一种多合一注塑激光扫描镜座、包含它的激光扫描镜头及激光扫描镜头的装配方法与流程
[0001]
本发明涉及一种多合一注塑激光扫描镜座、包含它的激光扫描镜头及激光扫描镜头的 装配方法,属于激光扫描镜座领域。
背景技术:
[0002]
激光加工是利用激光束与物质相互作用的特性,对材料(包括金属与非金属)进行打 标、切割、焊接、清洗、钻孔及微加工等,被誉为“永不磨损的万能加工工具”。激光加工 作为光学专业在生产中最常用的应用,激光加工设备行业的发展对促进科学技术的发展和 进步、推动对传统工业改造升级、智能制造加速国防技术的现代化发挥了积极的作用。智 能制造的核心之一是光电技术,而光电技术的核心之一正是激光技术。近几年推出的光纤 激光器,已经是工业激光市场中绝对的主力,又进一步推动了激光加工技术的大发展。激 光精密加工和微细加工技术将是发展重点,其在电子、半导体、通讯、光存储、微机械制 造、生物、环境等行业的进一步推广和使用,将为传统加工方式创造前所未有的可能性。 激光加工的自动化、集成化和智能化水平持续提高,在与工业机器人结合的基础上,实现 三维的焊接、打标、切割等多维加工,激光技术的适用性和应用领域会不断拓展。激光技 术在工业中的应用已经无处不在,智能化将带来激光加工行业的发展机遇。
[0003]
激光扫描镜头也称为平场聚焦镜、场镜、或f-theta聚焦镜。激光扫描镜头作为常见 的工业激光加工镜头,常被应用于激光打标、焊接、雕刻等领域,常与激光振镜搭配使用, 其功能是将激光能量聚焦于被加工工件表面,而且在扫描镜头的扫描范围内(也就是工作 平面内),聚焦点的光斑大小要均匀一致。针对不同波长(355nm、532nm、1064nm、9.3μm、 10.6μm等),应用于不同的材料(塑料、皮革、木材、各类金属等),激光扫描镜头的应 用范围非常的广,且出货量巨大,使用前景也非常广阔。
[0004]
激光扫描镜头由光学镜片和镜座组装而成,需要合理设计镜座,并让镜头满足各种光 学设计指标,以应用于各种激光加工设备上。现有技术中,镜座和扫描镜头往往是一一对 应的关系,即一个镜座只对应一个扫描镜头,镜座所用材质多为金属材料,生产成本高, 工艺复杂,加重了企业的生产负担。
技术实现要素:
[0005]
本发明提供一种多合一注塑激光扫描镜座、包含它的激光扫描镜头及激光扫描镜头的 装配方法,一个镜座可适用于多种不同焦距的光学镜片的组装,形成多款不同焦距的激光 扫描镜头,且主镜座为一体注塑结构,显著降低了企业的生产成本。
[0006]
为解决上述技术问题,本发明所采用的技术方案如下:
[0007]
一种多合一注塑激光扫描镜座,包括主镜座;主镜座为一体注塑结构;主镜座内侧设 有沿轴向依次设置的窗口安装区和两个以上的透镜安装区;窗口安装区外侧设有沿主镜座 周边安装的外压圈;相邻两个透镜安装区之间设有沿主镜座周边安装的隔圈;与窗口
安装 区相邻的透镜安装区的外侧设有沿主镜座周边安装内压圈;主镜座、内压圈和外压圈同时 适用于两种以上不同焦距的扫描镜头。
[0008]
上述主镜座为一体注塑结构,也即采用注塑工艺一次成型,大大简化了镜座的制备工 艺和制作成本,降低了企业的生产成本,为企业带来非常显著的经济效益;上述一种镜座 可适于多种不同焦距的扫描镜头,与现有一种镜座只能对应一种扫描镜头相比,显著简化 了制备工艺,降低了生产成本,总之,本申请的改进在商业上获得了非常显著的成功。
[0009]
本申请多合一注塑激光扫描镜座的前端外侧,需要与激光振镜使用转接圈连接,因此 需要注塑为与激光振镜相匹配的形状,镜座与激光振镜的匹配连接为现有常识,本申请不 再赘述。从透镜安装区到窗口安装区的方向,为从前端到后端的方向,也是各区从内侧到 外侧的方向。
