工装机构及制动闸片装配设备的制作方法
1.本发明涉及机械装配技术领域,尤其涉及一种工装机构及制动闸片装配设备。
背景技术:
2.在制动闸片的装配过程中存在如下工序:需要将如图1和图2所示的众多卡圈400一一对应的套设在如图3至图5所示的制动闸片500的众多柱体501上。
3.现有技术中,将卡圈400装入制动闸片500的柱体501上的工序均采用人工方式,具体地,人手直接施力或者手持钳体使卡圈400中部所形成的环部405膨胀,然后,使卡圈400的中部对准柱体501并套设于柱体501上,然后,撤销施力,卡圈400收缩而使得环部405嵌设于柱体501的环状的安装槽5011中。
4.采用人工方式将众多卡圈一一对应的套设于柱体上的方式工作效率低,增加了劳动成本。
5.申请人致力于利用机械设备使卡圈持续且自动的装入制动闸片的柱体上,可以理解地,所利用的设备需要包括:用于将卡圈持续的运送到指定位置的输送机构、用于将运送至指定位置的卡圈装入制动闸片的工装机构、以及使得制动闸片上的各个柱体均能够被装入卡圈并能够取走装配完成的制动闸片和提供未装配的制动闸片的移动机构。
6.本技术用于提供工装机构以使卡圈自动的装入制动闸片的柱体上。
技术实现要素:
7.鉴于现有技术存在的上述问题,本发明的目的在于提供一种工装机构及制动闸片装配设备以解决现有技术中的上述的问题。
8.为了实现上述目的,本发明采用如下技术方案。
9.一种工装机构,其用于将卡圈套设于制动闸片的柱体上,所述卡圈具有相对的翘曲侧和平整侧,所述翘曲侧具有向内延伸且高于所述平整侧的两个延伸段,两个所述延伸段限定出导向槽以及位于所述导向槽中部的环部,所述工装机构包括:
10.压装机构;
11.驱动机构,其用于驱动所述压装机构竖直的靠近或远离所述制动闸片的所述柱体;其中:
12.所述压装机构包括:
13.保持部件,其连接至所述驱动机构;
14.作动部件,其设置于所述保持部件的下方;
15.冲柱,其上端连接至所述保持部件的中部;其中:
16.所述作动部件的中部开设有导向腔,所述导向腔的内壁形成有导向肋条;所述导向肋条轴向延伸且其两端均伸出所述作动部件;通过使所述卡圈的导向槽与所述导向肋条相对而使得所述导向槽径向的滑入所述导向肋条以进入所述导向腔;
17.所述导向肋条的两侧均形成有相连接的锥面和柱面,所述锥面位于所述柱面的上
方,所述柱面延伸至所述导向肋条的下端;
18.所述冲柱与所述导向腔相对,所述冲柱上具有与所述导向肋条轴向相对的避让沟槽;当所述驱动部件驱动所述压装机构下移而使得所述作动部件的导向肋条的下端抵靠于所述柱体的上端时,借由所述驱动部件的继续驱动而使所述冲柱的下端推抵所述卡圈沿所述导向肋条下移,并通过所述锥面和所述柱面而使所述卡圈的环部膨胀以能够套设于所述柱体上。
19.优选地,所述压装机构还包括自所述作动部件的外侧径向贯通至所述导向腔内的通槽;所述通槽的顶壁上形成有导向条,所述导向条的下端与所述通槽的底壁具有允许所述卡圈的平整侧通过的预设距离,所述导向条与所述导向肋条相对,以使得卡圈借由所述导向条与所述导向槽配合而通过所述通槽滑入至所述导向腔中并使得所述导向肋条插入至所述导向槽中。
20.优选地,所述导向肋条的下端形成有定位锥柱;所述定位锥状用于与制动闸片的柱体的上端面的锥孔配合。
21.优选地,所述导向肋条的下端与所述卡圈的两个延伸段对应的位置形成有限位条;所述限位条具有斜切面。
22.优选地,所述压装机构还包括安装孔和传感器;所述安装孔径向的贯通至所述导向腔;所述传感器伸入至所述安装孔中,所述传感器用于感应所述导向腔中是否具有卡圈;当所述传感器感应到所述导向腔中具有卡圈,所述驱动机构驱动所述压装机构下移。
23.优选地,所述压装机构还包括结合部件;所述结合部件位于所述作动部件的上方并与所述作动部件固定连接;其中:
24.所述通槽由所述结合部件与所述作动部件围成。
25.优选地,
26.所述作动部件与所述保持部件之间设置有多个弹簧;多个所述弹簧围绕所述冲柱周向均布。
27.所述保持部件与所述作动部件之间设置有多个导向柱,多个所述导向柱围绕所述冲柱周向均布,且所述导向柱的上端穿设所述保持部件;其中:
28.所述导向柱的上端设置有限位部件。
29.优选地,所述作动部件的上端和下端均形成有轴向延伸的护套。
30.优选地,所述驱动机构包括:
31.安装板;
32.气缸,其固定于所述安装板的上方,所述气缸的活塞杆穿设所述安装板并连接至所述压装机构。
33.本发明还公开了一种制动闸片装配设备,包括上述的工装机构。
34.与现有技术相比较,本发明提供的工装机构及制动闸片装配设备具有的优点是:
35.1、工装机构中的压装机构通过设置导向肋条以及在导向肋条上设置锥面,进而能够使卡圈膨胀以方便装入制动闸片的卡槽。
36.2、通过在压装机构一侧设置通槽,并使通槽与导向部相对,进而使从指定位置吐出的卡圈自动进入压装机构中。
37.3、工装机构与送料机构配合使得卡圈得以持续、自动的装入制动闸片的柱体上。
38.4、本发明所提供的制动闸片装配设备能够实现卡圈与制动闸片的自动装配流水线。
