复合油管的制造方法及合缝装置与流程
[0001]
本发明属于油管生产领域,特别涉及一种复合油管的制造方法及合缝装置。
背景技术:
[0002]
随着对能源需求的日益增长,对油气田的开采逐渐向深井、高腐蚀环境方向发展。含酸性气如h2s,co2,cl-等的油气田,常常处于深井、高温、高压、高腐蚀的恶劣环境,因此对于油井管的高温高压抗腐蚀性能要求非常高,有时为了满足生产需求需要采用整体耐蚀合金甚至镍基合金管道,成本高。为了降低开采成本,延长管道的使用寿命,针对高h2s、co2油气田的严重腐蚀问题开展了技术攻关,研究结果表明,使用耐蚀合金复合管是解决上述腐蚀问题相对安全和经济的途径之一。
[0003]
与单一材料相比,复合管同时具有基层和覆层材料各自的特点。其中,基层材料满足强度和刚度的要求,覆层材料则实现抗腐蚀和耐磨损的作用。按结合方式,复合管可分为两类:机械结合和冶金结合方式,都是先将两种或两种以上的单金属板材制成管坯,然后将加工好的管坯结合成复合管。
[0004]
机械结合对外管内壁平整度的要求非常高,否则容易形成因结合不严造成脱空现象;冶金结合工艺复杂,两种金属属性不同,结合后过渡层易产生裂纹。采用冶金复合钢板或钢带与成型焊接工艺制造复合管,是近几年发展起来的复合管新的制造方法,但因为异种金属材料属性有差异,所以很难得到高质量的复合管。因此,优化制造方法,改善组织性能,获得界面结合性能优异的复合管成为目前亟待解决的重要问题。
技术实现要素:
[0005]
为了克服上述现有技术的缺陷,本发明提供一种复合油管的制造方法及合缝装置,采用冶金复合钢板+成型焊接工艺制造复合管的方法,能改变板坯塑性,减小变形抗力,降低应力势差对成型过程的不良影响,减少了应力集中产生的裂纹,更好地保证了合缝效果,获得综合性能优异的复合油管。
[0006]
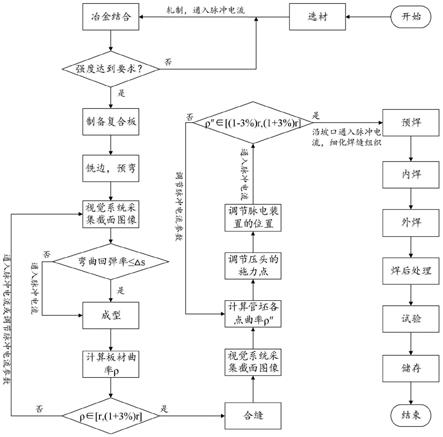
为实现上述目的,本发明所采用的技术方案是提供一种复合油管的制造方法,其特征在于,其包括如下步骤:
[0007]
步骤s1,选材:复合油管内层为添加有防腐抗酸性能元素的不锈钢板材,外层为添加有防锈性能元素的不锈钢板材,内外层不锈钢板材的截面为相同的楔形状;
[0008]
步骤s2,制备复合板:通过轧制将两块截面楔形状的不锈钢板材轧成复合板,轧制过程中利用脉冲电流施加装置通入脉冲电流;轧制结束后判断复合板强度是否达到要求,若不能达到要求则修改脉冲电流参数再次轧制,直至轧制出符合要求的复合板;
[0009]
步骤s3,铣边和预弯:机器视觉系统实时采集步骤s2得到的复合板的截面图像,并实时计算复合板的板材弯曲回弹率s:
[0010]
s=[(ρ-ρ
′
)/ρ
′
]
[0011]
其中,s为板材弯曲回弹率,ρ为板材发生回弹后的曲率半径,ρ
′
为弯曲半径;
[0012]
将板材弯曲回弹率s与预设值
△
s进行比较,当板材弯曲回弹率s大于预设值
△
s时,通入脉冲电流;其中,
△
s=(4r/t),r为成品复合油管半径值,t为板材厚度;
[0013]
步骤s4,成型:利用机器视觉系统计算板材曲率ρ,当板材曲率ρ值的大小在r~(1+3%)r范围内时,进行步骤s5;当板材曲率ρ值小于r或者大于(1+3%)r时,通入脉冲电流或调整脉冲电流的参数从而调整板材曲率ρ值的大小,直至板材曲率ρ值的大小在r~(1+3%)r范围内,进行步骤s5;
[0014]
步骤s5,合缝:在合缝过程中,视觉系统采集截面图像,进而计算管坯各点的曲率ρ
″
