一种用于弹性夹头组装的筒体翻转上料装置和弹性夹头组装设备的制作方法
[0001]
本发明涉及车床配件加工设备领域,尤其是一种用于弹性夹头组装的筒体翻转上料装置和弹性夹头组装设备。
背景技术:
[0002]
弹性夹头又称弹性筒夹,是一种装在钻\铣床上的钻铣夹头,其功能是夹紧钻刀或铣刀。如图2所示的车床弹性夹头包括弹性筒体71和开口垫圈72,弹性筒体71为柱状,弹性筒体71的头端为直径逐渐减小的圆台形,弹性筒体71的尾端需要安装开口垫圈72。使用的时候通过压迫开口垫圈72使弹性筒体71夹紧钻刀或铣刀,生产的时候需要将开口垫圈72安装到弹性筒体71上。
[0003]
现有的开口垫圈安装设备如中国实用新型专利(公开号:cn203579129u;公开日:20140507)中公开了一种圆形开口卡簧自动装配装置,其包括卡簧运输系统,卡簧运输系统的末端上方设有推料板,卡簧运输系统的末端依次设有分料平台和卡簧安装治具,卡簧安装治具内设有一个与推料板位于同一水平位置的卡簧定位腔,卡簧定位腔为半圆形的定位腔,推料板的工作端设有半圆形的推料定位腔,卡簧安装治具的下方设有产品定位治具。
[0004]
但上述的开口垫圈安装设备存在以下的问题:1. 弹性筒体为圆柱状,弹性筒体横向放置有利于弹性筒体的搬运,但弹性筒体的尾端需要压装开口垫圈,且弹性筒体竖向放置比横向放置更加容易定位,为此需要将弹性筒体由横向翻转为竖向。
[0005]
2. 通常在夹紧弹性筒体时,缺少治具,仅通过气缸驱动夹爪实现弹性筒体的夹持,这样在开口垫圈安装的整个过程中,夹爪需要一直夹住弹性筒体,不然弹性筒体会掉落,需要人工把弹性筒体放回,降低装配效率。
技术实现要素:
[0006]
为了解决上述卡簧安装设备存在的问题,本发明的目的是提供一种弹性筒体横向放入储料箱,并通过缓存轨道进入接料块中定位,然后推料机构把横向的弹性筒体推到落料机构中,弹性筒体离开接料快后在重力的作用下发生翻转,进入落料机构中,弹性筒体翻转为竖向然后上料的用于弹性夹头组装的筒体翻转上料装置。
[0007]
为本发明的目的,采用以下技术方案:一种用于弹性夹头组装的筒体翻转上料装置,该装置包括储料箱、挡料机构、缓存轨道、接料块、推料机构和落料机构;储料箱通过第一支架固定安装;储料箱的进料端在上,出料端在下,出料端安装用于控制弹性筒体出料的挡料机构;缓存轨道倾斜设置在第一支架上,缓存轨道的上端位于储料箱出料端的下方,缓存轨道的下端安装用于接收弹性筒体的接料块;弹性筒体在接料块内水平放置,接料块内至多有一个弹性筒体;接料块的一侧衔接推料机构,接料块的另一侧衔接落料机构,且推料机构、接料块和落料机构在一条直线上;
落料机构的高度低于接料块;推料机构用于将弹性筒体推到落料机构中,弹性筒体离开接料块后在重力的作用下发生翻转并进入落料机构,落料机构用于将水平放置的弹性筒体翻转为竖直状态。
[0008]
作为优选,储料箱进料端开口大于出料端;储料箱中部通过支撑板与第一支架相连。
[0009]
作为优选,挡料机构包括挡料气缸、挡料气缸安装板、辅助连接杆、和挡料推杆;挡料气缸水平设置,挡料气缸的上部固定安装挡料气缸安装板,挡料气缸安装板的两侧固定安装在支撑板上,挡料气缸安装板的上方与辅助连接杆的一端固定连接,辅助连接杆的另一端固定安装在储料箱上;挡料气缸的输出端固定安装挡料推杆,挡料推杆伸进储料箱的出料端。
[0010]
作为优选,接料块上设有用于弹性筒体限位的圆弧形限位槽,圆弧形限位槽的下方设有条形的推料槽;推料机构包括推料气缸、第二支架和推料板;推料气缸通过第二支架横向固定安装在机架上,推料气缸的输出端固定安装推料板,推料板与接料块衔接,推料板的下部与推料槽匹配,推料板上设有限位凸起。
[0011]
