一种预取向丝的热拉伸加工方法与流程
1.本发明一种预取向丝的热拉伸加工方法涉及的是一种用于预取向丝(poy)进行加工的方法。
背景技术:
2.预取向丝(poy)为经高速纺丝获得的取向度在未取向丝和拉伸丝之间的未完全拉伸的化纤长丝。其具有耐热性、耐光性、耐腐蚀性强、易洗快干等特点外,还具有膨松性高、隔热性好、手感舒适、光泽柔和等特点。其在现代的弹性面料中具有广泛的应用,但现有的预取向丝加工方法还存在着能耗大、效率低、拉伸指标偏低的缺点,所以有必要设计出一种新的加工方法来满足实际的需求。
技术实现要素:
3.本发明有鉴于此,提供了一种预取向丝的热拉伸加工方法,能够又快又好地满足预取向丝的加工要求。
4.一种预取向丝的热拉伸加工方法,依次具有热伸加工、摇袜检测和打包入库这三个步骤;具体步骤如下:步骤(1)、热伸加工上料
→
加弹机上热箱加热
→
加捻变形
→
下热箱定型
→
加入防静电处理剂
→
卷洗成型;其中,上料为将待热伸加工的半消光poy丝装入机架上;将抽取的半消光poy丝通过加弹机上热箱进行加热,在高温的作用下,半消光poy丝通过加捻器加捻变形,在完成加捻变形后,再通过下热箱进行定型,定型后在表面吸附防静电处理剂,用于消除静电;并通过卷辊卷绕成型步骤(2)、摇袜检测剥丝
→
摇袜
→
目视检测
→
色差判别;抽取部分样品,将最外层的成品丝抽取出,并利用长筒摇袜机纺织成长筒状编织物,待纺织到预定长度,剪取一段并投入染料池内上色,经高温加热后,将上色后的长筒状编织物烘干,并通过目视检测,纺织出的长筒状编织物有无起毛,并且通过与色卡相比,有无掉色、染色不均匀或色差的现象,若有,则该产品不合格,若无则产品合格;步骤(3)、打包入库套袋
→
装箱
→
入库;将经检验合格的产品套上透明塑料袋,并装入纸箱封口,进而送入库房。
5.在加弹机上热箱加热的温度为168℃-176℃,优选为170℃-174℃。
6.下热箱的加热温度为148℃-162℃,优选为150℃-156℃。
7.所述的加弹机上热箱采用电加热。
8.所述的下热箱采用电加热。
9.所述的长筒摇袜机为市售产品。
10.所述的加捻器为现有产品。
11.利用本发明能够又快又好地完成预取向丝的热拉伸生产,具有良好的使用和推广价值。
附图说明
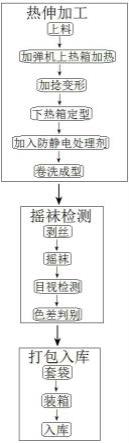
12.以下将结合附图对本发明作进一步说明:图1为本发明一种预取向丝的热拉伸加工方法的工作流程示意图。
具体实施方式
13.参照附图1,一种预取向丝的热拉伸加工方法,依次具有热伸加工、摇袜检测和打包入库这三个步骤;具体步骤如下:步骤(1)、热伸加工上料
→
加弹机上热箱加热
→
加捻变形
→
下热箱定型
→
加入防静电处理剂
→
卷洗成型;其中,上料为将待热伸加工的半消光poy丝装入机架上;将抽取的半消光poy丝通过加弹机上热箱进行加热,在高温的作用下,半消光poy丝通过加捻器加捻变形,在完成加捻变形后,再通过下热箱进行定型,定型后在表面吸附防静电处理剂,用于消除静电;并通过卷辊卷绕成型步骤(2)、摇袜检测剥丝
→
摇袜
→
目视检测
→
色差判别;抽取部分样品,将最外层的成品丝抽取出,并利用长筒摇袜机纺织成长筒状编织物,待纺织到预定长度,剪取一段并投入染料池内上色,经高温加热后,将上色后的长筒状编织物烘干,并通过目视检测,纺织出的长筒状编织物有无起毛,并且通过与色卡相比,有无掉色、染色不均匀或色差的现象,若有,则该产品不合格,若无则产品合格;步骤(3)、打包入库套袋
→
装箱
→
入库;将经检验合格的产品套上透明塑料袋,并装入纸箱封口,进而送入库房。
14.在加弹机上热箱加热的温度为168℃-176℃,优选为170℃-174℃。
15.下热箱的加热温度为148℃-162℃,优选为150℃-156℃。
16.所述的加弹机上热箱采用电加热。
17.所述的下热箱采用电加热。
18.所述的长筒摇袜机为市售产品。
19.所述的加捻器为现有产品。
20.利用本发明所生产的预取向丝成品经测试,其牵伸参数可达1.7-1.95,纤度达到52dt,克重52dt,捻度1.4,长度不小于90万米。
技术特征:
1.一种预取向丝的热拉伸加工方法,其特征在于:依次具有热伸加工、摇袜检测和打包入库这三个步骤;具体步骤如下:步骤(1)、热伸加工上料
→
加弹机上热箱加热
→
加捻变形
→
下热箱定型
→
加入防静电处理剂
→
卷洗成型;其中,上料为将待热伸加工的半消光poy丝装入机架上;将抽取的半消光poy丝通过加弹机上热箱进行加热,在高温的作用下,半消光poy丝通过加捻器加捻变形,在完成加捻变形后,再通过下热箱进行定型,定型后在表面吸附防静电处理剂,用于消除静电;并通过卷辊卷绕成型;步骤(2)、摇袜检测剥丝
→
摇袜
→
目视检测
→
色差判别;抽取部分样品,将最外层的成品丝抽取出,并利用长筒摇袜机纺织成长筒状编织物,待纺织到预定长度,剪取一段并投入染料池内上色,经高温加热后,将上色后的长筒状编织物烘干,并通过目视检测,纺织出的长筒状编织物有无起毛,并且通过与色卡相比,有无掉色、染色不均匀或色差的现象,若有,则该产品不合格,若无则产品合格;步骤(3)、打包入库套袋
→
装箱
→
入库;将经检验合格的产品套上透明塑料袋,并装入纸箱封口,进而送入库房。2.根据权利要求1所述的一种预取向丝的热拉伸加工方法,其特征在于:在加弹机上热箱加热的温度为168℃-176℃。3.根据权利要求1所述的一种预取向丝的热拉伸加工方法,其特征在于:下热箱的加热温度为148℃-162℃。4.根据权利要求1所述的一种预取向丝的热拉伸加工方法,其特征在于:所述的加弹机上热箱采用电加热。5.根据权利要求1所述的一种预取向丝的热拉伸加工方法,其特征在于:所述的下热箱采用电加热。
技术总结
本发明一种预取向丝的热拉伸加工方法涉及的是一种用于预取向丝(POY)进行加工的方法。一种预取向丝的热拉伸加工方法,依次具有热伸加工、摇袜检测和打包入库这三个步骤;具体步骤如下:步骤(1)、热伸加工;上料
技术研发人员:丁杰
受保护的技术使用者:江苏巽鼎新材料科技有限公司
技术研发日:2022.05.10
技术公布日:2022/7/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1