,实时跟踪判断管坯变形抗力最大的位置,从而调整脉冲电流施加电极的位置,确保在管坯变形抗力最大的位置通入脉冲电流;
[0015]
当(1-3%)r≤ρ
″
≤(1+3%)r时,进行步骤s6;
[0016]
当管坯某点曲率ρ
″
>(1+8%)r时,将主压头施加的挤压力增大[(ρ
″-
r)/r]/(2sinα),其中α为该点径向与其水平方向的夹角,同时通入脉冲电流,脉冲电压调节至{2+100[(ρ
″-
r)/r]}v,其它参数不变;
[0017]
当r(1+3%)<ρ
″
≤(1+8%)r时,挤压力不变,通入脉冲电流,脉冲电压调节至{2+100[(ρ
″-
r)/r]}v,其它参数不变;或者
[0018]
当管坯曲率ρ
″
<(1-3%)r时,减小或卸载主压头施加的挤压力,待曲率回弹至r后再进行加工;直至当(1-3%)r≤ρ
″
≤(1+3%)r时,进行步骤s6;
[0019]
步骤s6,预焊、内焊以及外焊:通过两组固定脉冲电流施加电极沿坡口通入脉冲电流,细化焊缝组织,从而获得复合油管。
[0020]
进一步地,本发明还提供一种用于复合油管制造的合缝装置,合缝装置包括脉冲电流施加装置、固定匚型电极、主压头、副压头、支撑排辊、框架、排辊转动液压缸、主压头主液压缸、主压头副液压缸、副压头液压缸与副压头转动液压缸;所述框架包括底座、立柱和横梁;所述底座固定在地基上,两侧分别安装有所述立柱,两根所述立柱上固定安装所述横梁;所述支撑排辊呈v型对称布置在所述底座上,且与所述底座转动连接;每个所述支撑排辊的两端都通过所述排辊转动液压缸与所述底座转动连接;所述横梁中部通过所述主压头主液压缸和所述主压头副液压缸转动连接有所述主压头,且所述主压头主液压缸和所述主压头副液压缸动作同步;所述主压头两侧各安装有一个所述副压头,且所述副压头的位置在所述主压头后侧;所述副压头由所述副压头液压缸和所述副压头转动液压缸安装在所述横梁上。
[0021]
优选地,所述脉冲电流施加装置包括匚型脉冲电流施加电极及其转动机构、星型支撑机构、半圆形t型齿圈轨道和连接底座;
[0022]
所述匚型脉冲电流施加电极包括活动l型架、固定l型架、拉伸弹簧、第一插销、电极底座、电极螺帽、电极伸缩弹簧和球头石墨电极,且整体结构呈匚型;所述固定l型架固定在所述转动机构的伸缩臂的端面上;所述活动l型架和所述固定l型架构成匚型框架,且所述活动l型架和所述固定l型架之间固定安装有所述拉伸弹簧,所述固定l型架设置有导向杆,所述活动l型架设置有相应的导向孔,实现匚型框架的第一型边的长度能调整,以适应不同壁厚的复合管管坯;所述电极底座上依次安装有所述电极伸缩弹簧、所述球头石墨电极和所述电极螺帽;所述球头石墨电极能沿其轴线进行伸缩,实现所述匚型脉冲电流施加电极能适应非严格圆形截面的管坯;所述电极底座、所述电极伸缩弹簧、所述球头石墨电极
和所述电极螺帽构成基础电极,每个所述匚型脉冲电流施加电极安装有六个上述基础电极,即所述活动l型架的第二型边上安装有一对上述基础电极,所述固定l型架的第二型边和第一型边上分别安装有一对上述基础电极;六对基础电极的所述球头石墨电极分别与管坯端面、内壁和外壁紧密接触。
[0023]
所述转动机构包括伸缩臂、固定件、转动臂、从动滚轮、驱动滚轮、驱动齿轮和驱动电机;
[0024]
所述星型支撑机构包括固定底座、伸缩杆、伸缩弹簧、橡胶垫、压紧块、第二插销、螺帽以及固定杆,且整体结构呈六角星型;
[0025]
