一种用于加工挂车牵引盘的钻孔攻丝装置的制作方法
1.本发明涉及挂车牵引盘加工装置,尤其是涉及一种用于加工挂车牵引盘的钻孔攻丝装置。
背景技术:
2.数控机床常备用来零件加工,例如钻孔攻丝等。
3.有关现有技术公开了一种组合式钻床,其结构包括有弧形置放板、中空管支撑装置、钻孔装置、中空管、滑动支撑组、床体、支撑脚,床体的底部垂直连接有支撑脚,与现有技术相比,本发明的有益效果在于:通过空管支撑装置来代替传统夹具,能够对中空管内部进行支撑,弥补中空管为中空结构易塌陷受损的缺点,防止中空管断裂,利用弹簧具有伸缩性,弹簧圈的间距会等距增大或缩小,从而能够调节支撑组的间距,能适应于不同间距钻孔的需求,基于电磁铁环通电后具有磁性,能够与永磁铁为同性相对,利用磁性相斥原理。
4.但是在应用于加工挂车牵引盘时,由于牵引盘的特殊结构,夹具夹持的效率低,导致整体加工效率不高。
技术实现要素:
5.本发明的目的就是为了提供一种用于加工挂车牵引盘的钻孔攻丝装置,采用中心定位轴定位固定待加工牵引盘,并利用液压夹具配合台面板内的液压油路进行批量夹紧,可以提高安装效率,从而提高挂车牵引盘的加工效率。
6.本发明的目的可以通过以下技术方案来实现:
7.一种用于加工挂车牵引盘的钻孔攻丝装置,包括支架和设于支架上的定位结构,所述支架包括内设有液压油路的台面板,所述定位结构为用于定位待加工牵引盘的中心定位轴,所述台面板上设有多个用于固定中心定位轴的安装孔,且各安装孔四周设有用于夹紧待加工牵引盘的液压夹具,各液压夹具与所述液压油路连接。
8.进一步的,所述中心定位轴安装于安装孔中通过螺栓固定。
9.更进一步的,所述中心定位轴与安装孔过度配合。
10.进一步的,所述中心定位轴上设有多个用于避让刀具和排屑的通孔。
11.进一步的,所述中心定位轴的外径与待加工牵引盘的内径匹配。
12.进一步的,所述液压夹具包括转角缸和设于转角缸上的压板。
13.更进一步的,所述液压夹具还包括用于垫高转角缸的转角缸垫高块,所述转角缸通过转角缸垫高块安装在台面板上。
14.再进一步的,所述转角缸垫高块与台面板通过螺栓连接。
15.更进一步的,各安装孔排列于一条直线上,且各液压夹具分别设于各安装孔之间,以及位于两端的安装孔的外侧。
16.再进一步的,位于安装孔之间的液压夹具的压板为双边压板,位于两端的安装孔的外侧的液压夹具的压板为单边压板。
17.与现有技术相比,本发明具有以下有益效果:
18.1)采用中心定位轴定位固定待加工牵引盘,并利用液压夹具配合台面板内的液压油路进行批量夹紧,可以提高安装效率,从而提高挂车牵引盘的加工效率。
19.2)效率高、成本底,不需要调整尺寸,方便效率,整个钻孔攻丝过程通过液压夹具自动夹紧,一次可实现多个工件的钻孔攻丝加工,大大提高了工作效率。
20.3)稳定性好、加工精度高,比起以前的手工人为夹紧,改进后通过自动液压夹具精确定位钻孔攻丝,排除了因人为操作导致的孔位尺寸超差且尺寸不稳定的问题,故钻孔攻丝加工尺寸稳定性好,孔位的尺寸精度也高。
附图说明
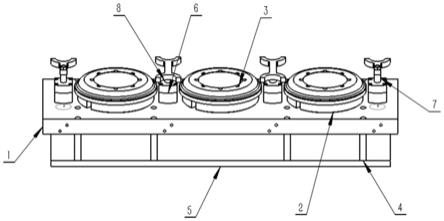
21.图1为本发明的结构示意图;
22.其中:1、台面板,2、中心定位轴,3、待加工牵引盘,4、支撑竖板,5、支撑底板,6、转角缸垫高块,7、单边压板,8、双边压板。
具体实施方式
23.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
24.液压/气动夹具是以油压或气压作为动力源,通过液压元件或气动元件来实现对工件的定位、支承与压紧的专用夹具。液压/气动夹具可以准确快速地确定工件与机床、刀具之间的相互位置,工件的位置精度由夹具保证,加工精度高;定位及夹紧过程迅速,极大的节省了夹紧和释放工件的时间;同时具有结构紧凑、可多工位装夹、可进行高速重切削,可实现自动化控制等优点。液压/气动夹具的上述优点,使之特别适宜在数控机床、加工中心、柔性生产线使用,特别适合大批量加工。
25.一种用于加工挂车牵引盘的钻孔攻丝装置,如图1所示,包括支架和设于支架上的定位结构,其特征在于,支架包括内设有液压油路的台面板1、支撑底板5和支撑竖版4,定位结构为用于定位待加工牵引盘3的中心定位轴2,台面板1上设有多个用于固定中心定位轴2的安装孔,且各安装孔四周设有用于夹紧待加工牵引盘3的液压夹具,各液压夹具与液压油路连接,本实施例中安装孔共设有3个。