[0010]
本申请通过改变透镜安装区上透镜(根据不同曲率的透镜)即可得到不同焦距的扫描 镜头,当透镜变化时,只需改变相邻透镜之间的隔圈以确保相应的间隔,主镜座、内压圈 和外压圈是通用的。
[0011]
本申请多合一指一款镜座可同时用于两个以上不同焦距的扫描镜头。
[0012]
上述主镜座注塑所用材质优选为酚醛塑料。由于扫描镜头使用激光加工,在使用过程 中,激光会产生高温,而且本申请使用了注塑工艺对主镜座进行加工,经注塑材料进行耐 高温等试验,发现酚醛塑料完全满足激光加工需求,酚醛塑料的特性为:可连续耐温 140℃,短时耐温400℃,具有较强的机械强度,良好的绝缘性,耐腐蚀,比重1.45g/cm3; 采用酚醛塑料,相比正常使用的6061铝金属材料,轻了50%左右;绝缘性高可以保证使 用时更加的安全可靠;耐高温性可以保证在镜头使用过程中不会因为温度过高导致材料变 形的问题;注塑难度不大,注塑成型后飞边、毛刺现象不多。将注塑工艺用于激光扫描镜 座的加工,之前并没有经验可以借鉴,选择酚醛塑料既轻,又安全,还不会变形。
[0013]
为了满足日常需求,透镜安装区有两个,分别为第一透镜安装区和第二透镜安装区。 当然也可根据不同镜头镜片数量,设计相应数量的透镜安装区。
[0014]
一种激光扫描镜头,包括上述多合一注塑激光扫描镜座,每个透镜安装区均安装有透 镜,相邻的透镜之间利用隔圈间隔固定;与窗口安装区相邻的透镜安装区上的透镜外侧利 用内压圈固定;窗口安装区安装有窗口片,窗口片外侧利用外压圈固定。
[0015]
为了降低成本,不同焦距的激光扫描镜头:主镜座、窗口片、内压圈和外压圈均通用, 不同的仅为透镜和透镜之间的间隔,因此只需改变相邻透镜之间的隔圈以确保相应的间 隔。
[0016]
当透镜的外径小于所在透镜安装区的内径时,透镜和所在透镜安装区之间设有定位 圈,也即利用隔圈填充透镜与透镜安装区之间的空隙,实现定位。
[0017]
为了满足日常需求,透镜安装区有两个,分别为第一透镜安装区和第二透镜安装区, 第一透镜安装区上装有第一透镜,第二透镜安装区上装有第二透镜,主镜座内侧沿轴向依 次为第一透镜、第二透镜和窗口片,第一透镜内侧和窗口片的内侧均利用一节台阶限位。
[0018]
作为本申请的一种实现方案,第一透镜的外径为40~44mm,第二透镜的外径为 48~52mm,窗口片的外径为58~62mm;窗口片所用材质为h-k9l,厚度为2
±
0.2mm。
[0019]
为了降低成本,不同焦距的激光扫描镜头:主镜座、窗口片、内压圈和外压圈均通
半径为-36.60768
±
0.01mm,第一像侧面的曲率半径为-43.01527
±
0.01mm,第二物侧面的曲 率半径为-162.4423
±
0.01mm,第二像侧面的曲率半径为-87.11303
±
0.01mm,第一透镜的厚 度为8.178142
±
0.01mm,第一像侧面与第二物侧面之间的中心间隔为0.3
±
0.01mm,第二 透镜的厚度为3.524675
±
0.01mm;第一透镜和第二透镜所用材质均为h-k9l;第一透镜与 第二透镜之间的隔圈为隔圈三。
[0026]
上述三种不同焦距的激光扫描镜头,只有隔圈宽度有区别,以确保不同焦距的第一透 镜和第二透镜之间的间隔,其余均可共用。
[0027]
上述激光扫描镜头的装配方法,其特征在于:先在主镜座的透镜安装区依次安装透镜, 每相邻的透镜之间利用隔圈间隔固定,最后一片透镜外侧利用内压圈固定;再在主镜座的 窗口安装区安装窗口片,使用外压圈压紧窗口片,即可完成镜座的安装。简单、方便,效 率高。
