一种冲切摆片一体化五金模具的制作方法
1.本发明属于模切技术领域,涉及一种冲切摆片一体化五金模具。
背景技术:
2.模切产品一般包括一层离型纸、保护层以及位于两者之间的粘性层。模切产品广泛应用在汽车制造、电子行业,尤其是平面显示器、移动数码行业中。根据电子产品内部框架的形状,利用特定形状的模切刀冲压或滚动方式模切出特定的形状。然后剥离表层的保护层,将模切产品贴覆在电子产品的内部框架上,接着剥下离型纸,最后将电子产品的外壳利用粘性层的粘性牢固地固定电子产品的内部框架与外壳。这种组装方式不需要采用螺接的方式连接电子产品的外壳与内部框架,从而有利于电子产品的朝着薄型化发展,使电子产品的轻薄,提高产品的美观度。
3.现有的模切装置冲切后所得产品主要为片材产品。通常情况下,片材产品大多还需要人工摆片以获得相应的卷材产品才能进入下一工位进行加工,从而增加了大幅人力成本,降低生产效率。
技术实现要素:
4.本发明的目的就是提供一种冲切摆片一体化五金模具,用于解决将片材设置为卷材过程中步骤繁琐、人工成本较高的问题。
5.本发明的目的可以通过以下技术方案来实现:
6.一种冲切摆片一体化五金模具,包括五金模上模与五金模下模、设于五金模上模上的五金模冲针,以及设于五金模下模上的高度为0.3-0.8mm的料带轨道,该料带轨道内设有料带并位于五金模冲针下方20-30mm处(优选为25mm,与五金模冲针的冲切行程相适配),并且该料带受收料辊的牵引作用而移动。
7.进一步地,所述的料带采用间歇移动方式设于料带轨道内;即在冲切过程中,料带保持静止;冲切后原材料与料带同步移动,从而使料带上得到一列等间距设置的冲切产品。
8.进一步地,所述的料带轨道包括相对开设于五金模下模上的下横穿孔,所述的料带两边移动设于相应的下横穿孔内。所述的下横穿孔内设有
9.作为优选的技术方案,所述的下横穿孔的高度为0.5mm。
10.进一步地,工作时,所述的原材料的移动方向与料带的移动方向相平行或相垂直。
11.进一步地,所述的料带包括聚偏氟乙烯离型膜。
12.工作时,将原材料置于五金模上模与五金模下模之间,并通过五金模冲针进行冲切,所得冲切产品随五金模冲针下落并贴合于料带上,随着冲切工作的连续进行以及料带的移动,即可得到贴合有多个冲切产品的成卷材料。
13.与现有技术相比,本发明具有结构简单、易于操作、便于维护等优点,有效避免了原材料冲切呈片材后,还需人工摆片才能制得卷材的过程,从而节省大量人工成本,提高生产效率。
附图说明
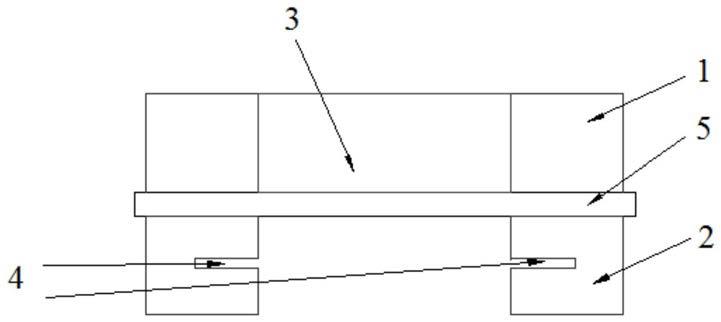
14.图1为实施例1中一种冲切摆片一体化五金模具的结构示意图;
15.图2为实施例1中冲切过程的结构示意图;
16.图3为实施例1中所得卷材产品的结构示意图;
17.图中标记说明:
18.1-五金模上模、2-五金模下模、3-五金模冲针、4-料带轨道、5-原材料、6-料带、7-冲切产品。
具体实施方式
19.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
20.实施例1:
21.如图1所示的一种冲切摆片一体化五金模具,包括五金模上模1与五金模下模2、设于五金模上模1上的五金模冲针3,以及设于五金模下模2上的高度为0.5mm的料带轨道4,该料带轨道4内设有料带6并位于五金模冲针3下方25mm处,与五金模冲针3的冲切行程相适配,并且该料带6受收料辊的牵引作用而移动,并且原材料5的移动方向与料带6的移动方向相垂直。料带轨道4包括相对开设于五金模下模2上的下横穿孔,料带6两边移动设于相应的下横穿孔内。料带6为聚偏氟乙烯离型膜。
22.如图2所示,工作时,将原材料5置于五金模上模1与五金模下模2之间,并通过五金模冲针3进行冲切,料带6采用间歇移动方式设于料带轨道4内;即在冲切过程中,料带6保持静止;冲切后原材料5与料带6同步移动,所得冲切产品随五金模冲针3下落并贴合于料带6上,随着冲切工作的连续进行以及料带6的移动,即可得到如图3所示的贴合有一列等间距设置冲切产品的成卷材料。
