一种超高强度金刚线母线制备方法与流程
[0001]
本发明涉及金刚线母线技术领域,具体涉及一种超高强度金刚线母线制备方法。
背景技术:
[0002]
金刚线母线兼具超高强度和良好的韧性,是金属制品中“皇冠”,被广泛用于硬材料切割等重要场合。随着线材市场的不断发展、技术装备的持续更新,产品的推陈出新和迭代速度不断加快。过去三年中,金刚线用母线的线径每年降低5-10um,强度每年增加100-200mpa。目前金刚线母线已经成功地将钢丝强度提升至4500mpa,并得到工业化应用。
[0003]
申请号为201510657772.7的专利公开了一种pbo纤维树脂金刚线及其制备方法,制备出的金刚线仅有65-80μm,在硅片切割的过程中具有高的出片率和材料利用率;申请号为201910322397.9的专利公开了一种金刚线母线及其制备方法,该方法制得的金刚线母线中镍层和钢丝的结合力较强,不需要在现行的电镀黄铜的母线钢丝上再进行化学镀镍,更环保;但是由于金刚线母线结构和制造工艺的限制,现有技术中生产金刚线母线拉拔使用23-25模拉丝工艺,随着强度提高,总压缩率增加,拉拔道次不足,金刚线母线断丝率增加,表面质量差,出现圈径不稳定等异常情况,制备的金刚线母线难以达到超高强度。需要提供一种超高强度金刚线母线制备方法,以提高金刚线母线强度,解决直径减少导致断丝率增加的问题。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种超高强度金刚线母线制备方法,能够解决直径减少导致断丝率增加的问题,制备出超高强度的金刚线母线。
[0005]
为解决上述技术问题,本发明的技术方案为:包括以下步骤:s1、将拉拔态钢丝进行热处理,然后对其表面进行处理增加拉拔润滑层,且该拉拔润滑层为金属层,得到金刚线母线黄丝,金刚线母线黄丝直径为d1,d1为0.3-0.8mm;s2、将金刚线母线黄丝进行湿拉,湿拉为27-35道次拉拔,每道次压缩率10-20%,每道次塔轮绕行2-5圈,得到金刚线母线,制得的金刚线母线直径为d2,d2为0.035mm-0.060mm,金刚线母线强度4800-5500mpa。
[0006]
进一步地,所述金属层为铜锌合金层,先镀铜,再镀锌,后面热扩散处理钢丝表层,锌往里扩散,铜往外扩散。
[0007]
进一步地,所述金属层的铜含量为66-80%,克重6-12g/kg,金属层表层铜含量为60-73%。
[0008]
进一步地,所述拉拔态钢丝为碳含量0.8-1.02%的钢丝,热处理后组织为索氏体。
[0009]
进一步地,所述湿拉的拉拔总压缩率为99-99.99%。
[0010]
本发明的优点在于:通过拉拔润滑层的结构设置以及拉拔道次的增加、塔轮绕行圈数的增加,增加拉拔润滑,提高总压缩率,使钢丝拉拔变形均匀,能够降低金刚线母线断丝率,表面质量好,不会出现圈径不稳定等异常情况,制备的金刚线母线可以达到超高强
度。
附图说明
[0011]
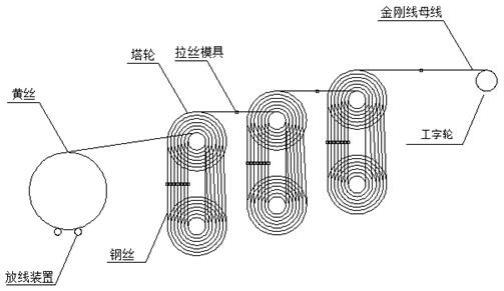
图1为本发明的工艺过程图;图2为本发明的拉拔示意图。
具体实施方式
[0012]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本发明进行进一步详细说明。下面的实施例可以使本专业的技术人员更全面地理解本发明,但并不因此将本发明限制在所述的实施例范围之中。