[0028]
针对上述激光扫描镜头的焦距分别为是280mm、420mm和560mm的激光扫描镜头, 先在主镜座的第一透镜安装区安装第一透镜,然后安装隔圈,再在主镜座的第二透镜安装 区安装第二透镜,并用内压圈压紧第二透镜;最后在主镜座的窗口安装区安装放置窗口片, 再使用外压圈压紧窗口片,即可完成镜座的安装。
[0029]
本发明未提及的技术均参照现有技术。
[0030]
本发明多合一注塑激光扫描镜座,可以用一款扫描镜座同时满足多款扫描镜片扫描镜 头,大大降低了生产成本,节约资源,减少资金投入;另外,因为扫描镜座是常见的工业 激光加工镜头,需求和出货量巨大,本申请的主镜座采用了注塑工艺,即使用了塑料压模 的方式来制造镜座,进一步降低了生产成本,提高了生产效率,为企业创造更多的效益。
附图说明
[0031]
图1为实施例中焦距为280mm的激光扫描镜片示意图;
[0032]
图2为实施例中焦距为420mm的激光扫描镜片示意图;
[0033]
图3为实施例中焦距为560mm的激光扫描镜片示意图;
[0034]
图4为实施例中三种不同焦距激光扫描镜片对比示意图,实线为280mm焦距,点划 线为420mm焦距,虚线为560mm焦距镜片。
[0035]
图5为实施例中三合一注塑激光扫描镜座与激光振镜使用转接圈连接示意图;
[0036]
图6为实施例中焦距为280mm的激光扫描镜片和主镜座装配示意图;
[0037]
图7为实施例中焦距为420mm的激光扫描镜片和主镜座装配示意图;
[0038]
图8为实施例中焦距为560mm的激光扫描镜片和主镜座装配示意图;
[0039]
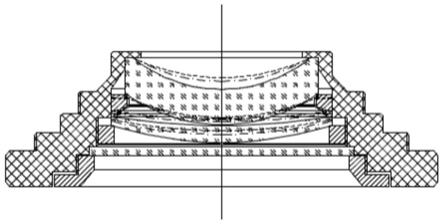
图9为实施例中三种焦距的激光扫描镜片和镜座装配对比示意图;
[0040]
图10为实施例中若第一透镜外径偏小时,激光扫描镜片与主镜座装配示意图。
[0041]
图中,1为第一透镜,2为第二透镜,3为窗口片,4为主镜座,5为转接圈,6为激 光振镜,7为隔圈,8为内压圈,9为外压圈,10为定位圈。
具体实施方式
[0042]
为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明的内容 不仅仅局限于下面的实施例。
[0043]
如图5-9所示,一种多合一注塑激光扫描镜座,包括主镜座;主镜座为一体注塑结构, 所用材质为酚醛塑料;主镜座内侧设有沿轴向依次设置的第一透镜安装区、第二透镜安装 区和窗口安装区;第一透镜安装区上装有第一透镜,第二透镜安装区上装有第二透镜,第 一透镜和第二透镜之间利用隔圈隔离;第二透镜外侧利用内压圈固定;窗口安装区安装有 窗口片,窗口片外侧利用外压圈固定,内压圈和外压圈与主镜座之间的螺纹连接;主镜座 内侧沿轴向依次为第一透镜、第二透镜和窗口片,第一透镜内侧和窗口片的内侧均利用一 节台阶限位。
[0044]
上述三合一激光扫描镜座可以满足一款镜座与三种规格的激光扫描镜头的镜片相适 配,且如图5所示,镜座的前端可与激光振镜适配,镜座的前端与激光振镜使用转接圈连 接,也即镜座的外形根据与激光振镜的匹配连接设计即可,镜座与激光振镜的匹配参照现 有技术即可,需要避免镜座与振镜之间产生干涉,同时要保证两个设计指标,即x1≤21mm 以及x2=26mm(激光振镜包含x,y两块振镜,x1指y振镜中心与第一透镜中心的距离, x2指y振镜中心与激光振镜端面之间的距离,x1为光学设计指标,x2为机械设计指标);