所述半圆形t型齿圈轨道包括第一t型齿圈轨道和第二t型齿圈轨道,所述星型支撑机构与所述连接底座固定安装,所述连接底座上安装有第一t型齿圈轨道和第二t型齿圈轨道,且形成圆形封闭式轨道;所述第一t型齿圈轨道和所述第二t型齿圈轨道分别安装有两套所述转动机构,每套所述转动机构都安装有一套所述匚型脉冲电流施加电极。
[0026]
进一步地,所述星型支撑机构的所述固定底座是底边为正六边形的棱柱结构;所述固定杆数量为六根,且均布固定在所述固定底座六个侧面上;六根所述固定杆上依次装配有所述螺帽、所述伸缩杆、所述伸缩弹簧、所述压紧块和所述第二插销;所述压紧块的压紧面上包裹有所述橡胶垫;所述固定杆和所述伸缩杆同轴线装配,所述伸缩杆能沿其轴线进行伸缩。
[0027]
进一步地,所述转动机构的转动臂上安装有所述驱动电机和所述从动滚轮,所述驱动电机轴上转动安装有所述驱动齿轮和所述驱动滚轮;所述驱动滚轮和所述从动滚轮压紧所述第一t型齿圈轨道和所述第二t型齿圈轨道的“丨”型的内壁和外壁;所述驱动齿轮和所述第一t型齿圈轨道与所述第二t型齿圈轨道组成的圆形齿圈轨道为内啮合,所述转动机构在所述驱动电机的驱动下能沿所述第一t型齿圈轨道与所述第二t型齿圈轨道组成的圆形齿圈轨道做圆周转动;所述转动臂上安装有所述伸缩臂和所述固定件,且所述伸缩臂能沿其轴线进行伸缩。
[0028]
优选地,所述合缝装置工作时,管坯两端各安装有一个所述脉冲电流施加装置;所述脉冲电流施加装置的所述星型支撑机构支撑于管坯内壁上,所述星型支撑机构关于管坯中间竖直对称面对称布置;所述匚型脉冲电流施加电极与管坯端面、内壁、外壁紧密接触;焊缝坡口两侧管坯端面上设置有两对所述固定匚型电极。
[0029]
优选地,所述合缝装置能通过控制所述排辊转动液压缸伸缩杆的伸缩,进而控制所述支撑排辊v型夹角的大小;通过控制所述副压头液压缸和所述副压头转动液压缸伸缩杆的伸缩,改变两个所述副压头之间的夹角。
[0030]
本发明由于采用了上述的技术方案,具有以下有益效果:
[0031]
1、本发明的复合油管采用冶金复合钢板+成型焊接工艺制造复合管的方法,复合钢板内外层均采用不锈钢板材,但内层不锈钢板材添加有防腐抗酸性能的元素,外层不锈钢板材添加有防锈性能的元素,满足外层防锈、内层防腐抗酸的同时使得内外层板材的电阻率基本一致,实现后续通入的脉冲电流能够比较均匀地通过复合板,且内外层板材的截面为相同的楔形,增大了冶金结合面;在轧制过程中通入脉冲电流,提高了界面原子扩散层的厚度,提高了复合板结合强度,从而能获得综合性能优异的复合油管。
[0032]
2、本发明的复合油管采用冶金复合钢板+成型+焊接的方法制造复合管,因为复合
板的两种金属层材料属性有所差异,在成型过程中两种材料的屈服强度不一致容易造成缺陷;通过引入机器视觉系统,实时监测板材各点的曲率和弯曲回弹率,实现智能化通入脉冲电流,改变板坯塑性,从而减小变形抗力,降低应力势差对成型过程的不良影响。
[0033]
3、本发明的复合油管合缝装置包括由机器视觉系统控制的脉冲电流施加装置,机器视觉系统能够实时跟踪判断管坯变形抗力最大的地方,从而调整脉冲电流施加电极的位置,使得在管坯变形抗力最大的地方通入脉冲电流,降低了其变形抗力,减少了应力集中产生的裂纹,减小了合缝装置施力机构的压下力,更好地保证了合缝效果。
附图说明
[0034]
图1是本发明复合油管的制造方法及合缝装置的制造方法流程图;
[0035]
图2是本发明复合油管的制造方法及合缝装置的合缝装置主视图;
[0036]
图3是本发明复合油管的制造方法及合缝装置的合缝装置侧视图;
[0037]
图4是本发明复合油管的制造方法及合缝装置的复合管管坯示意图;