39.应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本发明。
40.本发明中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
41.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所发明的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置或方法的穷尽或排他实施例。
42.图1为卡圈的立体结构示意图。
43.图2为卡圈的平面结构示意图。
44.图3为制动闸片的立体结构示意图。
45.图4为图3的局部b的放大视图。
46.图5为图3的a-a向剖视图。
47.图6为本发明的实施例所提供的制动闸片装配设备的立体结构示意图。
48.图7为本发明的实施例所提供的输送机构的一个视角的立体结构示意图。
49.图8为本发明的实施例所提供的输送机构中的送料机的立体结构示意图。
50.图9为图8的d-d向剖视图。
51.图10为图7的局部c的放大视图。
52.图11为本发明的实施例所提供的输送机构的另一个视角的立体结构示意图。
53.图12为图11的局部e的放大视图。
54.图13为本发明的实施例所提供的输送机构的矫正机构中的压头的结构示意图。
55.图14为压头底部的凸条伸入至卡圈的导向槽的状态视图。
56.图15为本发明的实施例所提供的输送机构中的导向机构在运送卡圈时的状态视图。
57.图16为图15的局部f的放大视图。
58.图17为图16的g向视图。
59.图18为本发明的实施例所提供的输送机构中的导向机构将卡圈吐出的状态视图。
60.图19为图18的局部h的放大视图。
61.图20为本发明的实施例所提供的输送机构与工装机构之间的位置关系视图。
62.图21为图20的局部i的放大视图。
63.图22为本发明的实施例所提供的输送机构与制动闸片之间的位置关系视图。
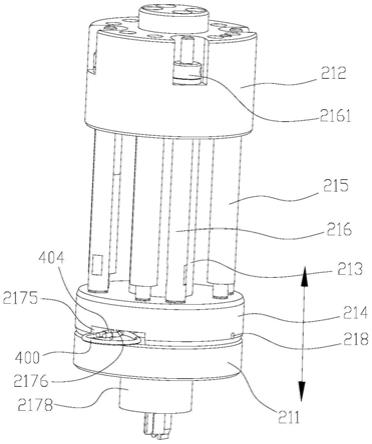
64.图23为本发明的实施例所提供的工装机构的立体结构示意图。
65.图24为本发明的实施例所提供的工装机构的压装机构中的作动部件与卡圈之间
的一个相对位置关系视图(卡圈未滑入导向腔)。
66.图25为本发明的实施例所提供的工装机构的压装机构中的作动部件与卡圈之间的另一个相对位置关系视图(卡圈滑入导向腔)。
67.图26为本发明的实施例所提供的工装机构的压装机构中的作动部件的立体结构示意图(卡圈滑入导向腔)。
68.图27为本发明的实施例所提供的工装机构的压装机构中的冲柱的立体结构示意图。
69.图28为本发明的实施例所提供的工装机构的压装机构中的冲柱位于作动部件的导向腔上方的状态视图。
70.图29为冲柱推抵卡圈的状态视图。
71.图30为图29的局部j的放大视图。
72.图31为本发明的实施例所提供的输送机构、工装机构与移动机构中的水平移动机构的相互位置关系视图。
73.图32为本发明的实施例所提供的移动机构的立体结构示意图。
74.图33为本发明的实施例所提供的移动机构中的水平移动机构的一个视角的立体结构示意图。
75.图34为本发明的实施例所提供的移动机构中的水平移动机构的另一个视角的立体结构示意图。
76.图35为本发明的实施例所提供的移动机构中的吊运机构的立体结构示意图。
77.图36为本发明的实施例所提供的移动机构的吊运机构中的夹持机构的立体结构示意图。
78.图37为本发明的实施例所提供的移动机构中的定位工装机构的立体结构示意图。
79.附图标记:
80.100-输送机构;110-送料机;111-收纳部;112-螺旋槽;120-引导部;121-沉槽;1211-斜面;122-第一引导槽;123-第二引导槽;130-导向机构;131-导向平台;132-导向部;133-导向条;134-气缸;1341-活塞杆;1342-滑块;1343-滑轨;135-推板;1351-弧形缺口;136-固定条;137-行程开关;138-安装架;139-垫板;1391-传感器;1392-限位柱;1393-气缸;140-矫正机构;141-压头;1411-凸条;142-气缸;200-工装机构;210-压装机构;211-作动部件;212-保持部件;213-冲柱;2131-避让沟槽;214-结合部件;215-弹簧;216-导向柱;2161-限位部件;2171-导向腔;2172-导向肋条;21721-定位锥柱;21722-限位条;2173-锥面;2174-柱面;2175-通槽;2176-导向条;2177-护套;2178-护套;218-安装孔;219-传感器;220-气缸;221-法兰柱;230-安装板;300-移动机构;310-水平移动机构;3111-横向移动平台;3112-齿轮;3113-电机;3114-齿条;3121-纵向移动平台;3122-齿轮;3123-电机;3124-齿条;313-气缸;3131-压条;314-传感器;315-工作平台;320-吊运机构;321-夹持机构;3211-气缸;3212-夹爪;32121-定位部;3213-气缸;3214-滑板;330-定位工装机构;331-底板;3311-台阶部;332-工装板;333-定位块;3331-长圆孔;400-卡圈;401-翘曲侧;402-平整侧;403-延伸段;404-导向槽;405-环部;500-制动闸片;501-柱体;5011-安装槽;5012-锥孔;601-下框架;602-上框架。