[0045]
上述一款镜座可同时适用于如图1-3所示的三种不同焦距光学系统(激光扫描镜片) 的安装,三种焦距分别为280mm,420mm或560mm,对应扫描范围分别是: 200mm*200mm,300mm*300mm,400mm*400mm;图4为三种不同焦距激光扫描镜片对 比示意图。图6,7,8分别为三种不同焦距的激光扫描镜片被安装在同一个三合一激光扫 描镜座中的装配示意图,图9为三种焦距的激光扫描镜片和镜座装配对比示意图。
[0046]
表1 焦距为280mm的光学系统的参数:
[0047][0048][0049]
表2 焦距为420mm的光学系统的参数:
[0050]
序号曲率半径mm厚度mm材料外径mm1-40.8 70158.75h-zf52402-46.868190.3 443-170.03392.95h-zf52504-105.67681 505infinity2h-k9l606infinity461.0773 60ima(像面)standardinfinity
ꢀꢀ
[0051]
表3 焦距为560mm的光学系统的参数:
[0052]
序号曲率半径mm厚度mm材料外径mm1-36.607688.178142h-k9l402-43.015270.3 443-162.44233.524675h-k9l504-87.113031 505infinity2h-k9l606infinity604.0831 60imastandardinfinity
ꢀꢀ
[0053]
上述表1-3中,从物方到像方,第一透镜的两侧面依次为第一物侧面和第一像侧面, 第二透镜的两侧面依次为第二物侧面和第二像侧面,窗口片的两侧面依次为第三物侧面和 第三像侧面,序号1对应第一物侧面,序号2对应第一像侧面,序号3对应第二物侧面, 序号4对应第二像侧面,序号5对应第三物侧面,序号6对应第三像侧面;序号1对应的 厚度为第一透镜的中心厚度,序号2对应的厚度为第一透镜与第二透镜之间的中心间隔, 序号3对应的厚度为第二透镜的中心厚度,序号4对应的厚度为第二透镜与窗口片之间的 中心间隔,序号5对应的厚度为窗口片的中心厚度,序号6对应的厚度为窗口片与像面之 间的中心间隔;infinity为无穷大,表示该面为平面;standard为标准结构;
[0054]
表4 280mm焦距镜片使用上述多合一镜座和使用现有普通金属镜座装配后对比测试结果
[0055][0056]
由表4可看出,使用本申请多合一镜座装配280mm焦距镜片和使用普通金属镜座装 配280mm焦距镜片,对比测试结果显示:最大可使用幅面相同;使用分光光度计测试镜 头在650nm波长下的透过率很接近;使用激光功率计测试镜头在1064nm波长下的五点 透过率,本申请多合一镜座均相对更高;光斑圆度ok;综合评价本申请多合一镜座的数 据甚至更好,证明本申请多合一镜座可代替普通金属镜座装配280mm焦距镜片。
[0057]
表5 420mm焦距镜片以及560mm焦距镜片使用上述多合一镜座装配后测试结果
[0058][0059]
由表5可看出,使用多合一镜座分别装配420mm焦距镜片和560mm焦距镜片,测 试结果显示:最大可使用幅面均达到使用要求;使用分光光度计测试镜头在1064nm波长 下的透过率,均可达到99.5%以上,达到发货要求;使用激光功率计测试镜头在1064nm 波长下的五点透过率,均达到96.9%以上,达到发货要求;光斑圆度均ok,各项测试数 据均合格,达到发货要求,证明多合一镜座可代替普通金属镜座装配420mm焦距镜片以 及560mm焦距镜片。
[0060]