[0038]
图5是本发明复合油管的制造方法及合缝装置的合缝装置部件结构示意图;
[0039]
图6是本发明复合油管的制造方法及合缝装置的脉冲电流施加装置结构示意图;
[0040]
图7是本发明复合油管的制造方法及合缝装置的脉冲电流施加电极结构示意图;
[0041]
图8是本发明复合油管的制造方法及合缝装置的脉冲电流施加电极转动部件结构示意图;
[0042]
图9是本发明复合油管的制造方法及合缝装置的脉冲电流施加装置支撑部件结构示意图;
[0043]
图10是本发明复合油管的制造方法及合缝装置的脉冲电流施加装置第一t型齿圈轨道轴测图。
[0044]
主要附图标记:
[0045]
1-底座;2-排辊转动液压缸;3-支撑排辊;4-立柱;5-复合管管坯;51-复合管防腐层;52-复合管防锈层;6-脉冲电流施加装置;61-匚型脉冲电流施加电极;611-活动l型架;612-电极底座;613-电极螺帽;614-球头石墨电极;615-拉伸弹簧;616-固定l型架;617-第一插销;618-电极伸缩弹簧;62-转动机构;621-伸缩臂;622-固定件;623-转动臂;624-从动滚轮;625-驱动滚轮;626-驱动齿轮;627-驱动电机;63-星型支撑机构;631-伸缩杆;632-伸缩弹簧;633-橡胶垫;634-压紧块;635-第二插销;636-螺帽;637-固定杆;638-固定底座;64-第一t型齿圈轨道;65-连接底座;66-第二t型齿圈轨道;7-副压头;8-副压头液压缸;9-副压头转动液压缸;10-固定匚型电极;11-主压头;12-主压头主液压缸;13-横梁;14-主压头副液压缸。
具体实施方式
[0046]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要注意的为,除非另有说明,本申请使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。例如本发明所用的前、后、左和右仅仅是示例性质的,是为了描述方便使用的用语。
[0047]
下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
[0048]
本发明提供一种复合油管的制造方法,如图1所示,其包括如下步骤:
[0049]
步骤s1,选材:一种外层防锈、内层防腐抗酸的φ610
×
25.4mm复合油管,考虑到后续工序中需要通入脉冲电流,为了实现能够控制脉冲电流的流向,复合管管坯5内、外层均采用不锈钢板材,复合管防腐层51不锈钢板材主要含有铬(cr)、镍(ni)、铌(nb)等具有防腐抗酸性能的元素,复合管防锈层52不锈钢板材主要含有钼(mo)、钛(ti)、锰(mn)等具有防锈性能的元素,从而满足外层防锈、内层防腐抗酸的同时使得内外层管坯的电阻率基本一致,使得后续通入的脉冲电流能够比较均匀地通过复合管管坯5,复合管防腐层51和复合管防锈层52不锈钢板材的截面为相同的楔形;
[0050]
步骤s2,制备复合板:通过轧制将复合管防腐层51楔形不锈钢板材和复合管防锈层52楔形不锈钢板材轧成复合板;轧制过程中通入脉冲电压为2v,脉冲频率为60hz,脉冲宽度为25μs的脉冲电流,提高复合板结合界面过渡层的结合强度和组织性能;
[0051]
步骤s3,铣边和预弯:工艺引入机器视觉系统,用于实时采集复合板的截面图像,并计算板材弯曲回弹率[(ρ-ρ
′
)/ρ
′
];当弯曲回弹率大于规定值
△