作为优选,落料机构包括落料导向柱、落料导向块、底部支撑板、落料推板、落料气缸、落料气缸安装板、第三支架、第一辅助安装板和第二辅助安装板;落料导向柱为空心圆柱,落料导向柱内设有导向孔,落料导向柱上部靠近接料块的一侧设有进料导向口,落料导向柱的下部设有横向贯穿的第一导向槽;落料导向块位于落料导向柱的底部,落料导向块的底部安装底部支撑板;底部支撑板固定安装在第三支架上;落料导向块上设有竖向贯穿的第二导向槽,第二导向槽与第一导向槽衔接;在水平方向上,第二导向槽的长度大于第一导向槽;底部支撑板上设有圆弧形的落料槽,落料槽与第二导向槽的右端配合形成落料孔;落料推板横向安装在落料气缸的输出端,落料推板位于第二导向槽的左侧。
[0012]
作为优选,落料导向柱的后部通过第一辅助安装板安装在第三支架上;落料导向块的后部通过第二辅助安装板安装在第三支架上;第二导向槽的右端为圆弧形;落料推板的右端为向内凹的圆弧形;落料气缸通过落料气缸安装板固定安装在第三支架的中部。
[0013]
一种弹性夹头组装设备,该设备包括机架和上述的翻转上料装置,所述的翻转上料装置连接设置有转盘装置;转盘装置设置在机架上,转盘装置包括转动设置的转盘和固定安装在转盘圆周上的治具组件;治具组件用于竖向定位弹性筒体;治具组件下方设有用于夹紧弹性筒体的夹紧组件;弹性筒体上料装置用于将弹性筒体头端向下竖直上料到转盘装置中的治具组件内。
[0014]
作为优选,治具组件包括治具、定位销、弹簧、螺栓、无油衬套和托板;治具包括安装部和定位部,安装部位于转盘上方,定位部的上端连接在安装部的下端,定位部延伸到转盘的下方;安装部为圆柱形,安装部中心设有第一通孔,安装部圆周上安装定位销和螺栓,定位销和螺栓均穿设在安装部与转盘之间,且定位销外侧套设弹簧;定位部为圆柱形,定位部中心设有与第一通孔连通的定位孔,定位部侧面设有两个相对的夹紧窗;无油衬套套设在定位部上,无油衬套的底部通过两个相对的托板支撑,托板固定安装在转盘的下部;夹紧组件包括夹紧底座、夹紧气缸、筒体夹爪和辅助支撑杆;夹紧底座上竖向固定安装夹紧气缸,夹紧气缸的输出端连接筒体夹爪,筒体夹爪的夹持端为圆弧形,筒体夹爪的夹持端穿过夹紧窗把弹性筒体夹紧;辅助支撑杆安装在夹紧底座上,辅助支撑杆的上端支撑治具的下
端。
[0015]
综上所述,本发明的技术效果是:1. 通过接料块上的圆弧形限位槽将弹性筒体横向定位,然后推料机构把定位好的弹性筒体推向落料机构,弹性筒体在重力的作用下发生翻转,从而头端在下竖直掉落到底部支撑板上,再通过落料推板,把弹性筒体推到落料孔中上料。上述整个过程中,只需要对弹性筒体进行一次横向定位,后续的动作就能连贯的实现,而弹性筒体圆柱形的形状,有利于横向的定位,提高定位效率。翻转通过重力的作用实现,不需要其他结构抓取弹性筒体进行翻转,简化了装置的结构。翻转后的弹性筒体并没有直接上料,而是先落到底部支撑板上,再通过落料推板,把弹性筒体推到落料孔中上料,这样设计的好处是,由于导向孔的直径大于弹性筒体,弹性筒体的在下落过程中会有一定角度的偏转,直接下落上料时,会出现弹性筒体无法准确上料的问题,上述过程能保证弹性筒体能顺利上料。
[0016]
2. 当弹性筒体需要装配或者检测时,夹紧组件才把弹性筒体夹紧,其他时候可以通过治具组件支撑,同时治具组件也能对弹性筒体进一步定位,提高装配精度。
附图说明
[0017]
图1为本发明的保证结构示意图。
[0018]
图2为车床弹性夹头的爆炸结构示意图。
[0019]
图3为治具组件的爆炸结构示意图。
[0020]
图4为治具组件和夹紧组件的结构示意图。
[0021]
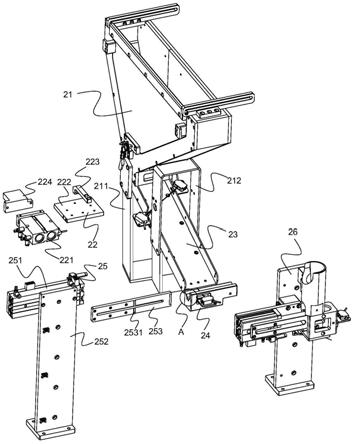
图5为弹性夹头筒体上料装置的爆炸结构示意图。
[0022]
