一种用于长悬伸切削加工的减振刀杆及其使用方法与流程
[0001]
本发明属于机械切削技术领域,具体涉及一种用于长悬伸切削加工的减振刀杆及其使用方法。
背景技术:
[0002]
在切削加工中,深孔结构或者切削可达性较差的结构中往往需要长悬伸切削。而在长悬伸切削加工过程中,由于刀具悬伸较长,刚性较差,在切削过程中极易产生切削振动甚至颤振,降低切削表面质量,缩短刀具寿命。
技术实现要素:
[0003]
本发明的目的在于克服现有技术的不足之处,提供一种可效提高刀杆的减振抑振效果,从而可提高切削表面质量和延长刀具使用寿命的用于长悬伸切削加工的减振刀杆及其使用方法。
[0004]
本发明的上述目的通过如下技术方案来实现:
[0005]
一种用于长悬伸切削加工的减振刀杆,其特征在于:包括刀杆本体、加强芯杆、充注介质、封堵件;
[0006]
在刀杆本体的内部中心位置设置有内腔孔,在内腔孔的孔壁上制有多组周期性环形槽阵,沿刀杆本体的头部至尾端方向,每组环形槽阵由多个宽度依次变大的环形槽组成;
[0007]
所述封堵件可拆卸式固定于刀杆本体的尾端,使刀杆本体内部形成封闭腔体;
[0008]
所述加强芯杆为两端设置有锥形头的杆体结构,在刀杆本体的内腔孔的孔底及封堵件的内端分别设置有一定位孔;在加强芯杆安装于刀杆本体的内腔孔内,加强芯杆的两端锥形头分别与刀杆本体内腔孔内的定位孔及封堵件内端的定位孔形成定位配合;
[0009]
所述充注介质采用磁流变液,用于充注于刀杆本体的封闭腔内;
[0010]
还包括为磁流变液提供磁场的磁极板,所述磁极板设置于刀杆本体的外部。
[0011]
进一步的:所述加强芯杆采用钛合金杆。
[0012]
进一步的:所述封堵件采用沉头螺钉;在刀杆本体的尾端同轴设置有与内腔孔连通的螺纹孔,与沉头螺钉螺纹配合,使刀杆本体内部形成封闭腔体。
[0013]
一种用于长悬伸切削加工的减振刀杆的使用方法,其特征在于:基于上述的用于长悬伸切削加工的减振刀杆,具体为:
[0014]
在刀杆本体的内腔孔中不放置加强芯杆,也不填充磁流变液,仅通过在刀杆本体的尾端固定封堵件,使刀杆本体的内部形成封闭空腔;通过多组周期性环形槽阵阻碍并且衰减振动功率流传导,起到对刀杆本体减振的作用。
[0015]
一种用于长悬伸切削加工的减振刀杆的使用方法,其特征在于:基于上述的用于长悬伸切削加工的减振刀杆,具体步骤为:
[0016]
步骤1、向刀杆本体内腔孔中充满磁流变液;
[0017]
步骤2、将封堵件固定在刀杆本体的尾端,将磁流变液密封到刀杆本体的封闭腔
中;
[0018]
步骤3、通过磁极板为刀杆本体施加均匀的磁场,磁流变液在磁场的作用下,呈具有阻尼的作用的柔性类固体形态,并产生体积膨胀,通过膨胀压力给刀杆本体施加预载荷,降低刀杆本体的切削振动。
[0019]
一种用于长悬伸切削加工的减振刀杆的使用方法,其特征在于:基于上述的用于长悬伸切削加工的减振刀杆,具体步骤为:
[0020]
步骤1、将加强芯杆置于刀杆本体的内腔孔中,起到提高刀杆本体强度的作用;
[0021]
步骤2、向刀杆本体的内腔孔中充注磁流变液;
[0022]
步骤3、将封堵件固定安装于刀杆本体的尾端,将磁流变液密封到刀杆本体的内腔中,另外,加强芯杆的两端锥头分别与刀杆本体的内腔孔内的定位孔和沉头螺钉上的定位孔接触配合,实现对加强芯杆的限位及定心;
[0023]
步骤4,通过磁极板为刀杆本体施加均匀的磁场,磁场中磁流变液为具有阻尼的作用的柔性类固体形态,起到衰减刀杆振动的作用;另外,加强芯杆提高振动功率流在刀杆本体内的折射次数,提高阻尼减振效果;在磁场作用下,磁流变液产生体积膨胀,通过膨胀压力给刀杆本体施加预载荷,降低刀杆本体的切削振动。
[0024]
本发明具有的优点和积极效果:
[0025]