s=48%时,通入脉冲电压为2v,脉冲频率为60hz,脉冲宽度为25μs的脉冲电流;
[0052]
步骤s4,成型:基于引入的机器视觉系统,计算板材曲率ρ;当ρ值的大小满足305mm≤ρ≤306.5mm时,进行下一步骤;当ρ值的大小不能满足305mm≤ρ≤306.5mm时,通入脉冲电流或调整脉冲电流的参数;
[0053]
步骤s5,合缝:基于引入的机器视觉系统,合缝过程中实时测量管坯各点曲率ρ
″
,当某点的曲率ρ
″
不满足305mm≤ρ
″
≤306.5mm时,曲率ρ
″
最大的点则视为变形抗力最大的点,调节合缝装置,改变管坯受力点,使曲率最大的点成为受力点;当管坯曲率ρ
″
>329mm时,将主压头施加的挤压力增大[(ρ
″-
305)/305]/(2sinα),其中α为该点径向与其水平方向的夹角,同时通入脉冲电流,脉冲电压调节至{2+100[(ρ
″-
305)/305]}v,其它参数不变;当管坯曲率314mm<ρ
″
≤329mm时,挤压力不变,通入脉冲电流,脉冲电压调节至{2+100[(ρ
″-
305)/305]}v,其它参数不变;当管坯曲率296mm≤ρ
″
≤314mm时,进行下一步;当管坯曲率ρ
″
<296mm时,及时减小或卸载装置的挤压力,待曲率回弹至305mm后再进行加工;
[0054]
步骤s6,预焊、内焊、外焊:通过两组固定匚型电极10沿坡口通入脉冲电流,细化焊缝组织,从而获得高质量的复合油管。
[0055]
针对本发明提供的一种复合油管的制造方法及合缝装置,本发明还提供了一种复合油管的合缝装置。
[0056]
如图2-图10所示,本发明的复合油管合缝装置包括脉冲电流施加装置6,脉冲电流施加装置6主要包括四套匚型脉冲电流施加电极61及其转动机构62、星型支撑机构63、第一t型齿圈轨道64、连接底座65和第二t型齿圈轨道66。
[0057]
星型支撑机构63主要包括固定底座638和六套伸缩杆631、伸缩弹簧632、橡胶垫633、压紧块634、第二插销635、螺帽636以及固定杆637;固定底座638为底边为正六边形的棱柱结构,六根固定杆637均布固定在固定底座638六个侧面上;六根固定杆637上依次装配有螺帽636、伸缩杆631、伸缩弹簧632、压紧块634和第二插销635;压紧块634的压紧面上包裹有橡胶垫633;固定杆637和伸缩杆631为同轴线装配,伸缩杆631能沿其轴线进行伸缩。
[0058]
具体地,转动机构62包括伸缩臂621、固定件622、转动臂623、从动滚轮624、驱动滚
轮625、驱动齿轮626和驱动电机627;转动臂623上转动连接有驱动电机627和从动滚轮624;驱动电机627轴上转动连接有驱动齿轮626和驱动滚轮625;驱动滚轮625和从动滚轮624压紧第一t型齿圈轨道64和第二t型齿圈轨道66的“丨”型的内壁和外壁,驱动齿轮626和第一t型齿圈轨道64与第二t型齿圈轨道66组成的圆形齿圈轨道为内啮合,转动机构62在驱动电机627的驱动下能沿第一t型齿圈轨道64与第二t型齿圈轨道66组成的圆形齿圈轨道做圆周转动;转动臂623上安装有伸缩臂621和固定件622,伸缩臂621能沿其轴线进行伸缩。
[0059]