图6为图5中a处的局部放大示意图。
[0023]
图7为落料机构的爆炸结构示意图。
[0024]
图8为开口垫圈上料装置的结构示意图。
[0025]
图9为开口垫圈上料装置的部分结构示意图。
具体实施方式
[0026]
如图1所示,一种弹性夹头组装设备,该设备包括机架及安装在其上的转盘装置1、弹性筒体上料装置2和开口垫圈上料装置3。弹性筒体上料装置即本专利的用于弹性夹头组装的筒体翻转上料装置。
[0027]
转盘装置1设有弹性筒体上料工位和开口垫圈上料工位;弹性筒体上料装置2的位置与弹性筒体上料工位匹配;开口垫圈上料装置3的位置与开口垫圈上料工位匹配;转盘装置1包括转动设置的转盘11和固定安装在转盘圆周上的治具组件12;治具组件12用于竖向定位弹性筒体;上述工位均有一个治具组件12且开口垫圈上料工位的下方设有用于夹紧弹性筒体的夹紧组件13。转盘装置1用于输送弹性筒体。弹性筒体上料装置2用于将弹性筒体头端向下竖直上料到转盘装置1中的治具组件12内。开口垫圈上料装置3用于将开口垫圈上料到弹性筒体的尾端,并将开口垫圈压紧在弹性筒体上。
[0028]
如图2所示,车床弹性夹头包括弹性筒体71和开口垫圈72,弹性筒体71为柱状,弹性筒体71的头端为直径逐渐减小的圆台形,弹性筒体71的尾端需要安装开口垫圈72。使用的时候通过压迫开口垫圈72使弹性筒体71夹紧钻刀或铣刀,生产的时候需要将开口垫圈72
安装到弹性筒体71上。
[0029]
如图3所示,治具组件12包括治具121、定位销122、弹簧123、螺栓124、无油衬套125和托板126。治具121包括安装部1211和定位部1212,安装部1211位于转盘11上方,定位部1212的上端连接在安装部1211的下端,定位部1212延伸到转盘11的下方。安装部1211为圆柱形,安装部1211中心设有第一通孔,安装部1211圆周上安装定位销122和螺栓124,定位销122和螺栓124均穿设在安装部1211与转盘11之间,且定位销122外侧套设弹簧123。定位部1212为圆柱形,定位部1212中心设有与第一通孔连通的定位孔,定位部1212侧面设有两个相对的夹紧窗12121。无油衬套125套设在定位部1212上,无油衬套125的底部通过两个相对的托板126支撑,托板126固定安装在转盘11的下部。
[0030]
治具组件12在定位时,弹性筒体的头端在下进入治具组件12中,弹性筒体通过定位孔定位,弹性筒体的尾端向上伸出治具121。治具121通过定位销122定位在转盘11上,通过螺栓124与转盘11固定。当治具121受到向下的压力时,治具121能向下移动,同时弹簧123被压缩;当压力去除时,治具121在弹簧123的作用下复位。无油衬套125能降低摩擦系数,使治具121移动更加顺畅。
[0031]
如图4所示,夹紧组件13包括夹紧底座131、夹紧气缸132、筒体夹爪133和辅助支撑杆134。夹紧底座131上竖向固定安装夹紧气缸132,夹紧气缸132的输出端连接筒体夹爪133,筒体夹爪133的夹持端为圆弧形,筒体夹爪133的夹持端穿过夹紧窗12121把弹性筒体夹紧。辅助支撑杆134安装在夹紧底座131上,辅助支撑杆134的上端支撑治具121的下端。
[0032]
夹紧组件13动作时,夹紧气缸132驱动筒体夹爪133移动,筒体夹爪133穿过夹紧窗12121把弹性筒体夹紧。
[0033]
治具组件12和夹紧组件13相互配和解决了弹性筒体定位和夹紧的问题,通常在夹紧弹性筒体时,缺少治具,仅通过气缸驱动夹爪实现弹性筒体的夹持,这样在开口垫圈安装的整个过程中,夹爪需要一直夹住弹性筒体,不然弹性筒体会掉落,需要人工把弹性筒体放回,降低装配效率。治具组件12和夹紧组件13相互配和的优点是,当弹性筒体需要装配或者检测时,夹紧组件13才把弹性筒体夹紧,其他时候可以通过治具组件12支撑,同时治具组件12也能对弹性筒体进一步定位,提高装配精度。