23.实施例2:
24.本实施例中,料带轨道4高度为0.3mm,料带6位于五金模冲针3下方20mm处,原材料5的移动方向与料带6的移动方向相平行。其余同实施例1。
25.实施例3:
26.本实施例中,料带轨道4高度为0.8mm,料带6位于五金模冲针3下方30mm处,原材料5的移动方向与料带6的移动方向相平行。其余同实施例1。
27.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
技术特征:
1.一种冲切摆片一体化五金模具,该五金模具包括五金模上模(1)与五金模下模(2),以及设于五金模上模(1)上的五金模冲针(3),其特征在于,所述的五金模下模(2)上设有料带轨道(4),该料带轨道(4)内移动设有料带(6)并且该料带(6)位于五金模冲针(3)下方;工作时,将原材料(5)置于五金模上模(1)与五金模下模(2)之间,并通过五金模冲针(3)进行冲切,所得冲切产品随五金模冲针(3)下落并贴合于料带(6)上,随着冲切工作的连续进行以及料带(6)的移动,即可得到贴合有多个冲切产品的成卷材料。2.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,所述的料带(6)采用间歇移动方式设于料带轨道(4)内。3.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,所述的料带轨道(4)包括相对开设于五金模下模(2)上的下横穿孔,所述的料带(6)两边移动设于相应的下横穿孔内。4.根据权利要求3所述的冲切成卷材的五金模具,其特征在于,所述的下横穿孔的高度为0.3-0.8mm。5.根据权利要求4所述的冲切成卷材的五金模具,其特征在于,所述的下横穿孔的高度为0.5mm。6.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,所述的料带(6)位于原材料(5)下方20-30mm。7.根据权利要求6所述的冲切成卷材的五金模具,其特征在于,所述的料带(6)位于原材料(5)下方25mm。8.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,工作时,所述的原材料(5)的移动方向与料带(6)的移动方向相平行。9.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,工作时,所述的原材料(5)的移动方向与料带(6)的移动方向相垂直。10.根据权利要求1所述的冲切成卷材的五金模具,其特征在于,所述的料带(6)包括聚偏氟乙烯离型膜。
技术总结
本发明涉及一种冲切摆片一体化五金模具,包括五金模上模与五金模下模、设于五金模上模上的五金模冲针,以及设于五金模下模上的料带轨道,该料带轨道内移动设有料带并且该料带位于五金模冲针下方;工作时,将原材料置于五金模上模与五金模下模之间,并通过五金模冲针进行冲切,所得冲切产品随五金模冲针下落并贴合于料带上,随着冲切工作的连续进行以及料带的移动,即可得到贴合有多个冲切产品的成卷材料。与现有技术相比,本发明具有结构简单、易于操作、便于维护等优点,有效避免原材料冲切呈片材后,还需人工摆片才能制得卷材的过程,从而节省大量人工成本,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:蒋建国 刘晓鹏
受保护的技术使用者:昊佰电子科技(上海)有限公司
技术研发日:2020.09.18
技术公布日:2022/3/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1