一种用于造纸生产中的纸机真空自动控制系统的制作方法
1.本实用新型属于纸机湿部真空系统的技术领域,尤其是涉及一种用于造纸生产中的纸机真空自动控制系统。
背景技术:
2.造纸行业纸机湿部脱水元件需要真空,例如网部高低真空吸水箱,真空伏辊,还有压部的压榨毛毯及压部转移等。造纸企业大量使用水环真空泵和透平风机。水环真空泵设备效率低,能耗高,噪音大,耗水量多,运维成本高,转速无法调节,只能通过阀门来改变真空度,造成极大的能耗浪费。透平风机在运行时是恒真空度控制方式,生产不同纸张时需要人为去改变真空泵的转速以达到节能目的,浪费人力的同时也会造成生产工艺的波动,降低运行稳定性。
技术实现要素:
3.有鉴于此,本实用新型旨在提出一种用于造纸生产中的纸机真空自动控制系统,以解决现有纸机内部真空度不容易改变,同时使用水环真空泵设备效率低,能耗高,噪音大,耗水量多,运维成本高,转速无法调节的问题。
4.为达到上述目的,本实用新型的技术方案是这样实现的:
5.一种用于造纸生产中的纸机真空自动控制系统,包括工控机和检测控制单元,检测控制单元包括控制器及其分别信号连接的纸张检测单元、真空度检测单元、人机交互界面、变频器,变频器信号连接至透平真空泵,透平真空泵连接至纸机湿部真空抽吸箱,纸机湿部真空抽吸箱内部安装真空度检测单元,控制器信号连接至工控机。
6.进一步的,所述检测控制单元为多组时,多组所述检测控制单元互相并联,且分别通过控制器信号连接至工控机。
7.进一步的,所述控制器信号连接至交换机,交换机信号连接至网关,网关通过信号线连接至外部的变频器,变频器信号连接至透平真空泵。
8.进一步的,所述检测控制单元的电路包括直流电路和交流电路,其中v0为直流电路的0v,v+是直流电路的24v;v0和v+之间设有互相并联连接的触摸屏、控制器、仪表负载、交换机和网关,其中触摸屏、控制器、仪表负载、交换机和网关均通过熔断器连接至v+,仪表负载为并联连接的纸张检测单元和真空度检测单元,v0通过直流开关dc1连接至火线l11,火线l11经过旋钮开关s1、断路器qf1后连接至火线l,零线n11通过直流开关dc1经过所述断路器qf1后直接连接至零线n,火线l和零线n组成的交流电路之间还设有指示灯rd。
9.进一步的,所述人机交互界面安装在控制箱表面,控制器和变频器均安装在控制箱内。
10.进一步的,所述透平真空泵通过抽吸辊连接至纸机湿部真空抽吸箱。
11.进一步的,所述纸张检测单元为纸张定量在线测量仪。
12.进一步的,所述真空度检测单元为真空度传感器。
13.相对于现有技术,本实用新型所述的用于造纸生产中的纸机真空自动控制系统具有以下优势:
14.(1)本实用新型所述的用于造纸生产中的纸机真空自动控制系统,能够根据不同纸张特性自动调节真空度,以达到精确控制的纸机湿部真空度,能够节能降耗,降低人工成本,并提高运行稳定性。
15.(2)本实用新型所述的用于造纸生产中的纸机真空自动控制系统,通过性强,适用范围广泛,真空泵的转速可调,大大提高了设备的使用效率和使用范围,耗能少,同时延长了设备使用寿命。
附图说明
16.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
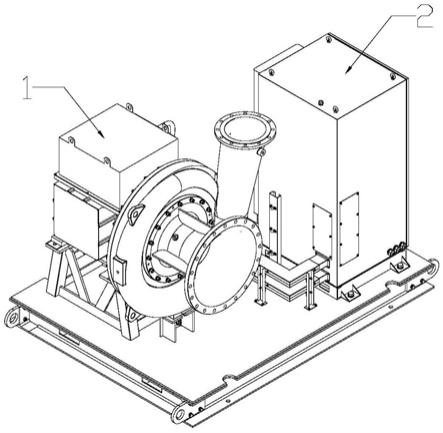
17.图1为本实用新型实施例所述的用于造纸生产中的纸机真空自动控制系统的示意图;
18.图2为本实用新型实施例所述的用于造纸生产中的纸机真空自动控制系统的控制原理框图;
19.图3为本实用新型实施例所述的用于造纸生产中的纸机真空自动控制系统的电气原理图。
20.附图标记说明:
21.1-透平真空泵;2-控制箱。
具体实施方式
22.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
24.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
25.下面将参考附图并结合实施例来详细说明本实用新型。
26.名词解释:
27.l线:火线;
28.n线:零线。
29.一种用于造纸生产中的纸机真空自动控制系统,如图1至图3所示,包括工控机、透平真空泵1、控制器、人机交互界面、纸张检测单元和真空度检测单元,控制器分别信号连接至工控机、纸张检测单元和真空度检测单元、人机交互界面、变频器,变频器信号连接至透平真空泵1,透平真空泵1连接至纸机湿部真空抽吸箱,纸张检测单元用于在线测量纸数量;真空度检测单元安装在纸机湿部真空抽吸箱内,用于检测纸机湿部真空抽吸箱的真空度。
30.所述用于造纸生产中的纸机真空自动控制系统包括工控机和若干互相并联设置的检测控制单元,每个检测控制单元均包括一个控制器、一个透平真空泵1、一个人机交互界面、一个纸张检测单元、一个真空度检测单元和一个纸机湿部真空抽吸箱,控制器分别信号连接至工控机、纸张检测单元和真空度检测单元、人机交互界面、变频器,变频器信号连接至透平真空泵1,透平真空泵1连接至纸机湿部真空抽吸箱,纸张检测单元用于在线测量纸数量;真空度检测单元安装在纸机湿部真空抽吸箱内,用于检测纸机湿部真空抽吸箱的真空度。
31.控制器信号连接至交换机,交换机信号连接至网关,网关通过信号线连接至外部的变频器,变频器信号连接至透平真空泵1。交换机用增加了各电气元器件直接的接口,同时减少了控制箱2内部线缆布线的数量,减少了散热源,有利于延长控制箱2内设备的寿命。
32.人机交互界面的使用类型为工业人机界面hmi,具体以触摸屏的形式被操作使用。
33.在一个或多个实施例中,其电气连接原理如图3所示,v0直流24v的0v;v+是直流24v的24v;dc1为直流开关,其型号为edr-120-24;v0和v+之间设有互相并联连接的触摸屏、控制器、仪表负载、交换机和网关,其中触摸屏、控制器、仪表负载、交换机和网关均通过熔断器fu连接至v+,熔断器用于保护负载;仪表负载可以为一条或多条并联的检测负载,具体的为:仪表负载为纸张检测单元和真空度检测单元,v0和v+通过直流开关dc1连接至火线和零线,具体的为,v0连接至火线l11,火线l11经过旋钮开关s1、断路器qf1后连接至火线l,零线n11经过所述断路器qf1后直接连接至零线n,火线l和零线n直接还设有指示灯rd,用于显示目前线路的连接状态。
34.工控机为工业控制中常用的pc机。实施例中的网关和交换机,在工业中常用的具有接口转换功能的各种类型均可以。
35.透平真空泵1通过抽吸辊连接至纸机湿部真空抽吸箱。
36.人机交互界面安装在控制箱2表面,控制器和变频器均安装在控制箱2内。
37.在一个或多个实施例中,纸张检测单元为纸张定量在线测量仪,其型号优先选用hyd—c。控制器为plc,控制器的型号为simatic s7-300。透平真空泵1的型号为亿昇ev,变频器的型号为eg100s—4t。真空度检测单元为真空度传感器,常用的压阻式真空传感器均可用于检测。
38.一种用于造纸生产中的纸机真空自动控制系统的工作原理为:
39.纸张定量在线测量仪采集纸张定量信号;该信号经纸张定量在线测量仪处理后转化为标准信号,如4-20ma的传输信号,并将上述标准信号传输至控制器;控制器分别连接纸张定量在线测量仪和变频器,控制器一方面接收纸张定量在线测量仪标准信号,另一方面
还要接收来自变频器的运行、停止、故障和频率反馈等信号,控制器根据实时输入的信号调整向变频器发出的控制信号,如变频器的启停、正反转和输出频率等;而变频器依来自控制器的控制信号改变输出至磁悬浮鼓风机的三相交流电频率;磁悬浮透平真空泵在变频器的驱动下提高或降低自身转速,以改变纸机湿部真空抽吸点的真空度。
40.具体的以一个状态为例:纸张定量在线测量仪和真空度传感器将检测到的信号实时传递给控制器,控制器将采集的两个数据对比,当纸张定量在线测量仪的数据大于真空度传感器的数据时,控制器判断需要降低纸机湿部真空抽吸箱内的真空度,控制器控制变频器动作,变频器驱动透平真空泵1降低自身转速,以改变纸机湿部真空抽吸点的真空度。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1