[0034]
如图5和图6所示,弹性筒体上料装置2包括储料箱21、挡料机构22、缓存轨道23、接料块24、推料机构25和落料机构26。储料箱21通过第一支架211固定安装在机架上,储料箱21的进料端在上,出料端在下,储料箱21进料端开口大于出料端。储料箱21中部通过支撑板212与第一支架211相连。储料箱21的出料端安装用于控制弹性筒体出料的挡料机构22。缓存轨道23倾斜设置在第一支架211上,缓存轨道23的上端位于储料箱21出料端的下方,弹性筒体沿着缓存轨道23向下滚动,缓存轨道23的下端安装用于接收弹性筒体的接料块24。弹性筒体在接料块24内水平放置,弹性筒体的尾端在左,头端在右。接料块24内至多有一个弹性筒体。接料块24上设有用于弹性筒体限位的圆弧形限位槽241,圆弧形限位槽241的下方设有条形的推料槽242。接料块24的一侧衔接推料机构25,接料块24的另一侧衔接落料机构26,且推料机构25、接料块24和落料机构26在一条直线上。落料机构26的高度低于接料块24。推料机构25用于将弹性筒体推到落料机构26中,落料机构26用于将水平放置的弹性筒体翻转为竖直状态,并落到转盘装置1中。
[0035]
挡料机构22包括挡料气缸221、挡料气缸安装板222、辅助连接杆223、和挡料推杆
244。挡料气缸221水平设置,挡料气缸221的上部固定安装挡料气缸安装板222,挡料气缸安装板222的两侧固定安装在支撑板212上,挡料气缸安装板222的上方与辅助连接杆223的一端固定连接,辅助连接杆223的另一端固定安装在储料箱21上,进一步提高挡料气缸安装板222安装的稳定性。挡料气缸221的输出端固定安装挡料推杆244,挡料推杆244伸进储料箱21的出料端。
[0036]
挡料机构22动作时,当缓存轨道23中没有弹性筒体时,挡料气缸221把挡料推杆244从储料箱21的出料端拉出来,弹性筒体从储料箱21的出料端进入缓存轨道23。缓存轨道23中装满弹性筒体时,挡料气缸221推动挡料推杆244伸进储料箱21的出料端,则弹性筒体被挡在储料箱21内。
[0037]
推料机构25包括推料气缸251、第二支架252和推料板253。推料气缸251通过第二支架252横向固定安装在机架上,推料气缸251的输出端固定安装推料板253,推料板253与接料块24衔接,推料板253的下部与推料槽242匹配,推料板253上设有限位凸起2531。
[0038]
推料机构25动作时,推料气缸251推动推料板253向右移动,推料板253从左向右把弹性筒体推到落料机构26中,当推料板253上的限位凸起2531与接料块24的左端接触时,说明弹性筒体已经进入落料机构26,此时推料气缸251复位,然后下一个弹性筒体进入接料块24。
[0039]
如图7所示,落料机构26包括落料导向柱261、落料导向块262、底部支撑板263、落料推板264、落料气缸265、落料气缸安装板266、第三支架267、第一辅助安装板268和第二辅助安装板269。落料导向柱261为空心圆柱,落料导向柱261内设有导向孔2611,导向孔2611的直径大于弹性筒体的直径。落料导向柱261上部靠近接料块24的一侧设有进料导向口2612,落料导向柱261的下部设有横向贯穿的第一导向槽2613。落料导向柱261的后部通过第一辅助安装板268安装在第三支架267上。落料导向块262位于落料导向柱261的底部,落料导向块262的后部通过第二辅助安装板269安装在第三支架267上。落料导向块262的底部安装底部支撑板263。底部支撑板263固定安装在第三支架267上。