26.中心定位轴2安装于安装孔中通过6个螺栓固定,中心定位轴2与安装孔过度配合,可能有间隙配合也可能有过盈配合,中心定位轴2上设有多个用于避让刀具和排屑的6个通孔,中心定位轴2上的对称开口通槽,是起方便拿取工件作用,中心定位轴2的外径与待加工牵引盘3的内径匹配,是起工件定位作用,使工件平整贴合于中心轴上。
27.液压夹具包括转角缸和设于转角缸上的压板,液压夹具还包括用于垫高转角缸的转角缸垫高块6,转角缸通过转角缸垫高块6安装在台面板1上,转角缸与转角缸垫高块6以螺栓相连固定,转角缸垫高块6与台面板1通过螺栓连接,其中,转角缸采用fam32圆柱转角缸。
28.各安装孔排列于一条直线上,且各液压夹具分别设于各安装孔之间,以及位于两端的安装孔的外侧,位于安装孔之间的液压夹具的压板为双边压板8,位于两端的安装孔的
外侧的液压夹具的压板为单边压板7。通过转角缸和压板,在液压油路的作用下,可使压板随圆柱轴旋转角度,置于待加工牵引盘3上方,再向下压紧待加工牵引盘3,达到压紧待加工牵引盘3的目的,完成加工后压板回到原位。液压油路上安装有一个顺序阀,对所述油路的进出油进行控制。
29.将转角缸固定在台面板1上后,配备液压泵,过滤器,减压阀,换向阀,油雾器,电磁阀,溢流阀,管路及接头附件等,将管路接到转角上即可。
30.使用换向阀,控制圆柱转角缸连带的压板旋转到待加工牵引盘3上方,再垂直向下直线运动将待加工牵引盘3压紧,释放待加工牵引盘3时,压板按压紧路线回到原来的位置,取下待加工牵引盘3。
技术特征:
1.一种用于加工挂车牵引盘的钻孔攻丝装置,包括支架和设于支架上的定位结构,其特征在于,所述支架包括内设有液压油路的台面板,所述定位结构为用于定位待加工牵引盘的中心定位轴,所述台面板上设有多个用于固定中心定位轴的安装孔,且各安装孔四周设有用于夹紧待加工牵引盘的液压夹具,各液压夹具与所述液压油路连接。2.根据权利要求1所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述中心定位轴安装于安装孔中通过螺栓固定。3.根据权利要求2所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述中心定位轴与安装孔过度配合。4.根据权利要求1所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述中心定位轴上设有多个用于避让刀具和排屑的通孔。5.根据权利要求1所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述中心定位轴的外径与待加工牵引盘的内径匹配。6.根据权利要求1所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述液压夹具包括转角缸和设于转角缸上的压板。7.根据权利要求6所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述液压夹具还包括用于垫高转角缸的转角缸垫高块,所述转角缸通过转角缸垫高块安装在台面板上。8.根据权利要求7所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,所述转角缸垫高块与台面板通过螺栓连接。9.根据权利要求6所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,各安装孔排列于一条直线上,且各液压夹具分别设于各安装孔之间,以及位于两端的安装孔的外侧。10.根据权利要求9所述的一种用于加工挂车牵引盘的钻孔攻丝装置,其特征在于,位于安装孔之间的液压夹具的压板为双边压板,位于两端的安装孔的外侧的液压夹具的压板为单边压板。
技术总结
本发明涉及一种用于加工挂车牵引盘的钻孔攻丝装置,包括支架和设于支架上的定位结构,支架包括内设有液压油路的台面板,定位结构为用于定位待加工牵引盘的中心定位轴,台面板上设有多个用于固定中心定位轴的安装孔,且各安装孔四周设有用于夹紧待加工牵引盘的液压夹具,各液压夹具与液压油路连接。与现有技术相比,本发明采用中心定位轴定位固定待加工牵引盘,并利用液压夹具配合台面板内的液压油路进行批量夹紧,可以提高安装效率,从而提高挂车牵引盘的加工效率。挂车牵引盘的加工效率。挂车牵引盘的加工效率。
技术研发人员:胡晓桦 于志国 王佳伟
受保护的技术使用者:上海国上机电科技有限公司
技术研发日:2020.06.08
技术公布日:2021/12/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1