(1)本发明中的刀杆本体包含多组周期性环形槽阵,可衰减甚至阻断振动功率流,降低甚至抑制刀杆的振动。
[0026]
(2)本发明中的磁流变液在磁场作用下瞬间由牛顿液体形态变为柔性类固体形态,并且磁流变液的强度随磁场的增大而变大,磁流变液的柔性类固体形态具有阻尼的作用,可以衰减长悬伸切削加工中刀杆的振动,并随着磁场的变强,磁流变液由降低振动逐渐过渡到抑制振动。
[0027]
(3)本发明中的磁流变液的柔性类固体形态的体积大于牛顿液体形态,在磁场作用下,磁流变液体积膨胀,对刀杆施加膨胀压力,此膨胀压力相当于给刀杆施加了预载荷,可以抵消刀杆的弯曲应力,降低刀杆的挠度变形量,从而降低刀杆的切削振动,减少刀杆出现切削振动的几率。
[0028]
(4)本发明中的多组周期性环形槽阵和磁流变液对振动的缓冲甚至是抑制作用会降低铣削加工中的噪音,营造宜人的人机交互环境。
[0029]
(5)本发明中的加强芯杆材料为钛合金,比强度高,可进一步提高刀杆的强度,另外,加强芯杆可提高振动功率流在刀杆内的折射次数,提高刀杆的阻尼减振效果。
[0030]
(6)本发明中的加强芯杆与刀杆本体同轴,可保证刀杆本体在切削中的动平衡。
[0031]
(7)本发明在长悬伸切削中操作简单,对车间工人的操作技术无太高的要求,适用的操作人员的范围比较广。
[0032]
本发明可用于航天,化工,水利,电力等行业的包含长悬伸切削加工,尤其对于静电导航仪零件加工领域,有十分广阔的推广应用前景。
附图说明
[0033]
图1是本发明第一种使用方法的结构示意图;
[0034]
图2是本发明第二种使用方法的结构示意图;
[0035]
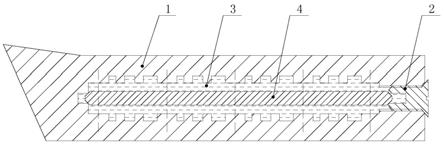
图3是本发明第三种使用方法的结构示意图;
[0036]
图4是本发明刀杆本体的结构示意图;
[0037]
图5是本发明加强芯杆的结构示意图;
[0038]
图6是本发明沉头螺钉的结构示意图;
[0039]
图7是本发明刀杆本体与磁极板的相对位置示意图1;
[0040]
图8是本发明刀杆本体与磁极板的相对位置示意图2。
具体实施方式
[0041]
下面结合附图并通过具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
[0042]
一种用于长悬伸切削加工的减振刀杆,主要包括刀杆本体1、加强芯杆4、充注介质、封堵件和磁极板5,充注介质采用磁流变液3,封堵件采用沉头螺钉2。
[0043]
在刀杆本体的内部中心位置设置有内腔孔1.2,在内腔孔的孔壁上制有多组周期性环形槽阵1.3,刀杆本体的尾端制有螺纹孔,可与沉头螺钉配合,使刀杆本体内部形成封闭腔体。
[0044]
每组环形槽阵是由多个宽度依次变大的环形槽组成,附图中每组环形槽阵由3个环形槽构成,环形槽可有效地阻碍振动功率流的传导,宽度依次变大的环形槽结构可以有效的衰减振动功率流,有效降低刀杆的振动。刀杆本体中含有多组周期性的环形槽阵,周期性结构可在有限的区域内实现最大限度的对振动功率流的衰减作用。
[0045]
沉头螺钉与刀杆本体尾端的螺纹孔配合,使刀杆本体内部形成封闭腔体,刀杆本体内腔中可以充满磁流变液,沉头螺钉可防止磁流变泄漏。沉头螺钉的螺杆端制有一圆形定位孔2.1,在刀杆本体内腔孔的孔底制有另一圆形定位孔1.1,两定位孔圆孔直径大小一致且同轴,这个两个定位孔刚好可以把加强芯杆的两端固定,避免加强芯杆在刀杆本体内的晃动。
[0046]
加强芯杆的材料为钛合金,比强度高,刚性大,加强芯杆可以辅助提高刀具的刚度。加强芯杆的两端为锥形头4.1,当加强芯杆放入刀杆本体内时,加强芯杆的两端锥形头分别与导杆本体内腔孔的孔底的定位孔和沉头螺钉上的定位孔接触,且实现自动定心,借助两个定位孔,限制加强芯的自由度。