具体实施方式
81.为了使得本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
82.除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
83.为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
84.如图1至图37所示,本发明的实施例公开了一种制动闸片装配设备,通过该装配设备可将卡圈400自动的装配于制动闸片500上,且制动闸片500的运送工作借由装配设备完成。
85.在介绍本发明的装配设备前,对所要进行装配的制动闸片500和卡圈400的结构及装配要求进行简单介绍。
86.如图1和图2所示,卡圈400的外缘大致呈圆形,该卡圈400具有相对的翘曲侧401和平整侧402,翘曲侧401高于平整侧402,且翘曲侧401与平整侧402通过斜面1211过渡;自翘曲侧401径向向内延伸形成两个延伸段403,该两个延伸段403之间形成具有允许条状结构的部件径向通过的槽,该槽不妨称为可以被利用的导向槽404,该两个延伸段403在中部产生弧形弯折以包围形成环部405。
87.如图3至图5所示,制动闸片500具有大致呈矩阵排布的柱体501,该柱体501上具有安装槽5011,安装工序要求每个柱体501上均套设上述的卡圈400并使卡圈400卡设在安装槽5011处。
88.基于卡圈400和制动闸片500的上述结构及安装要求,若采用自动化的装配方式,可以理解地,需要使本发明的装配设备具备如下功能:
89.1、将卡圈400持续的运送到指定位置的功能。
90.2、将运送至指定位置的卡圈400装入制动闸片500的功能。
91.3、使得制动闸片500上的各个柱体501均能够被装入卡圈400并能够取走装配完成的制动闸片500以及提供未装配的制动闸片500的功能。
92.基于上述功能要求,如图6所示,本发明所提供的装配设备包括:输送机构100、工装机构200以及移动机构300。其中:输送机构100用于将卡圈400持续的运送至指定位置;工装机构200用于将运送至指定位置的卡圈400装入制动闸片500;移动机构300用于使制动闸片500上的各个柱体501均能够被装入卡圈400并能够取走装配完成的制动闸片500以及提
供未装配的制动闸片500的功能。
93.在本发明中,上述的移动机构300一方面用于调整制动闸片500的水平位置以使得制动闸片500的上每个柱体501均被工装机构200装入卡圈400,另一方面用于持续的运送制动闸片500且运走制动闸片500,进而实现对制动闸片500的装配流水。
94.下面详细介绍装配设备中的输送机构100、工装机构200以及移动机构300。
95.输送机构100
96.如图7至图19所示,该输送机构100包括:送料机110、引导部120、导向机构130、矫正机构140以及驱动机构。
97.如图7和图8所示,送料机110选用现有技术中的振动排序送料机110,该送料机110的中部具有一个圆筒形的收纳部111以及环绕收纳部111的螺旋槽112,收纳部111上盛放大量的上述的卡圈400,该送料机110借由振动而使得卡圈400能够依次的进入螺旋槽112,并朝向螺旋槽112的端口移动。该所选用的现有技术中的送料机110仅具有使卡圈400依次排布并移动的功能,而并不能够使卡圈400以恒定的姿态移动,例如,位于螺旋槽112上的卡圈400,其导向槽404或翘曲侧401的朝向并不确定。
98.如图8至图10所示,引导部120大致呈条状,该引导部120的第一端与螺旋槽112的端部对接,该引导部120的第二端朝导向机构130延伸并与导向机构130对接。该引导部120上开设有沉槽121,该沉槽121沿引导部120的延伸方向延伸并贯通引导部120的两端,该沉槽121的两个槽壁上分别形成有第一引导槽122和第二引导槽123,且该第一引导槽122高于第二引导槽123,该沉槽121的槽底形成与卡槽的底部匹配的斜面1211,如此,当朝向引导部120移动的卡圈400调整至翘曲侧401与第一引导槽122对应,或者平整侧402与第二引导槽123对应的姿态时,该卡圈400可滑入引导部120。
99.由上述可知,螺旋槽112的槽口处的卡圈400会出现如下动作:若该处的卡圈400的翘曲侧401与第一引导槽122对应,则卡圈400顺利进入沉槽121,并沿沉槽121从引导部120的第二端吐出;若该处的卡圈400的翘曲侧401未与第一引导槽122对应,则被引导部120的第一端止挡,此时,在振动的作用下,该处卡圈400会频繁的进行姿态调整,而最终会调整至翘曲侧401与第一引导槽122对应的姿态,进而滑入引导部120的沉槽121中,并最终从引导部120的第二端吐出。
