一种用于热模锻压力机上的多工位水冷模具的制作方法
1.本实用新型涉及热模锻压力机模具领域,尤其涉及一种用于热模锻压力机上的多工位水冷模具。
背景技术:
2.在对盘形零件进行锻造时常用到热模段压力机,热模锻压力机为高精度生产的锻造设备,在生产中,其锻造成形的锻件比螺旋压力机生产的锻件,具有材料消耗低、尺寸稳定性等优点。匹配自动化生产设备,生产效率高,更能体现该设备的优越性,因此,该设备的用途越来越广泛。
3.模具是热模锻的主要工艺装备,由于热模锻压力机具备高刚性、稳定的高精度,可在设备上实现自动化多工位锻造,模具需要与自动化生产相匹配。由于自动化生产效率提高,普通的模具冷却方式将无法适用于高节奏、高效率的生产,将采用水冷方式冷却模具是较好的方案。
技术实现要素:
4.为了克服现有技术的缺陷,本实用新型所要解决的技术问题在于提出一种用于热模锻压力机上的多工位水冷模具,在模座和模具上设计排水槽或排水孔,以适用于水冷锻造。
5.为达此目的,本实用新型采用以下技术方案:
6.本实用新型提供的一种用于热模锻压力机上的多工位水冷模具,包括包括镦粗模具、预锻模具、终锻模具以及冲孔模具共四个工步的模具;所述预锻模具与所述终锻模具上的模套模块设置有排水槽或排水孔。
7.优选地,所述镦粗模具包括镦粗上底座、镦粗上模、镦粗台以及镦粗下台座,所述镦粗上底座、所述镦粗上模、所述镦粗台以及镦粗下台座由上至下放置。
8.优选地,所述镦粗上模与所述镦粗上底座之间通过螺纹连接。
9.优选地,所述预锻模具包括预锻上模垫块、预锻上模套、预锻上模、预锻下模模套ι、预锻下模套、预锻下模镶块、预锻下模过渡垫板、预锻下模模套ⅱ、预锻下模芯、预锻下模垫板和预锻顶杆。
10.优选地,所述终锻模具包括终锻上模垫块、终锻上模套、终锻上模、终锻下模套、终锻下模套ι、终锻下模镶块、终锻下模套ⅱ、终锻下模过渡垫板、终锻下模芯、终锻下模垫板、终锻顶杆。
11.优选地,所述冲孔模具包括活塞、气缸、拉杆、冲子、卸料板、冲孔凹模、冲孔凹模座。
12.本实用新型的有益效果为:
13.1、制坯用的镦粗上模通过螺纹与固定在上模座的镦粗上底座连接,这种连接方式便于镦粗上平台维修、更换和调节坯料的镦粗高度;
14.2、预锻和终锻模具采用组合模形式构成,由上下模垫板、上下模套、上模、下模、下模镶块、下模芯、顶杆组成。上下模和镶块采用下落翻新工艺完成翻新后,上下模只需要匹配相应垫板;
15.3、为配合步进梁的自动化生产,镦粗、预锻、终锻和冲孔四工位在同一水平高度。模座和模具设计了排水槽或排水孔,以适用于水冷锻造。
附图说明
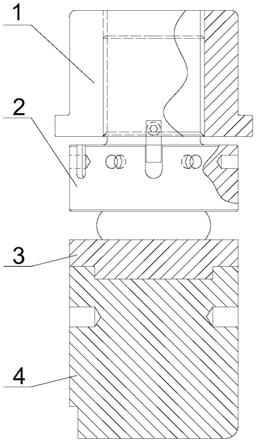
16.图1是本实用新型具体实施方式中提供的一种用于热模锻压力机上的多工位水冷模具的中镦粗模具的结构示意图;
17.图2是本实用新型具体实施方式中提供的一种用于热模锻压力机上的多工位水冷模具的中预锻模具的结构示意图;
18.图3是本实用新型具体实施方式中提供的一种用于热模锻压力机上的多工位水冷模具的中终锻模具的结构示意图;
19.图4是本实用新型具体实施方式中提供的一种用于热模锻压力机上的多工位水冷模具的中冲孔模具的结构示意图。
20.图中:
21.1.镦粗上底座,2.镦粗上模,3.镦粗台,4.镦粗下台座,5.预锻上模垫块,6.预锻上模套,7.预锻上模,8.预锻下模模套ⅰ,9.预锻下模套,10.预锻下模镶块,11.预锻下模过渡垫板,12.预锻下模模套ⅱ,13.预锻下模芯,14.预锻下模垫板,15.预锻顶杆,16.终锻上模垫块,17.终锻上模套,18.终锻上模,19. 终锻下模套,20.终锻下模套ⅰ,21.终锻下模镶块,22.终锻下模套ⅱ,23.终锻下模过渡垫板,24.终锻下模芯,25.终锻下模垫板,26.终锻顶杆,27.活塞, 28.气缸,29.拉杆,30.冲子,31.卸料板,32.冲孔凹模,33.冲孔凹模座。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
23.如图1
‑