落料导向块262上设有竖向贯穿的第二导向槽2621,第二导向槽2621与第一导向槽2613衔接。在水平方向上,第二导向槽2621的长度大于第一导向槽2613。第二导向槽2621的右端为圆弧形。底部支撑板263上设有圆弧形的落料槽2631,落料槽2631与第二导向槽2621的右端配合形成落料孔,落料孔位于转盘装置1上方。落料推板264横向安装在落料气缸265的输出端,落料推板264位于第二导向槽2621的左侧,落料推板264的右端为向内凹的圆弧形,落料气缸265通过落料气缸安装板266固定安装在第三支架267的中部。
[0040]
落料机构26动作时,弹性筒体在推料机构25的作用下,逐渐向落料导向柱261移动,弹性筒体的头端先进入进料导向口2612,然后在重力的作用下,弹性筒体失稳,发生顺时针旋转,弹性筒体的头端倾斜向下先进入导向孔2611,然后弹性筒体整个进入导向孔2611内,在导向孔2611的作用下,弹性筒体竖直向下落到底部支撑板263上。然后落料气缸265驱动落料推板264向右移动,落料推板264推动弹性筒体向右移,弹性筒体一直移动到第二导向槽2621的右端,然后从落料孔落下,掉落到治具121中。
[0041]
推料机构25、接料块24和落料机构26相互配合解决了弹性筒体翻转上料的问题,弹性筒体为圆柱状,弹性筒体横向放置有利于弹性筒体的搬运,但弹性筒体的尾端需要压装开口垫圈,且弹性筒体竖向放置比横向放置更加容易定位,为此需要将弹性筒体由横向
翻转为竖向。上述机构的优点是通过接料块24上的圆弧形限位槽241将弹性筒体横向定位,然后推料机构25把定位好的弹性筒体推向落料机构26,弹性筒体在重力的作用下发生翻转,从而头端在下竖直掉落到底部支撑板263上,再通过落料推板264,把弹性筒体推到治具121中。上述整个过程中,只需要对弹性筒体进行一次横向定位,后续的动作就能连贯的实现,而弹性筒体圆柱形的形状,有利于横向的定位,提高定位效率。翻转通过重力的作用实现,不需要其他结构抓取弹性筒体进行翻转,简化了装置的结构。翻转后的弹性筒体并没有直接落到治具121上,而是先落到底部支撑板263上,再通过落料推板264,把弹性筒体推到治具121中,这样设计的好处是,由于导向孔2611的直径大于弹性筒体,弹性筒体的在下落过程中会有一定角度的偏转,直接落到治具121时,会出现弹性筒体无法进入治具121的问题,上述过程能保证弹性筒体能顺利进入治具121中。
[0042]
如图8和图9所示,一种开口垫圈上料装置,该装置包括分离机构31和抓取机构32;分离机构31用于输送待上料的卡扣卡簧,并将位于上料端的开口垫圈与其他的开口垫圈分离;抓取机构32用于抓取位于分离机构上料端的开口垫圈,并将开口垫圈套设到弹性筒体上,以及将开口垫圈压装到弹性筒体上。
[0043]
分离机构31包括开口垫圈料盘、上料轨道311、振动器312、定位块313、定位架314、分离气缸315、分离挡块316和防误抓挡板317。开口垫圈料盘的出料端衔接上料轨道311的进料端,上料轨道311的下部安装振动器312,上料轨道311的出料端衔接定位块313,上料轨道311和定位块313之间留有空隙,定位块313固定安装在定位架314上,定位块313上设有定位槽3131。分离气缸315安装在定位架314上,分离气缸315的输出端连接分离挡块316,分离挡块316为l形,分离挡块316包括挡料部3161和连接部,挡料部3161延伸在上料轨道311和定位块313之间的空隙内,挡料部3161的端部为楔形。连接部固定安装在分离气缸315上。防误抓挡板317固定安装在连接部上,防误抓挡板317能从上方挡住定位槽3131。防误抓挡板317设有圆弧形的抓料口,防误抓挡板317位于定位块313的上方,当抓料口与定位槽3131对齐时,分离挡块316将定位块313内的开口垫圈和上料轨道311内的开口垫圈分离。