100.上述的引导部120的优势在于:引导部120能够归正卡圈400的姿态,使得每个卡圈400均能够以大致相同且确定的姿态从引导部120的第二端被吐出。
101.如图10至图19所示,导向机构130包括:导向平台131和导向部132。引导部120的第二端延伸至导向平台131的第一端以使得从引导部120吐出的卡圈400落入导向平台131的第一端;且引导部120与导向平台131大致垂直相交;导向平台131大致呈条状,使导向平台131的第二端延伸至指定位置,以便于将卡圈400运送至该指定位置;导向部132大致呈条状,该导向部132沿导向平台131的延伸方向布置,该导向部132被位于其一侧的固定条136固定,并使导向部132位于导向平台131的台面的上方。
102.在本发明中,如图17所示,导向部132的底部形成有导向条133,该导向条133与导向部132的延伸方向一致,该导向条133的下端与导向平台131的台面形成一定距离,该距离的大小设置成:高于卡圈400的平整侧402的高度,进而能够允许卡圈400的平整侧402从导向条133的下方通过。
103.在本发明中,使引导部120的第一引导槽122形成在沉槽121的更靠近导向条133的槽壁上,而第二引导槽123形成在沉槽121的另一个槽壁上。如此,当卡圈400从引导部120的第二端的端口吐出而落入导向平台131上时,该卡圈400的导向槽404不但大致与导向条133对应,且翘曲侧401朝向导向条133。
104.如图10和图11所示,在导向平台131的第一端处设置有垫板139,该垫板139与导向平台131的台面齐平,从引导部120吐出的卡圈400会落入垫板139上。在引导部120的第二端的端口处设置有限位柱1392,该限位柱1392由安装在垫板139底部的气缸1393驱动,以使得限位柱1392伸出垫板139的上方以用于限制卡圈400从引导部120的端口吐出,并通过回缩于垫板139以下而允许卡圈400从端口吐出而落入垫板139。在垫板139被落入的卡圈400遮蔽的区域开设安装孔,该安装孔穿设有传感器1391(如,红外传感器),该传感器1391用于感应垫板139上是否存在卡圈400,例如,当红外线传感器1391所发射的红外线被遮蔽时,说明垫板139上存在卡圈400。当传感器1391感应到垫板139存在卡圈400时,用于驱动限位柱1392的气缸1393使得限位柱1392伸出,进而限制引导部120的端口再继续吐出卡圈400,而当传感器1391未感应到垫板139上存在卡圈400,气缸1393使得限位柱1392回缩,引导部120的端口便吐出卡圈400而落入垫板139上。如此,限位柱1392与传感器1391的配合用于使垫板139上仅能够存在一个卡圈400而不能同时存在两个卡圈400。
105.如图10、13、14所示,矫正机构140位于引导部120与导向平台131交接处的上方,该矫正机构140包括一个压头141以及用于驱动压头141的气缸142,该压头141竖直的朝向位于垫板139上的卡圈400,该压头141的底部形成有一个“一”字型的凸条1411,该凸条1411与导向部132的底部的导向条133位于同一竖直平台,该凸条1411的两侧面形成有斜切面以使得凸条1411自下而上厚度逐步增大。在卡圈400落入垫板139上后,气缸142驱动压头141下移而使得凸条1411竖直的伸入至卡圈400的导向槽404中,并借由气缸142使压头141复位,在此过程中,凸条1411的下端因厚度较小而伸入至导向槽404,并随着不断伸入而对卡槽具有矫正作用,其作用是:使导向槽404与导向条133严格对正。
106.如图15、16、18、19所示,驱动机构位于导向平台131的第一端的一侧,并与导向平台131相对。该驱动机构包括:气缸134、滑轨1343、滑块1342以及推板135。
107.滑轨1343装设在导向部132的一侧的导向平台131上,该滑轨1343与导向部132严格的平行;滑块1342一方面装设在滑轨1343上并能够沿滑块1342滑动,另一方面,滑块1342连接至气缸134的活塞杆1341的头部,如此,气缸134借由活塞杆1341驱动滑块1342沿滑轨1343滑动。
108.如图10所示,推板135固定在滑块1342的一侧,并使推板135与导向部132相对,如此,推板135的头部与垫板139上的卡圈400的平整侧402相对,在推板135的头部加工出弧形缺口1351,该弧形缺口1351与卡圈400的平整侧402的外缘匹配。如此,当卡圈400落入垫板139后,气缸134的活塞杆1341伸出以带动推板135推抵卡圈400的平整侧402,进而使卡圈400快速滑入导向条133,即,导向条133滑入卡圈400的导向槽404,因导向条133的下端与导向平台131具有一定距离进而能够避免与卡圈400的平整侧402发生干涉,如图18所示,最终借由推板135的推抵作用而将卡圈400从导向平台131的第一端运送到导向平台131的第二端的外侧,即,运送到指定位置。