图4所示,本实施例中提供的一种用于热模锻压力机上的多工位水冷模具,包括包括镦粗模具、预锻模具、终锻模具以及冲孔模具共四个工步的模具;预锻模具与终锻模具上的模套模块设置有排水槽或排水孔,通过在模座和模具上设计排水槽或排水孔,以保证热模锻压力机上的多工位模具适用于水冷锻造。
24.为了对待加工工件进行镦粗,进一步地,所述镦粗模具包括镦粗上底座1、镦粗上模2、镦粗台3以及镦粗下台座4,镦粗上底座1、镦粗上模2、镦粗台3 以及镦粗下台座4由上至下放置。
25.为了便于镦粗上平台维修,进一步地,镦粗上模2与镦粗上底座1之间通过螺纹连接。
26.为了对待加工工件进行预锻,进一步地,预锻模具包括预锻上模垫块5、预锻上模套6、预锻上模7、预锻下模模套ι8、预锻下模套9、预锻下模镶块10、预锻下模过渡垫板11、预锻下模模套ⅱ12、预锻下模芯13、预锻下模垫板14 和预锻顶杆15。
27.为了对待加工工件进行终锻,进一步地,终锻模具包括终锻上模垫块16、终锻上模套17、终锻上模18、终锻下模套19、终锻下模套ι20、终锻下模镶块 21、终锻下模套ⅱ22、终
锻下模过渡垫板23、终锻下模芯24、终锻下模垫板25、终锻顶杆26。
28.为了对待加工工件进行冲孔,进一步地,冲孔模具包括活塞27、气缸28、拉杆29、冲子30、卸料板31、冲孔凹模32、冲孔凹模座33。
29.本实用新型是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本实用新型不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本实用新型保护的范围。
技术特征:
1.一种用于热模锻压力机上的多工位水冷模具,其特征在于:包括镦粗模具、预锻模具、终锻模具以及冲孔模具共四个工步的模具;所述预锻模具与所述终锻模具上的模套模块设置有排水槽或排水孔。2.根据权利要求1所述的一种用于热模锻压力机上的多工位水冷模具,其特征在于:所述镦粗模具包括镦粗上底座(1)、镦粗上模(2)、镦粗台(3)以及镦粗下台座(4),所述镦粗上底座(1)、所述镦粗上模(2)、所述镦粗台(3)以及镦粗下台座(4)由上至下放置。3.根据权利要求2所述的一种用于热模锻压力机上的多工位水冷模具,其特征在于:所述镦粗上模(2)与所述镦粗上底座(1)之间通过螺纹连接。4.根据权利要求1所述的一种用于热模锻压力机上的多工位水冷模具,其特征在于:所述预锻模具包括预锻上模垫块(5)、预锻上模套(6)、预锻上模(7)、预锻下模模套ι(8)、预锻下模套(9)、预锻下模镶块(10)、预锻下模过渡垫板(11)、预锻下模模套ⅱ(12)、预锻下模芯(13)、预锻下模垫板(14)和预锻顶杆(15)。5.根据权利要求1所述的一种用于热模锻压力机上的多工位水冷模具,其特征在于:所述终锻模具包括终锻上模垫块(16)、终锻上模套(17)、终锻上模(18)、终锻下模套(19)、终锻下模套ι(20)、终锻下模镶块(21)、终锻下模套ⅱ(22)、终锻下模过渡垫板(23)、终锻下模芯(24)、终锻下模垫板(25)、终锻顶杆(26)。6.根据权利要求1所述的一种用于热模锻压力机上的多工位水冷模具,其特征在于:所述冲孔模具包括活塞(27)、气缸(28)、拉杆(29)、冲子(30)、卸料板(31)、冲孔凹模(32)、冲孔凹模座(33)。
技术总结
本实用新型公开了一种用于热模锻压力机上的多工位水冷模具,属于热模锻压力机模具领域,用于热模锻压力机上的多工位水冷模具包括包括镦粗模具、预锻模具、终锻模具以及冲孔模具共四个工步的模具;所述预锻模具与所述终锻模具上的模套模块设置有排水槽或排水孔。本实用新型公开的一种用于热模锻压力机上的多工位水冷模具,在模座和模具上设计排水槽或排水孔,以适用于水冷锻造。以适用于水冷锻造。以适用于水冷锻造。
技术研发人员:谭明皓 贾宏伟 江叔通 杨红 陶勇帅 李小龙 张宾
受保护的技术使用者:南昌齿轮锻造厂
技术研发日:2020.12.07
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1