更具体地,匚型脉冲电流施加电极61主要由活动l型架611、固定l型架616、拉伸弹簧615、第一插销617以及六套电极底座612、电极螺帽613、电极伸缩弹簧618和球头石墨电极614组成;固定l型架616固定在转动机构62中的伸缩臂621的端面上,活动l型架611和固定l型架616构成匚型框架,活动l型架611和固定l型架616之间安装有拉伸弹簧615,固定l型架616设有导向杆,活动l型架611设有相应的导向孔,实现匚型框架的第一型边的长度能调整,以适应不同壁厚的复合管管坯5;每个电极底座612上依次安装有电极伸缩弹簧618、球头石墨电极614和电极螺帽613,球头石墨电极614能沿其轴线进行伸缩,实现匚型脉冲电流施加电极61能适应非严格圆形截面的管坯;电极底座612、电极伸缩弹簧618、球头石墨电极614和电极螺帽613构成基础电极,每个匚型脉冲电流施加电极61安装有六个基础电极,即活动l型架611的第二型边上安装有一对基础电极,固定l型架616的第二型边和第一型边上分别安装有一对基础电极,六对基础电极的球头石墨电极614分别与管坯端面、内壁和外壁紧密接触。
[0060]
在一个优选实施例中,即活动l型架611的第二型边
“▁”
型边上安装有一对基础电极,固定l型架616的第二型边
“▁”
型边和第一型边
“▏”
型边上分别安装有一对基础电极。
[0061]
进一步地,星型支撑机构63的固定底座638端面上固定安装有连接底座65,连接底座65上安装有一对半圆形第一t型齿圈轨道64和第二t型齿圈轨道66,形成圆形封闭式轨道,圆形封闭式轨道上安装有四套转动机构62,每套转动机构62安装有一套匚型脉冲电流施加电极61。
[0062]
合缝装置主要由一个主压头11、一对副压头7、一对支撑排辊3、一套框架和若干液压缸组成;框架由底座1、一对立柱4和横梁13构成;底座1固定在地基上,底座1两侧分别安装有立柱4,两根立柱4上安装有横梁13,一对支撑排辊3呈v型对称布置在底座1上,支撑排辊3和底座1通过转轴连接,每个支撑排辊3的两端都通过一个排辊转动液压缸2与底座1连接,通过控制排辊转动液压缸2伸缩杆的伸缩进而控制支撑排辊3的v型夹角的大小,实现调整管坯高度的目的以及适应不同管径的管坯;横梁13中部通过主压头主液压缸12和主压头副液压缸14安装有主压头11,其中主压头主液压缸12和主压头副液压缸14动作同步,主压头11两侧各安装有一个副压头7,副压头7的位置在主压头11后侧;副压头7由副压头液压缸8和副压头转动液压缸9安装在横梁13上,通过控制副压头液压缸8和副压头转动液压缸9伸缩杆的伸缩能控制一对副压头7之间的夹角,从而能改变管坯的受力点。
[0063]
在具体实施例中,合缝装置工作时,复合管管坯5两端各安装有一个脉冲电流施加装置6,脉冲电流施加装置6的星型支撑机构63支撑于复合管管坯5内壁上;星型支撑机构63一方面起到支撑脉冲电流施加装置6的作用,另一方面当合缝装置的主压头11超过其限位行程时起到一个缓冲的作用,防止压坏复合管管坯5;星型支撑机构63关于复合管管坯5中间竖直对称面对称,避免妨碍主压头11工作,脉冲电流施加装置6的匚型脉冲电流施加电极
61与复合管管坯5的端面和内外壁紧密接触;在合缝过程中,机器视觉系统能够实时跟踪判断管坯变形抗力最大的地方,从而调整脉冲电流施加装置6的位置,实现在管坯变形抗力最大的地方得以通入脉冲电流,实现脉冲电流的智能化控制,降低管坯变形抗力,减少应力集中产生的裂纹,减小合缝装置施力机构的挤压力,更好地保证合缝效果,得到高质量的复合管。
[0064]
更进一步地,复合管管坯5坡口两侧焊缝端面上设置有两对固定匚型电极10,焊接时,能沿坡口通入脉冲电流,从而细化焊缝组织,提高复合管综合性能。
[0065]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1