综上,这款多合一镜座分别组装三组不同焦距的镜片,对各项数据进行测试,均能达 到或好于原有三款镜头的测试结果,达到了发货的水平,实现多合一镜座对金属镜座的替 代。
[0061]
上述多合一镜座采用酚醛塑料注塑成型,经实践验证,相比正常使用的6061铝金属 材料,轻了50%左右;使用时更加的安全可靠;在镜头使用过程中不会因为温度过高导 致材料变形的问题;注塑成型后飞边、毛刺现象少。
[0062]
表6为主镜座采用注塑加工和现有金属加工的成本比较
[0063]
工艺时间(个/天)材料成本(元/吨)重量(g/个)注塑加工240200079.1金属加工2015300147.3相对减少量91.67%86.93%46.30%
[0064]
由表6可看出,本申请使用注塑工艺后,每天加工镜座的数量由原先的20个增加到 240个,同比增加了91.67%;加工的材料成本,由原先的15300元/吨减少到现在的2000 元/吨,且现有技术中使用金属材料加工时会有浪费,而注塑加工工艺是一体成型的,材 料利用率更高,因此材料成本费用同比减少86.93%;而且镜座的重量由原先的147.3g减 少到现在的79.1g,同比减少了46.3%,镜座更轻,且更耐用了,安全性也更高;最重要 的是,该款镜座为多合一镜座,一款镜座可以适配多款镜片,实现了主镜座、压圈等零件 的通用,节约了公司的生产成本。
[0065]
上述为三种不同焦距光学系统(激光扫描镜片)的第一透镜的外径之间外径均相同和 第二透镜的外径之间外径均相同的情况,当出现透镜外径与主镜座之间不匹配的情况时, 如,焦距为的420mm的第一透镜的外径与主镜座之间是相互匹配的,而焦距为280mm 的第一透镜的外径大于焦距为的420mm的第一透镜的外径,可以焦距为的420mm的第 一透镜作为基准,通过沿周边打磨的方式将焦距为280mm的第一透镜的外径磨小、使其 与主镜座之间相互匹配;如图10所示,若焦距为的420mm的第一透镜的外径与主镜座 之间是相互
匹配的,而焦距为280mm的第一透镜的外径小于焦距为的420mm的第一透 镜的外径,可以焦距为的420mm的第一透镜作为基准,通过在焦距为280mm的第一透 镜的外围设置定位圈的方式、使其与主镜座之间相互匹配,第一透镜和第二透镜之间的隔 圈的选择要确保能对第一透镜和第二透镜均能形成稳定限位。
[0066]
上述三种不同焦距的光学系统在安装时,除了隔圈宽度不同外,其它均通用,因此在 组装时,只需要根据对应的焦距区别不同宽度的隔圈即可;另外,由于该主镜座采用注塑 工艺,为了满足日常生产使用需求,且由于注塑工艺的特性,螺纹应省去退刀槽设计,镜 座和各零件的壁厚满足实际加工和使用要求即可,打标的内容可以通过压模的方式直接印 在零件上,另注塑工艺需要预留注胶孔,在设计时考虑到美观问题,注胶孔应通过设计被 外压圈遮挡起来。
[0067]
装配时,根据不同的焦距,先选择安装第一透镜,再选择隔圈,放置第二透镜,然后 使用内压圈压紧第二透镜,最后放置窗口片,再使用外压圈压紧窗口片,即可完成镜座的 安装。可以看到,除了隔圈宽度和镜片不同,主镜座、内压圈、外压圈和窗口片都是可以 通用的。上述可以用一款扫描镜座同时满足三款扫描镜片扫描镜头,大大降低了生产成本, 节约资源,减少资金投入。另外主镜座采用了注塑工艺,即使用了塑料压模的方式来制造 镜座,相比机械金属加工,注塑工艺更加简单,可以节约时间,减少人工成本,且可以进 一步降低生产成本,为企业创造了更多的效益。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1