[0047]
磁流变液在磁场作用下瞬间由牛顿液体形态变为柔性类固体形态,并且磁流变液的强度随磁场的增大而变大,磁流变液的柔性类固体形态具有阻尼的作用,可以缓冲长悬伸切削加工中刀杆本体的振动,并随着磁场的变强,磁流变液由降低振动逐渐过渡到抑制振动。
[0048]
磁流变液的柔性类固体形态的体积大于牛顿液体形态,在磁场作用下,磁流变液体积膨胀,对刀杆本体施加膨胀压力,此膨胀压力相当于给刀杆本体施加了预载荷,可以抵消刀杆本体的弯曲应力,降低刀杆本体的挠度变形量,从而降低刀杆本体的切削振动,减少刀杆本体出现切削振动的几率。
[0049]
磁极可提供均匀的磁场,调节电压的变化,可改变其产生磁场的强度。
[0050]
一种用于长悬伸切削加工的减振刀杆的使用方法:
[0051]
方法一:
[0052]
如图1所示,通过螺纹连接将沉头螺钉拧紧在刀杆本体的尾端,使刀杆本体的内部形成封闭空腔,防止切削及灰尘进入。此刀杆本体可依靠多组周期性环形槽阵有效阻碍并且衰减振动功率流传导,从而起到对刀杆本体减振的作用。
[0053]
方法二:
[0054]
如图2所示,
[0055]
第一步,向刀杆本体内腔孔中充注入满磁流变液,利用磁流变液在磁场中的特性起到减振及增加刀杆本体强度的作用;
[0056]
第二步,用沉头螺钉拧紧到刀杆本体的尾端螺纹孔内,将磁流变液密封到刀杆本体的内腔中。
[0057]
第三步,通过磁极板为刀杆本体施加均匀的磁场,磁场中磁流变液为柔性类固体形态,具有阻尼的作用,可以衰减刀杆本体的振动,在磁场作用下,磁流变液体积膨胀,对刀杆本体施加膨胀压力,相当于给刀杆本体施加了预载荷,可以抵消刀杆本体的弯曲应力,降低刀杆本体的挠度变形量,从而降低刀杆的切削振动,减少刀杆出现切削振动的几率。
[0058]
方法二中的刀杆本体的减振效果优于方法一。但方法一操作简单,无需磁场及磁流变液即可实现振动的衰减甚至抑制。
[0059]
方法三:
[0060]
如图3所示
[0061]
第一步,将加强芯杆置于刀杆本体的内腔孔中,加强芯杆的内端锥形头与内腔孔的孔底的定位孔接触,实现对加强芯杆内端限位及定心。加强芯杆可进一步提高刀杆本体的刚度,减少振动的发生。
[0062]
第二步,向刀杆本体的内腔孔中充注磁流变液,利用磁流变液在磁场中的特性起到减振及增加刀杆本体强度的作用;
[0063]
第三步,用沉头螺钉拧紧到刀杆本体尾端的螺纹孔中,将磁流变液密封到刀杆本体的内腔中,另外加强芯杆的外端锥形头与沉头螺钉上的定位孔接触,可实现对加强芯杆的外端限位及定心。
[0064]
第四步,通过磁极板为刀杆本体施加均匀的磁场,磁场中磁流变液为柔性类固体形态具有阻尼的作用,可以衰减刀杆本体的振动,另外加强芯杆可以提高振动功率流在刀杆本体内的折射次数,提高阻尼减振效果;在磁场作用下,磁流变液体积膨胀,对刀杆本体施加膨胀压力,相当于给刀杆本体施加了预载荷,可以抵消刀杆本体的弯曲应力,降低刀杆本体的挠度变形量,从而降低刀杆的切削振动,减少刀杆出现切削振动的几率。
[0065]
方法三中的刀杆本体的减振效果优于方法二。但方法二中无需使用加强芯杆即可实现振动的衰减甚至抑制。
[0066]
如图7所述磁极板施加的磁场方向垂直于刀杆本体的轴向,如图8所述磁极板施加的磁场方向平行于刀杆本体的轴向,不限于图7和图8,磁极板所施加磁场的方向可以是任意方向的,这并不影响磁场对磁流变液的作用效果,因此磁极板所施加磁场的方向不会影响本发明长悬伸切削加工的减振刀杆的减振效果。
[0067]
尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本发明的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1