PET/PTT双组分舒弹丝制备工艺的制作方法
pet/ptt双组分舒弹丝制备工艺
技术领域
1.本发明属于纤维材料制备装置技术领域,具体为pet/ptt双组分舒弹丝制备工艺。
背景技术:
2.当前,普通聚酯纤维由于附加值低、同质化程度高而逐渐在市场上趋于饱和,差别化聚酯纤维如自卷曲纤维的研究与开发日益重要。通常卷曲纤维是通过纤维的卷曲发生装置使其发生物理机械作用而产生永久性卷曲形貌,而自卷曲纤维则无需进行专门的卷曲处理,仅需牵伸、热处理即可使得其潜在卷曲显现,能够显著降低纤维的加工成本。并列型聚对苯二甲酸乙二醇酯(pet)/聚对苯二甲酸丙二醇酯(ptt)即利用pet组分与ptt组分间存在较大的热收缩性能差异,使纤维纵向呈现出三维螺旋状卷曲结构。这种高度卷曲衍生出的大幅延伸性和高弹性回复率使得该纤维具有了替代氨纶等常规弹性纤维的潜质,能够用于梭织和针织结构弹性织物的织造,且与氨纶或锦包氨纱线相比,具有原料成本低、能够实现熔纺、生产效率高、弹性持久性好、耐氯漂洗、耐老化等优势,因此成为近年来的开发热点。
3.现有的pet/ptt双组分舒弹丝工艺未有发生突破,其制备的舒弹丝的应用范围已经接近停滞,制备的舒弹丝的承压能力不强,其短丝填充若要保障合适的承压能力就需要大量的挤压填充,提高了产品成本,同时也限制了其使用范围。
技术实现要素:
4.为了解决上述问题,本发明提供一种pet/ptt双组分舒弹丝制备工艺,该工艺制备的pet/ptt双组分舒弹丝具有较强的强度和舒弹性,同时还具有较好的支撑力,具有更加广泛的应用范围,且制备的长丝具有调温功能,冬暖夏凉;制备的短丝具有极轻的重量、较高的强度和隔热保温能力。
5.本发明采用的技术方案如下:
6.pet/ptt双组分舒弹丝制备工艺,包括以下依序进行的步骤:
7.①
将ptt切片采用固相增粘处理和干燥处理后通过螺杆挤压机a挤入副箱体;
8.②
将pet切片经预结晶处理和干燥处理后通过螺杆挤压机b挤入主箱体;
9.③
副箱体中的ptt熔体和主箱体中的pet熔体分别经ptt计量泵和pet计量泵在喷丝头中汇合并喷出形成复合丝线;
10.④
复合丝线通过牵伸处理和热处理形成卷曲舒弹结构。
11.其中,步骤
③
中在ptt和pet喷出之时,两者之间还同步喷出一第三熔体形成夹持在ptt丝线和pet丝线之间的加强丝线。
12.其中,所述加强丝线的直径小于ptt丝线和pet丝线结合面的高度,使pet丝线和ptt丝线同时包覆加强丝线。
13.其中,所述加强丝线成分为芳香族聚酞胺纤维、聚苯硫醚微纤维、橡胶缩聚物共混物弹性纤维、芳纶纤维、聚醚醋酸胺弹性纤维或凝胶。
14.其中,在长丝状态下所述加强丝线为未经干燥处理的凝胶丝。
15.其中,所述凝胶丝为二氧化硅纳米纤维基弹性凝胶或纤维素纳米纤丝凝胶。
16.其中,所述步骤
③
中的喷丝头的喷丝孔具有y形导流道;y形导流道两个进流口分别加压挤入pet和ptt熔体,在两进流口之间设置有一挤出针;挤出针挤出凝胶流体,pet熔体和ptt熔体三者在y形导流道出口汇聚喷出。
17.其中,在步骤
④
的牵伸处理之后或在热处理之后将复合丝线切断成短丝线,并进行烘干处理以释放凝胶中的溶剂;释放溶剂后的凝胶形成弹性气凝胶。
18.其中,所述ptt切片和pet切片的干燥处理采用真空转鼓干燥工艺,pet切片干燥温度150℃~160℃,干燥时间15h~19h;ptt切片干燥温度120℃~135℃,干燥时间15h~19h。
