一种便于对缸体工件进行四周加工的夹紧装置的制作方法
1.本实用新型涉及对缸体工件进行加工的机加夹具领域,特别涉及一种便于对缸体工件进行四周加工的夹紧装置。
背景技术:
2.目前对缸体工件加工进行加紧定位时,主要采用两种夹紧方式,方式一:用杠杆缸压紧缸体底部突出部位(见图1);方式二:采用碑式的夹具体,从上往下压紧工件(见图2)。
3.图4为本实用新型实际中应有的情形。
4.方式一主要缺点有(1)由于夹紧点位于工件底部,加工工件顶部或加工点离夹紧点过远是可能时会出现振刀现象;(2)夹紧点的位置选择困难且接触面积较小。
5.方式二主要缺点有(1)碑式夹具体成本太高(2)无法进行四面加工(3)不利于换型。
技术实现要素:
6.针对现有技术存在的问题,为解决上述问题,本实用新型提供一种便于对缸体工件进行四周加工的夹紧装置,为实现这个目的,本实用新型提供如下方案:
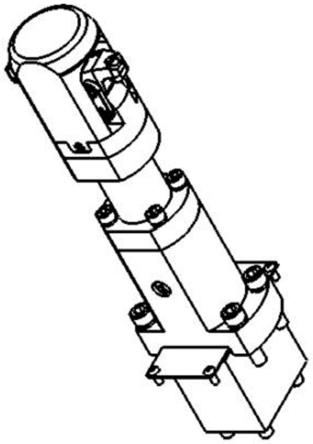
7.一种便于对缸体工件进行四周加工的夹紧装置,包括夹头部分与底座部分,所述夹头部分由拉缸座,拉杆,铰链座,衬套,防尘圈,铰链,压板,销轴a,销轴b,压垫,顶盖组成;所述底座部分由直线缸,连接钉,连接杆,底座,盖板,垫圈,m10螺栓,m10螺钉,m5螺钉b组成;所述的夹头部分将所述拉缸座和所述铰链座用m8螺钉a连接固定,再将所述衬套和所述防尘圈安装至所述拉缸座和所述铰链座连接体上,将所述压板与所述压垫用m5螺钉a连接起来一起安装至所述铰链座上,再用所述销轴b和所述挡圈连接,将所述拉杆从低端插入,用所述销轴a与2个所述压板共同连接在一起,然后将所述顶盖用m4螺钉安装在所述铰链座上;所述的底座部分将所述直线缸和连接钉连接起来,再与连接杆相连,然后一同套入底座中,然后将m10螺钉安装在底座上,限制连接杆活动范围,所述底座由垫圈和m10螺栓进行固定,再采用m5螺钉b插入盖板的安装孔固定在夹具本体上。
8.进一步的,所述夹头部分的拉杆尾部的设置有t形槽,所述底座部分的连接杆设置有方形槽口,将所述夹头部分的拉杆尾部的t形槽插入所述底座部分的连接杆头部的方形槽口中并旋转90
°
卡入连接杆中,用垫圈,m8螺钉b将夹头部件紧固在底座部件上。
9.进一步的,所述的夹紧装置至少两个一起使用。
10.进一步的,所述的夹头部分高度可依据工件高度来定。
11.进一步的,所述的直线缸负责对拉侧进行气密检测,可实现对夹紧状态的确认。
12.进一步的,所述的直线缸配备调压阀,可实现夹紧力的可调。
13.与已有技术相比,本实用新型有益效果体现在如下几点:
14.(1)本夹紧装置可对工件四周无干涉加工;
15.(2)本夹紧装置不受限与多种工件高度不兼容,可兼容多种工件;
连接,将所述拉杆2从低端插入,用所述销轴a8与2个所述压板7共同连接在一起,然后将所述顶盖11用m4螺钉17安装在所述铰链座3上;
32.如图5和图6所示,所述底座部分由直线缸18,连接钉19,连接杆20,底座21,盖板 22,垫圈23,m10螺栓24,m10螺钉25,m5螺钉b26组成;装配过程如下:
33.所述的底座部分将所述直线缸18和连接钉19连接起来,再与连接杆20相连,然后一同套入底座21中,然后将m10螺钉25安装在底座21上,限制连接杆20活动范围,所述底座 21由垫圈23和m10螺栓24进行固定,再采用m5螺钉b26插入盖板22的安装孔固定在夹具本体上。
34.如图7和图8所示,将底座安装至夹具本体上,在将夹头安装至底座上,装配过程如下:
35.所述夹头部分的拉杆2尾部的设置有t形槽,所述底座部分的连接杆20设置有方形槽口,将所述夹头部分的拉杆2尾部的t形槽插入所述底座部分的连接杆20头部的方形槽口中并旋转90