109.上述的导向机构130的优势在于:
110.导向条133的布置方式、结构以及设置位置使得卡圈400能够在不改变姿态(或称保持恒定姿态)的情况下被运送至指定位置。
111.在一些优选方案中,导向平台131的第二端处还设置安装架138,在安装架138和滑块1342上设置有配对的行程开关137,该配对的形成开关的作用在于:当活塞杆1341伸出以借助推板135将卡圈400运送至指定位置后,该配对的开关通过接触而使控制气缸134伸缩的阀部件获得信号,该阀部件获得信号后通过改变通向气缸134的气道而使气缸134的活塞杆1341回缩,进而为推抵下一个落入垫板139上的卡圈400做准备。
112.工装机构200
113.如图20至图31所示,该工装机构200用于将由输送机构100运送至指定位置(导向平台131的第二端的一侧)的卡圈400装设在制动闸片500的柱体501上。如图20所示,该工装机构200设置在导向平台131的第二端的一侧,即,上述的指定位置的一侧,如图31所示,且位于待需安装卡圈400的制动闸片500的上方。
114.该工装机构200包括:压装机构210和驱动机构。驱动机构位于压装机构210的上方并用于驱动压装机构210朝向制动闸片500的柱体501竖直移动。
115.如图23所示,该工装机构200包括:保持部件212、作动部件211、结合部件214、冲柱213、弹簧215以及导向柱216。
116.如图20和21所示,驱动机构包括气缸220和安装板230,气缸220固定在安装板230的上方,该气缸220的活塞杆穿过安装板230,该活塞杆的头部借由法兰柱221连接至保持部件212。
117.结合部件214设置在保持部件212的下方,作动部件211设置于保持部件212的下方并与保持部件212通过紧固件连接在一起。优选地,保持部件212、结合部件214以及作动部件211大致呈盘状(或称扁柱状)。
118.在本发明中,如图24至图26所示,作动部件211的中部开设有轴向贯通的导向腔2171,该导向腔2171上形成有导向肋条2172,该导向肋条2172均轴向的延伸至作动部件211的两端外一段长度。
119.如图23所示,在作动部件211与结合部件214的对接处形成有通槽2175,该通槽2175自结合部件214(或作动部件211)外径向向内延伸至导向腔2171,该通槽2175的顶壁上形成有导向条2176,该导向条2176与导向腔2171中的导向肋条2172相对,且该导向条2176与通槽2175的底壁也具有允许卡圈400的平整侧402通过的预设距离,如此,允许卡圈400从通槽2175的外侧进入通槽2175,并且,通槽2175中的导向条2176犹如导向部132下方的导向条133一样能够对卡圈400导向,以使得卡圈400以翘曲侧401朝向导向肋条2172的姿态滑入导向腔2171中,卡圈400滑入导向腔2171后,导向肋条2172会插入导向槽404中。
120.在本发明中,如图23和图24所示,导向腔2171的上端会向上延伸一段以形成护套2177,以用于使得从作动部件211的上端面的卡槽准确的滑入导向腔2171。
121.在作动部件211上还径向开设有安装孔218,该安装孔218也贯通至导向腔2171,该安装孔218中插入一个传感器219,该传感器219用于感应是否有卡圈400滑入导向腔2171中。
122.如图27和图28所示,冲柱213的上端借由紧固件同轴的连接至保持部件212,冲柱213的下端与作动部件211的导向腔2171同轴并朝向导向腔2171,该冲柱213与导向肋条
2172对应的外周区域形成有避让沟槽2131,该避让沟槽2131贯通冲柱213的两端,如此,冲柱213借由避让沟槽2131避让导向肋条2172而能够伸入至导向腔2171中且下端能够从导向腔2171的下端穿出。
123.如图28所示,作动部件211的上端面以下的导向肋条2172的两侧均形成有相对的锥面2173和柱面2174,柱面2174位于锥面2173的下方,锥面2173的下端与柱面2174的上端交接,柱面2174的下端延伸至导向肋条2172的下端。如此,当进入导向腔2171的卡圈400向下滑动经过锥面2173时,如图29和图30所示,卡圈400中部的环部405会在锥面2173的作用下膨胀。
124.可以理解地,冲柱213的避让沟槽2131的槽壁需设置成与柱面2174匹配的弧形内凹面,进而使得当冲柱213下移时其下端能够顺利穿过作动部件211而运动至导向肋条2172的下端。
125.基于上述结构,冲柱213在相对作动部件211向下移动时能够推抵借由通槽2175进入导向腔2171的卡圈400沿导向肋条2172向下移动,借由冲柱213的推抵作用,卡圈400在经过锥面2173后,其环部405会膨胀,并在经过柱面2174时保持膨胀状态,进而使得卡圈400获得了能够套设制动闸片500的柱体501上的条件。