19.其中,步骤
①
的固相增粘工艺为:预结晶阶段温度为150℃~160℃,时间4min~5min;结晶阶段温度为190℃~210℃,时间50min~65min;预热阶段温度为190℃~210℃,时间30min~40min;反应阶段温度为200℃~220℃,时间12h~13h;冷却阶段温度为50℃~60℃,时间为22h~24h。
20.综上所述,由于采用了上述技术方案,本发明的有益效果是:
21.1、本发明的工艺制备的pet/ptt双组分舒弹丝具有较强的强度和舒弹性,同时还具有较好的支撑力,具有更加广泛的应用范围,且制备的长丝具有调温功能,冬暖夏凉;制备的短丝具有极轻的重量、较高的强度和隔热保温能力。
22.2、本发明利用了pet和ptt具有不同的热力学性能,具有不同的收缩性能,在热处理或经过牵伸作用后纤维在内应力作用下形成类似羊毛细而密的卷曲形态从而具有良好的弹性和蓬松性,结合了双组份各自的优点,手感比涤纶变形丝更柔软,弹性回复率比pet和ptt纤维更好,耐氯性、耐老化性优于氨纶纤维。
23.3、本发明的工艺在ptt丝线和pet丝线之间引入加强丝线,一方面可以增加复合丝线的整体强度,另一方面作为中介可以扩大ptt丝线和pet丝线的结合面积,从而提高整体复合丝线的结合强度;此外,加强丝线采用可转化为弹性气凝胶的凝胶材质,在不影响复合丝线拉伸能力的同时提供一定的支撑能力,虽然降低了部分卷曲能力,但提高了卷曲后的抗压能力,从而具有更强的支撑性能;在长丝状态下,由于凝胶被ptt和pet包覆,因此凝胶内部锁住的溶剂不易泄露挥发,因此使长丝,特别是用长丝制备的衣物或织品的比热容较普通衣物大,具有良好的调温能力,冬暖夏凉,无论制备衣物、地毯、窗帘、面布等具有广泛的市场;而在短丝状态下,由于凝胶中的溶剂具有释放的通道,较易释放,因此在烘干工艺下凝胶中的溶剂挥发,被空气取代,因此形成了气凝胶,且形成的气凝胶为具有良好弹性的气凝胶,因此不仅不会影响短丝,特别是短丝填充的羽绒服、枕头、抱枕、沙发、床垫、被子等的弹性,而且反而能够提高弹性和支撑力,较普通舒弹丝在用量更少的情况下具有更好的舒弹性和接触感,抗压能力更强,回复力更好;同时由于气凝胶超强的隔热保温特性,因此填充制备的衣物或用品具有较强的隔热保温性能,同样具有广泛的用途。
附图说明
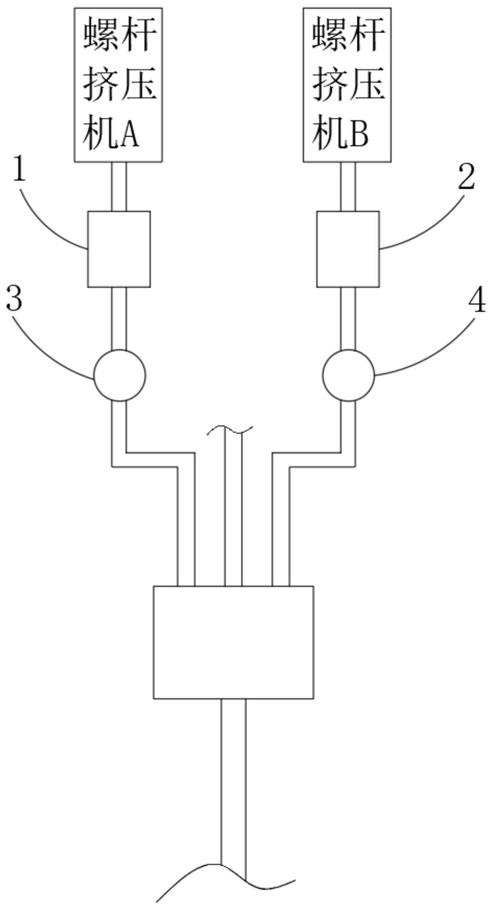
24.图1为本发明的工艺示意图;
25.图2为本发明的喷丝头的结构示意图;
26.图3为本发明的复合丝线的截面示意图。
27.图中标记:1、副箱体;2、主箱体;3、ptt计量泵;4、pet计量泵;5、ptt丝线;6、pet丝
线;7、加强丝线;8、y形导流道;9、进流口;10、挤出针。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
29.参照图1至3:pet/ptt双组分舒弹丝制备工艺,包括以下依序进行的步骤:
30.①
将ptt切片采用固相增粘处理和干燥处理后通过螺杆挤压机a挤入副箱体1;
31.②
将pet切片经预结晶处理和干燥处理后通过螺杆挤压机b挤入主箱体2;
32.③
副箱体1中的ptt熔体和主箱体2中的pet熔体分别经ptt计量泵3和pet计量泵4在喷丝头中汇合并喷出形成复合丝线;
33.④
复合丝线通过牵伸处理和热处理形成卷曲舒弹结构。