°
卡入连接杆20中,用垫圈15,m8螺钉b16将夹头部件紧固在底座部件上。
36.本夹紧装置可对工件四周无干涉加工,可兼容多种工件;换型方便,工件高度落差较小时,可直接更换压块,工件落差较大时可直接更换夹头;夹头部分的拉杆尾部的t形槽与底座部分的连接杆槽口设计,实现夹头部分的快速更换,便于生产加工中的快速换型。
37.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种便于对缸体工件进行四周加工的夹紧装置,包括夹头部分与底座部分,其特征在于:所述夹头部分由拉缸座(1),拉杆(2),铰链座(3),衬套(4),防尘圈(5),铰链(6),压板(7),销轴a(8),销轴b(9),压垫(10),顶盖(11)组成;所述底座部分由直线缸(18),连接钉(19),连接杆(20),底座(21),盖板(22),垫圈(23),m10螺栓(24),m10螺钉(25),m5螺钉b(26)组成;所述的夹头部分将所述拉缸座(1)和所述铰链座(3)用m8螺钉a(14)连接固定,再将所述衬套(4)和所述防尘圈(5)安装至所述拉缸座(1)和所述铰链座(3)连接体上,将所述压板(7)与所述压垫(10)用m5螺钉a(12)连接起来一起安装至所述铰链座(3)上,再用所述销轴b(9)和所述挡圈(13)连接,将所述拉杆(2)从低端插入,用所述销轴a(8)与2个所述压板(7)共同连接在一起,然后将所述顶盖(11)用m4螺钉(17)安装在所述铰链座(3)上;所述的底座部分将所述直线缸(18)和连接钉(19)连接起来,再与连接杆(20)相连,然后一同套入底座(21)中,然后将m10螺钉(25)安装在底座(21)上,限制连接杆(20)活动范围,所述底座(21)由垫圈(23)和m10螺栓(24)进行固定,再采用m5螺钉b(26)插入盖板(22)的安装孔固定在夹具本体上。2.根据权利要求1所述的一种便于对缸体工件进行四周加工的夹紧装置,其特征在于:所述夹头部分的拉杆(2)尾部的设置有t形槽,所述底座部分的连接杆(20)设置有方形槽口,将所述夹头部分的拉杆(2)尾部的t形槽插入所述底座部分的连接杆(20)头部的方形槽口中并旋转90
°
卡入连接杆(20)中,用垫圈(15),m8螺钉b(16)将夹头部件紧固在底座部件上。3.根据权利要求1所述的一种便于对缸体工件进行四周加工的夹紧装置,其特征在于:所述的夹紧装置至少两个一起使用。4.根据权利要求1所述的一种便于对缸体工件进行四周加工的夹紧装置,其特征在于:所述的夹头部分高度可依据工件高度来定。5.根据权利要求1所述的一种便于对缸体工件进行四周加工的夹紧装置,其特征在于:所述的直线缸(18)负责对拉侧进行气密检测,可实现对夹紧状态的确认。6.根据权利要求1所述的一种便于对缸体工件进行四周加工的夹紧装置,其特征在于:所述的直线缸(18)配备调压阀,可实现夹紧力的可调。
技术总结
本实用新型公开了一种便于对缸体工件进行四周加工的夹紧装置,包括夹头部分与底座部分,所述夹头部分由拉缸座,拉杆,铰链座,衬套,防尘圈,铰链,压板,销轴A,销轴B,压垫,顶盖组成;所述底座部分由直线缸,连接钉,连接杆,底座,盖板,垫圈,M10螺栓,M10螺钉,M5螺钉B组成。本实用新型提供的该夹紧装置的夹头部分的拉杆尾部的T形槽与底座部分的连接杆槽口设计,实现夹头部分的快速更换,便于生产加工中的快速换型。的快速换型。的快速换型。
技术研发人员:王鑫 韩月玲 于澎
受保护的技术使用者:伟本智能机电(上海)股份有限公司
技术研发日:2020.12.04
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1