126.弹簧215(附图中的弹簧215用大致呈柱状的外形标识,这是因为在实际绘图中,柱状结构的外形在绘制上占据的数据较小)包括多个,多个弹簧215围绕冲柱213周向均布,每个弹簧215均介于保持部件212与结合部件214之间,并使得弹簧215设置成轻微受压状态。
127.如图23所示,导向柱216包括多个,多个导向柱216围绕冲柱213周向均布,每个导向柱216的下端均与结合部件214固定连接,导向柱216的上端穿过保持部件212,且导向部132件的上端设置有套状的限位部件2161以用于限制导向柱216的上端从保持部件212上脱出。
128.在导向柱216的作用下,冲柱213会较严格的穿过作动部件211的导向腔2171而不会产生径向窜动。
129.弹簧215的作用在于:在冲柱213的下端穿出导向腔2171的下端后,弹簧215会使得冲柱213复位到导向腔2171的上端。
130.在本发明中,使输送机构100中的导向机构130、工装机构200以及制动闸片500配置成如下位置关系:
131.如图20和图21所示,位于导向平台131的第二端(指定位置)一侧的工装机构200,在借由气缸220的活塞杆带动压装机构210上移后,压装机构210的通槽2175与导向平台131的第二端水平相对,且通槽2175中的导向条2176与导向部132的底部的导向条133严格相对,如图29和图30所示,而在气缸220的活塞杆驱动压装机构210下移后,作动部件211上的导向肋条2172的下端能够抵靠在制动闸片500的柱体501的上端,且在活塞杆的继续驱动下,保持部件212带动冲柱213继续下移而使得冲柱213推抵卡槽经过导向肋条2172并最终从导向肋条2172的下端脱出。
132.下面介绍一下输送机构100与工装机构200的配合的工作过程:
133.输送机构100中的送料机110使得卡圈400从螺旋槽112的端口吐出并进入引导部120的沉槽121上,在沉槽121的两个引导槽的作用下,卡圈400以确定的姿态经过引导部120,经过引导部120的卡圈400从引导部120的第二端的端口落入导向平台131的第二端一
侧的垫板139上(是否有卡圈400落入垫圈借由传感器139判断,上文已说明判断方法),此时,落入垫板139的卡圈400的导向槽404大致与导向部132的底部的导向条133相对,然后,位于垫板139上方的矫正机构140的压头141借由气缸1393驱动而下移,使得压头141的下端的凸条1411插入卡圈400的导向槽404中并随后上移复位,进而对卡圈400进行姿态的矫正,使得导向槽404与导向部132的底部的导向条133严格下端;然后,导向机构130的气缸134借由活塞杆1341驱动连接至其头部的滑块1342,滑块1342带动位于其一侧的推板135推抵卡圈400朝向导向部132的导向条133方向移动,进而使卡圈400的导向槽404滑入导向部132的底部的导向条133,并在导向条133的导向下将卡圈400推向导向平台131的第二端,并最终使卡圈400从导向平台131的第二端吐出;而当导向机构130的气缸134的活塞杆1341推抵卡圈400从导向平台131的第二端吐出时,活塞杆1341的头部的滑块1342和导向平台131的第二端的安装架138上配对的行程开关137接触,进而使得活塞杆1341回缩复位,以用于为推抵下一个落入导向平台131的第二端的垫板139上的卡圈400做准备。
134.因压装机构210的通槽2175位于导向平台131的第二端的一侧,从第二端吐出的卡圈400进入通槽2175,并在通槽2175中的导向条2176的导向下进入作动部件211的导向腔2171,同时,导向腔2171中的导向肋条2172插入至滑入导向腔2171中的卡圈400的导向槽404中;而应该说明的是:是否有卡圈400滑入导向腔2171借由装设在作动部件211中并朝向导向腔2171的传感器219判断,当传感器219判断已有卡圈400滑入导向腔2171,工装机构200的气缸220使得活塞杆伸出,进而带动压装机构210整体朝向制动闸片500下移,并最终使得作动部件211的导向肋条2172的下端抵靠在制动闸片500的柱体501的上端。
135.在导向肋条2172的下端抵靠在制动闸片500的柱体501的上端后,如图30所示,活塞杆继续伸出,此时,作动部件211不会下移,而保持部件212带动冲柱213继续下移,如此,冲柱213的下端推抵导向腔2171中的卡圈400下移,在此过程中,卡圈400经过导向肋条2172上的锥面2173而产生膨胀,并经过锥形下方的柱面2174而保持在膨胀状态,最终冲柱213推抵处于膨胀状态的卡圈400从导向肋条2172的下端脱出,进而使得卡圈400因处于膨胀状态滑入柱体501而最终通过自由回缩而套设在柱体501的环形的安装槽5011上。