34.利用pet和ptt这两种组分的热收缩率不同,通过并列复合纺丝,获得具有自卷曲能力、可提供优良弹性的并列复合双组分纤维。由于两组份热收缩率的差异在后处理过程中被释放出来从而产生了永久性的二维螺旋卷曲。收缩率较高的在螺旋的内侧,收缩率较低的在螺旋外侧。
35.进一步的,步骤
③
中在ptt和pet喷出之时,两者之间还同步喷出一第三熔体形成夹持在ptt丝线5和pet丝线6之间的加强丝线7。
36.进一步的,所述加强丝线7的直径小于ptt丝线5和pet丝线6结合面的高度,使pet丝线6和ptt丝线5同时包覆加强丝线7。
37.进一步的,所述加强丝线7成分为芳香族聚酞胺纤维、聚苯硫醚微纤维、橡胶缩聚物共混物弹性纤维、芳纶纤维、聚醚醋酸胺弹性纤维或凝胶。
38.进一步的,在长丝状态下所述加强丝线7为未经干燥处理的凝胶丝。
39.在ptt丝线5和pet丝线6之间引入加强丝线,一方面可以增加复合丝线的整体强度,另一方面作为中介可以扩大ptt丝线5和pet丝线6的结合面积,从而提高整体复合丝线的结合强度;此外,加强丝线7采用可转化为弹性气凝胶的凝胶材质,在不影响复合丝线拉伸能力的同时提供一定的支撑能力,虽然降低了部分卷曲能力,但提高了卷曲后的抗压能力,从而具有更强的支撑性能;在长丝状态下,由于凝胶被ptt和pet包覆,因此凝胶内部锁住的溶剂不易泄露挥发,因此使长丝,特别是用长丝制备的衣物或织品的比热容较普通衣物大,具有良好的调温能力,冬暖夏凉,无论制备衣物、地毯、窗帘、面布等具有广泛的市场。
40.进一步的,所述凝胶丝为二氧化硅纳米纤维基弹性凝胶或纤维素纳米纤丝凝胶。
41.进一步的,所述步骤
③
中的喷丝头的喷丝孔具有y形导流道8;y形导流道8两个进流口9分别加压挤入pet和ptt熔体,在两进流口9之间设置有一挤出针10;挤出针10挤出凝胶流体,pet熔体和ptt熔体三者在y形导流道8出口汇聚喷出。
42.进一步的,在步骤
④
的牵伸处理之后或在热处理之后将复合丝线切断成短丝线,并进行烘干处理以释放凝胶中的溶剂;释放溶剂后的凝胶形成弹性气凝胶。在短丝状态下,由于凝胶中的溶剂具有释放的通道,较易释放,因此在烘干工艺下凝胶中的溶剂挥发,被空气取代,因此形成了气凝胶,且形成的气凝胶为具有良好弹性的气凝胶,因此不仅不会影响短丝,特别是短丝填充的羽绒服、枕头、抱枕、沙发、床垫、被子等的弹性,而且反而能够提高
弹性和支撑力,较普通舒弹丝在用量更少的情况下具有更好的舒弹性和接触感,抗压能力更强,回复力更好;同时由于气凝胶超强的隔热保温特性,因此填充制备的衣物或用品具有较强的隔热保温性能,同样具有广泛的用途。
43.进一步的,所述ptt切片和pet切片的干燥处理采用真空转鼓干燥工艺,pet切片干燥温度150℃~160℃,干燥时间15h~19h;ptt切片干燥温度120℃~135℃,干燥时间15h~19h。
44.进一步的,步骤
①
的固相增粘工艺为:预结晶阶段温度为150℃~160℃,时间4min~5min;结晶阶段温度为190℃~210℃,时间50min~65min;预热阶段温度为190℃~210℃,时间30min~40min;反应阶段温度为200℃~220℃,时间12h~13h;冷却阶段温度为50℃~60℃,时间为22h~24h。
45.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1