端面横向开有两道凹槽21且两道凹槽21中分别安装有一条举模器22,所述底架2中的面板的上端面横向开有条形螺栓通孔23且条形螺栓通孔23贯通面板的上下两端面,所述条形螺栓通孔23位于两道凹槽21之间且条形螺栓通孔23和凹槽21平行设置;在冷却仓3通过举模器22移动到底架2上端面的指定位置后使用两块固定块9将冷却仓3固定在底架2上端,所述固定块9的下端面开有螺纹孔91且螺纹孔91内旋设有螺栓10。所述冷却仓3的两侧外壁面上分别纵向设有一条凸条35,所述固定块9的一侧侧面开有插槽92且插槽92贯通固定块的上下两端面,在两个插槽92与对应凸条35凹凸配合后固定块9通过螺栓10固定在底架2上。
[0033]
所述冷却仓3的出气口32处设有排风扇11,所述排风扇11 可以根据需要开启、关闭以及调整输出风量。所述冷却仓3包括内壳36和外壳37,所述内壳36的外壁面和外壳37的内壁面间设有多个定距连接柱且内壳36的外壁面和外壳37的内壁面间的空隙中填充有保温材料,所述保温材料为保温棉。
[0034]
使用时,将冷却仓3安装在包装袋膜生产线中的冷却工位上,连续的包装袋膜(包装袋膜在制袋过程中连续的,在生产线的末端工位实现包装袋的切分)在经过上一道的热压工序后行走至冷却工位,行走的包装袋膜通过第一包装袋膜通孔33进入冷却仓3内,之后在依次通过冷却仓3的仓体内腔及第二包装袋膜通孔34后流向下一道工序;控制器根据第一温度传感器5和第二温度传感器6实时上次的数据判断出当前冷却仓3内的温度,并根据当前温度与设定温度的差异进行补偿控制,控制器可以以第一温度传感器5当前测得值和第二温度传感器6当前测得值的平均值作为当前冷却出3的当前温度值;当控制器判断出当前的温度值小于设定温度值(即冷却仓3内的温度低于设定温度)时控制器将控制冷风机1降低冷风的输出量起到降低能耗的目的,当控制器判断出当前的温度值大于设定温度值(即冷却仓3内的温度高于设定温度)时控制器将控制冷风机1增加冷风的输出量,确保冷却仓3能够保质保量的对热封后的包装袋膜实现有效冷却;另外,冷却仓3的设置,使得包装袋膜的生产速率是可以根据订单量在一定范围内进行调整的,即当订单量少时我们可以降低包装袋膜的行走速度,这样能够延长包装袋膜经过冷却仓3的时间,即延长包装袋膜的冷却时间,由于冷却时间的延长,使得冷却仓3的设定温度可以相应调高,从而起到节能生产,当订单量大时我们可以提高包装袋膜的行走速度,此时由于包装袋膜经过冷却仓3的时间被缩短了,需要调整冷风机1的冷风输出量,同时控制器也控制排风扇11工作,确保冷却仓3内的热空气被及时抽出,确保冷却仓能够较为稳定的维持在一个较低的温度设定值上,以确保在高速生产中冷却仓3能够保质保量对热封后的包装袋膜进行在线不间断的进行冷却。
[0035]
实施例2:在实施例1的基础上,参照附图9和图10。所述冷却仓3的正面和背面分别设有一个毛刷组件12,其中一个毛刷组件12位于第一包装袋膜通孔33处、另一个毛刷组件12位于第二包装袋膜通孔33处;所述毛刷组件12由毛刷板121、螺杆122和螺帽123构成,所述毛刷板121的下端设有软毛刷头,所述毛刷板121中的板柄的正面开有螺杆通孔124且螺杆通孔124贯通板柄的正反两面,所述螺杆通孔124为纵向设置的条形通孔;所述螺杆122固定安装在冷却仓3的正面或背面,所述毛刷板121通过螺杆通孔124与螺杆122插接配合安装在冷却仓3的外侧面(冷却仓3正面的外侧面或者冷却仓3背面的外侧面),所述毛刷板121通过螺帽123在螺杆122上旋紧实现固定安装,且此时毛刷板121的软毛刷头与行走通过冷却工位的包装袋膜接触,由于螺杆通孔124为条形通孔,即毛刷板121的高度是可调的,这样毛刷板121能够更好的为不同厚度尺寸包装袋膜接触进行除尘,从而提高装置的适用性,同时毛刷板121的遮挡能够进一步减少冷气从第一包装袋膜通孔33和第二包装袋膜通孔34溢出。
[0036]
实施例3:在实施例1和实施例2的基础上。一种包装袋膜在线冷却装置的安装方法,步骤一,将举模器22上的一排滚轮实现向上抬升使得滚轮的上端高于包装袋膜生产线中的冷却工位的底架2上端面;步骤二,从底架2一侧将冷却仓3移入底架2上端且冷却仓3通过一排滚轮移动到底架2上端面的指定位置,之后将举模器22上的一排滚轮实现向下回落,此时冷却仓3的底面与底架2上端面接触(此时滚轮的上端低于包装袋膜生产线中的冷却工位的底架2上端面);步骤三,将两块固定块9放置在冷却仓3两侧且固定块9中的插槽92与对应凸条35凹凸配合,之后两块固定块9分别通过一枚螺栓10固定在底架2上;步骤四,将管道的一端与冷风机1的出风口固定连接、另一端与冷却仓3的进气口31固定连接,实现冷却仓3快速安装;在需要拆卸时,将两枚螺栓10拧出并将两块固定块9移除,之后将举模器22上的
一排滚轮实现向上抬升使得冷却仓3被顶起,之后将冷却仓3沿滚轮移出底架2,实现冷却仓3快速拆卸。
[0037]
需要理解到的是:上述实施例虽然对本发明的设计思路作了比较详细的文字描述,但是这些文字描述,只是对本发明设计思路的简单文字描述,而不是对本发明设计思路的限制,任何不超出本发明设计思路的组合、增加或修改,均落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1