[0044]
分离机构31动作时,开口垫圈从开口垫圈料盘进入上料轨道311中,在振动器312的振动下,开口垫圈移动到上料轨道311的出料端,并进入定位块313内,通过定位槽3131定位,然后分离气缸315推动分离挡块316和防误抓挡板317向右移动,分离挡块316上的挡料部3161把上料轨道311的出料端挡住,使定位块313中的开口垫圈与上料轨道311上 的开口垫圈分离,同时防误抓挡板317上的抓料口刚好与定位槽3131对齐。
[0045]
抓取机构32包括抓取支架321、横移组件322、竖移组件323、抓取组件324和压装组件325。抓取支架321上安装横移组件322,横移组件322上安装竖移组件323,竖移组件323上安装抓取组件324和压装组件325。抓取组件324包括三爪气缸3241、三爪气缸安装板3242和夹爪3243。三爪气缸3241竖向安装在三爪气缸安装板3242上,三爪气缸3241的输出端安装三个夹爪3243,夹爪3243位于定位槽3131上方,夹爪3243用于伸进开口垫圈的内壁,使开口垫圈夹紧在三个夹爪3243的外侧。压装组件325包括压装支撑板3251、压装气缸3252、接头3253、连接板3254、滑板3255、滑轨3256和压板3257。压装支撑板3251竖向固定安装在竖移组件323上,三爪气缸安装板3242横向固定安装在压装支撑板3251中部,压装支撑板3251的上部竖向固定安装压装气缸3252,压装气缸3252的输出端连接接头3253,接头3253从上向下穿过三爪气缸安装板3242,接头3253的下部固定安装连接板3254,连接板3254为l形,连
接板3254的后部固定安装在滑板3255上,滑板3255滑动安装在滑轨3256上,滑轨3256竖向固定安装在压装支撑板3251上,滑板3255的底部横向固定安装压板3257,压板3257上部与连接板3254相连,压板3257上设有夹爪限位孔32571,三个夹爪3243均位于夹爪限位孔32571内。
[0046]
抓取机构32动作时,竖移组件323向下移动抓取组件324,抓取组件324中的三个夹爪3243都伸进位于定位槽3131内的开口垫圈的内侧,然后三爪气缸3241驱动三个夹爪3243向外移动,把开口垫圈撑开,然后在竖移组件323和横移组件322的配合下,把抓取组件324移动到开口垫圈上料工位的治具12上方,把开口垫圈初步套到壳体的尾端,然后压装气缸3252驱动连接板3254沿着滑轨3256向下移动,使压板3257向下移动,压板3257压在开口垫圈上,把开口垫圈压到壳体的尾端,然后压装气缸3252复位,竖移组件323和横移组件322复位。
[0047]
本发明解决了开口垫圈夹取和压装一体化的问题,传统的开口垫圈在安装到弹性筒体上时,先使用一个抓取机构将开口垫圈初步放置到弹性筒体上,然后再用压装机构把开口垫圈压紧到弹性筒体上,需要两个不同的机构分别动作,才能完成开口垫圈的安装,且两个机构需要分别定位,定位时间过长,安装效率低。本发明的优点是把抓取组件324和压装组件325结合在一起,当其中一个定位好的时候,另一个也完成定位,减少了定位所需的时间,同时抓取组件324把开口垫圈套到弹性筒体上后,压装组件325能直接把开口垫圈向下压装到弹性筒体上,减少了压装等待的时间,提高了安装效率。分离机构31通过分离挡块316把待上料的开口垫圈与其他的开口垫圈分离开,便于抓取组件324的抓取;防误抓挡板317能有效的防止抓取组件324误抓。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1