[0013]
实施例一:本具体实施方式采用如下技术方案:包括以下步骤:s1、将拉拔态钢丝进行热处理,然后对其表面进行处理增加拉拔润滑层,且该拉拔润滑层为金属层,得到金刚线母线黄丝,金属层为铜锌合金层,先镀铜,再镀锌,后面热扩散处理钢丝表层,锌往里扩散,铜往外扩散,金属层的铜含量为73%,克重10g/kg,金属层表层铜含量为65%,拉拔态钢丝为碳含量0.92%的钢丝,热处理后组织为索氏体,金刚线母线黄丝直径为d1,d1为0.58mm。
[0014]
s2、通过放线装置对金刚线母线黄丝进行放线,将金刚线母线黄丝穿过拉丝模具,并绕行在塔轮2-5圈,塔轮牵引拉拔钢丝力的作用,控制圈数为了保证钢丝塔轮上滑移量,共用31道次模具进行湿拉,湿拉为31道次拉拔,每道次模具压缩率q为12-20%,得到金刚线母线,制得的金刚线母线直径为d2,d2为0.055mm,金刚线母线强度5200mpa,,d2为拉丝后直径;d1为拉丝前直径,湿拉的拉拔总压缩率为99-99.99%,将制得的金刚线母线收到工字轮上。如图1和图2所示为工艺过程图和拉拔示意图。
[0015]
实施例二:本具体实施方式采用如下技术方案:包括以下步骤:s1、将拉拔态钢丝进行热处理,然后对其表面进行处理增加拉拔润滑层,且该拉拔润滑层为金属层,得到金刚线母线黄丝,金属层为铜锌合金层,先镀铜,再镀锌,后面热扩散处理钢丝表层,锌往里扩散,铜往外扩散,金属层的铜含量为80%,克重12g/kg,金属层表层铜含量为63%,拉拔态钢丝为碳含量1.02%的钢丝,热处理后组织为索氏体,金刚线母线黄丝直径为d1,d1为0.3mm。
[0016]
s2、通过放线装置对金刚线母线黄丝进行放线,将金刚线母线黄丝穿过拉丝模具,并绕行在塔轮2-5圈,共用35道次模具进行湿拉,湿拉为35道次拉拔,每道次模具压缩率q为12-20%,得到金刚线母线,制得的金刚线母线直径为d2,d2为0.035mm,金刚线母线强度5500mpa,,d2为拉丝后直径;d1为拉丝前直径,湿拉的拉拔总压缩率为99-99.99%,将制得的金刚线母线收到工字轮上。
[0017]
实施例三:本具体实施方式采用如下技术方案:包括以下步骤:
s1、将拉拔态钢丝进行热处理,然后对其表面进行处理增加拉拔润滑层,且该拉拔润滑层为金属层,得到金刚线母线黄丝,金属层为铜锌合金层,先镀铜,再镀锌,后面热扩散处理钢丝表层,锌往里扩散,铜往外扩散,金属层的铜含量为66%,克重6g/kg,金属层表层铜含量为60%,拉拔态钢丝为碳含量0.8%的钢丝,热处理后组织为索氏体,金刚线母线黄丝直径为d1,d1为0.8mm。
[0018]
s2、通过放线装置对金刚线母线黄丝进行放线,将金刚线母线黄丝穿过拉丝模具,并绕行在塔轮2-5圈,共用27道次模具进行湿拉,湿拉为27道次拉拔,每道次模具压缩率q为12-20%,得到金刚线母线,制得的金刚线母线直径为d2,d2为0.060mm,金刚线母线强度4800mpa,,d2为拉丝后直径;d1为拉丝前直径,湿拉的拉拔总压缩率为99-99.99%,将制得的金刚线母线收到工字轮上。
[0019]
以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1