136.在借由冲柱213使卡圈400套设于制动闸片500的柱体501后,工装机构200的气缸220使得活塞杆回缩,进而使得压装机构210上移,如图21所示,最终上移至通槽2175再次与导向平台131相对的位置,而再次过程中,在弹簧215力的作用下,冲柱213回缩至其下端位于导向腔2171上端的位置,进而安装下一个卡圈400做准备。
137.在一些优选方案中,如图26所示,导向肋条2172的下端形成有定位锥柱21721,如图5所示,该定位锥柱21721用于与柱体501的上端面上的锥孔5012配合,进而在导向肋条2172抵靠于柱体501的上端时,实现对导线肋条与柱体501之间的定位。
138.在一些优选方案中,如图26所示,导向肋条2172的下端与卡圈400的两个延伸段403对应的位置形成有限位条21722。如此,在导向肋条2172的下端抵靠于柱体501的上端后,如图30所示,限位条21722伸入至柱体501上端面的下方一段;限位条21722具有斜切面,该斜切面使得限位条21722自上而下的厚度逐渐变小。卡圈400在冲柱213的推抵下从导向肋条2172的下端脱出后,限位条21722仍位于卡圈400的导向槽404中,在限位条21722的限制下,卡圈400的膨胀不会突然消失,而使膨胀程度逐渐变小,进而避免卡圈400套设于柱体501后因突然复位而对柱体501产生冲击,进而造成对柱体501冲击,导致制动闸片500振动
和产生噪音。
139.在一些优选方案中,在作动部件211的下端向下延伸一段护套2178以使得导向腔2171延伸到作动部件211的下方,进而对卡圈400具有一定的保护作用
140.移动机构300
141.如图32至图37,该移动机构300包括用于调整制动闸片500的水平位置的水平移动机构310以及用于将制动闸片500运送至水平移动机构310上和将制动闸片500从水平移动机构310上运走的吊运机构320。
142.在本发明中,制动闸片500被置于定位工装机构330上,上述的水平移动机构310和吊运机构320均是通过定位工装机构330实施对制动闸片500的操作的。
143.在本发明中,如图32所示,水平移动机构310设置在下框架601的支持平台上,如图35所示,而吊运机构320设置在上框架602上,如此,可以理解地,吊运机构320位于水平移动机构310的上方。
144.在本发明中,如图6所示,上述的工装机构200借助于安装板230固定在上框架602上,而输送机构100的导向机构130借助于众多支撑柱连接至安装板230上,而输送机构100的送料机110则由单独的框架(附图中未示出该框架)。可以理解地,输送机构100中的导向机构130以及工装机构200均位于水平移动机构310的上方。
145.水平移动机构310包括:横向移动机构和纵向移动机构。
146.如图33和图34所示,横向移动机构包括:横向移动平台3111以及第一驱动机构。该第一驱动机构包括电机3113、齿条3114以及齿轮3112;下框架601的工作平台315上设置有沿横向布置的滑轨,横向移动平台3111上设置有滑块,该滑块能够沿滑轨滑动;齿条布置在横向移动平台3111上,齿轮与齿条啮合,而电机用于驱动齿轮以使得横向移动平台3111沿滑轨横向移动。
147.纵向移动机构包括:纵向移动平台3121以及第二驱动机构。纵向移动平台3121置于横向移动平台3111的上方;第二驱动机构包括电机3123、齿条3124和齿轮3122;在横向移动平台3111上设置沿纵向布置的滑轨,纵向移动平台3121上设置有滑块,该滑轨能够沿滑轨滑动;齿条布置在纵向移动平台3121上,齿轮与齿条啮合,而电机驱动齿轮以使得纵向移动平台3121沿滑轨纵向移动。
148.基于水平移动机构310的上述结构,当制动闸片500借由定位工装机构330放置于纵向移动平台3121后,借由第一驱动机构和第二驱动机构能够调整制动闸片500的水平位置,进而使得制动闸片500上的每个柱体501均能够与工装机构200对正,进而借由工装机构200使得制动闸片500上的每个柱体501上均装上卡圈400。
149.如图35所示,在上框架602的上端装设两条横向延伸的滑轨,吊运机构320包括夹持机构321以及第三驱动机构和第四驱动机构。
150.夹持机构321借由滑板3214搭接在滑轨上,并通过与滑轨配合的滑块而使得滑板3214带动夹持机构321横向移动。
151.如图36所示,夹持机构321包括两侧均具有活塞杆的气缸3211以及分别设置于两个活塞杆上的夹爪3212,通过气缸3211驱动活塞杆伸缩而使得夹爪3212夹持和放下放置有制动闸片500的定位工装机构330。
152.第三驱动机构为设置在滑板3214上的气缸3213,该气缸3213的活塞杆向下穿出滑
板3214而连接至夹持机构321的气缸3211,这使得被夹爪3212夹持的定位工装机构330能够进行竖直的移动。
153.第四驱动机构为如布置在上框架602上端的螺杆,该螺杆用于驱动夹持机构321上的滑板3214以使得各夹持机构321能够沿横向方向从一侧运动到另一侧。
154.下面借由介绍一下上述的移动机构300的工作过程:
155.利用第四驱动机构,使得夹持机构321运动至外部装配线提供的放置有制动闸片500的定位工装机构330的上方,然后,用作为第三驱动机构的气缸3213而使得夹持机构321下移而夹持定位工装机构330,然后,在第四驱动机构的驱动下,朝向水平移动机构310的方向纵向移动,当定位工装机构330被运送至水平移动机构310的纵向移动平台3121上方时,利用第三驱动机构使得定位工装机构330下移而放置于纵向移动平台3121上;然后,利用水平移动机构310调整定位工装的水平位置,以使得制动闸片500的各个柱体501依次与工装机构200的压装机构210相对,进而使得柱体501依次被压装机构210装入卡圈400。在制动闸片500上的所有柱体501上均装设卡圈400后,夹持机构321借由第三驱动机构和第四驱动机构将纵向移动平台3121上的定位工装机构330运走,而后续的夹持机构321持续的将后续的待装配的制动闸片500运送至纵向移动平台3121,进而实现对制动闸片500持续不断的装配,进而形成自动装配线。
156.定位工装机构330具体包括:底板331和工作板。如图37所示,工装板332设置于底板331的上方,并与底板331固定;其中:位于工装板332的两侧边处均形成有定位槽,定位槽由底板331与工装板332共同限定形成,夹爪3212具有朝向定位槽的定位部32121,定位部32121通过伸入至定位槽以使得夹爪3212夹持定位工装机构330。优选地,底板331上设置有四个定位块333,每个定位块333与底板331均限定出一个卡槽;工装板332具有与四个定位块333对应的台阶部3311,每个台阶部3311伸入至卡槽;其中:定位块333上均开设有长圆孔3331,定位块333借由穿设长圆孔3331的紧固件固定在底板331上。
157.在一些优选方案中,如图34所示,纵向移动平台3121上设置有传感器314和旋转气缸313;传感器314用于检查纵向移动平台3121上是否具有定位工装机构330,当传感器314检测到纵向移动机构平台上具有定位工装机构330,气缸313驱动其上的活塞杆转动以使得活塞杆上的压条3131压靠定位工装机构330。
158.本发明的所提供的制动闸片装配设备及其各功能机构的优势在于:
159.1、输送机构100中的引导部120通过设置两个引导槽能够使卡圈400以确定的姿态从端口吐出。
160.2、输送机构100中的导向机构130能够使卡圈400始终以确定的姿态被运送至指定位置。
161.3、输送机构100中的矫正机构140能够对卡圈400的姿态进行矫正,以使得卡圈400的导向槽404与导向部132的导向条133严格对应。
162.4、输送机构100能够将卡圈400持续、依次、确定的运送至指定位置。
163.5、工装机构200中的压装机构210通过设置导向肋条2172以及在导向肋条2172上设置锥面2173,进而能够使卡圈400膨胀以方便装入制动闸片500的卡槽。
164.6、通过在压装机构210一侧设置通槽2175,并使通槽2175与导向部132相对,进而使从指定位置吐出的卡圈400自动进入压装机构210中。
165.7、工装机构200与输送机构100配合使得卡圈400得以持续、自动的装入制动闸片500的柱体501上。
166.8、移动机构300中的水平移动机构310通过调整制动闸片500的水平位置能够使得制动闸片500上的每个柱体501均被装设卡圈400。
167.9、移动机构300中的吊运机构320能够将待需装配的制动闸片500运送至装配位置,且能够将已被装配完成的制动闸片500运走。
168.10、移动机构300能够使制动闸片500形成装配流水线。
169.11、本发明所提供的制动闸片装配设备能够实现卡圈400与制动闸片500的自动装配流水线。
170.此外,尽管已经在本发明中描述了示例性实施例,其范围包括任何和所有基于本发明的具有等同元件、修改、省略、组合(例如,各种实施例交叉的方案)、改编或改变的实施例。权利要求书中的元件将被基于权利要求中采用的语言宽泛地解释,并不限于在本说明书中或本技术的实施期间所描述的示例,其示例将被解释为非排他性的。因此,本说明书和示例旨在仅被认为是示例,真正的范围和精神由以下权利要求以及其等同物的全部范围所指示。
171.以上描述旨在是说明性的而不是限制性的。例如,上述示例(或其一个或更多方案)可以彼此组合使用。例如本领域普通技术人员在阅读上述描述时可以使用其它实施例。另外,在上述具体实施方式中,各种特征可以被分组在一起以简单化本发明。这不应解释为一种不要求保护的公开的特征对于任一权利要求是必要的意图。相反,本发明的主题可以少于特定的公开的实施例的全部特征。从而,以下权利要求书作为示例或实施例在此并入具体实施方式中,其中每个权利要求独立地作为单独的实施例,并且考虑这些实施例可以以各种组合或排列彼此组合。本发明的范围应参照所附权利要求以及这些权利要求赋权的等同形式的全部范围来确定。
172.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1