一种散热器定位锁合夹具的制作方法
1.本实用新型涉及一种焊接夹具,尤其涉及一种散热器定位锁合夹具。
背景技术:
2.现有的散热器是将散热鳍片焊接在散热底座上,在焊接前需要将散热器与与散热底座定位后锁紧,然后再送入回焊炉中进行焊接固定,由于现有的散热器其底座尺寸大于散热鳍片,故而现有的治具结构如图1所示,设置底部承载板1,四周设置定位块2来限定散热鳍片相对于底座的位置,上部再设置盖板3配合c形夹来夹固,然后整体再送到回焊炉中焊接。
3.这种结构的夹具整体结构比较大,重量也比较重,从而在回焊炉焊接过程中会吸热更多的热量,这就使得焊接时为保证被焊接零件的焊接效果,需提高回焊炉的炉温,从而会造成能源的浪费,此外由于定位治具也要随产品一起进炉烘烤,故而需要准备多准备至少50套的定位治具才够流水线周转往复使用,增加了生产成本。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺陷,提供一种散热器定位锁合夹具,将锁合部分和定位部分分开来,使得进入回焊炉时只有锁合治具,减少了整体体积重量,节约能源,还减少了定位治具的数量需求,降低了生产成本。
5.为实现上述目的,本实用新型提出如下技术方案:一种散热器定位锁合夹具,包括定位基座及两组c形锁合件,所述定位基座包括底板及两个限位块,所述底板表面设有容纳散热底板的定位槽,该定位槽内设有多个定位柱与散热底板上的定位孔对应,定位槽两侧设有容纳c形锁合件的凹槽贯通至底板侧边,两个限位块通过铰链安装在底板两侧板,对散热鳍片进行两侧定位,所述c形锁合件的一端置于凹槽内从下方托住散热底板,另一端置于散热鳍片上方,将散热鳍片与散热底板夹持锁合。
6.优选的,所述c形锁合件包括c形夹及压板,c形夹的一端置于凹槽内,另一端拧装有螺栓,压板固定在螺栓端部,压紧散热鳍片。
7.优选的,所述限位块为u型,卡在散热鳍片侧边。
8.优选的,所述定位柱高度低于定位槽深度。
9.与现有技术相比,本实用新型所揭示的一种散热器定位锁合夹具,具有如下有益效果:
10.设置定位槽配合限位块可以实现对散热鳍片及散热底座的定位,铰接的限位块可以再锁合后打开,方便散热底座的取出,从而实现定位机构与锁合机构分开的可行性;
11.分开的结构使得送入回焊炉时只有两侧的c形锁合件,这样治具在过回焊炉时不会多吸收热量,从而使用较低的炉温即可达到产品焊接要求,提高能源利用效率;
12.此外定位基座再进入回焊炉前可以取出,便于其回转到前端安装工站循环使用,从而对定位基座的数量需求不用太多,降低了治具综合成本;
13.故而,本实用新型的夹具不仅实现节能减排更降低生产成本同时也提升了效率,有效的提升了产品竞争力。
附图说明
14.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
15.图1是现有定位夹具的结构图;
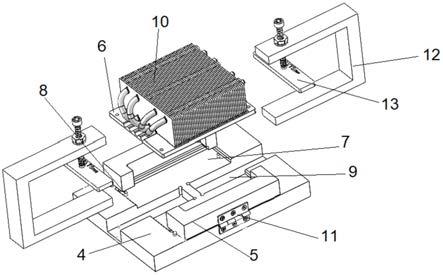
16.图2是本实用新型实施例的结构图;
17.图3是本实用新型实施例中定位基座的俯视图;
18.图4是本实用新型实施例锁合后整体的侧视图。
19.附图中,1
‑
底部承载板,2
‑
定位块,3
‑
盖板,4
‑
底板,5
‑
限位块,6
‑ꢀ
散热底座,7
‑
定位槽,8
‑
定位柱,9
‑
凹槽,10
‑
散热鳍片,11
‑
铰链,12
‑
c 形夹,13
‑
压板。
具体实施方式
20.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
21.如图2~3所示,本实用新型所揭示的一种散热器定位锁合夹具,具体夹具结构包括定位基座及两组c形锁合件,所述定位基座包括底板4及两个限位块5,所述底板4表面设有容纳散热底座6的定位槽7,该定位槽内设有多个定位柱8,散热底座上设有多个定位孔,通过该定位孔与定位柱配合,实现散热底座在定位槽内的位置固定,所述定位槽两侧设有容纳c形锁合件的凹槽9贯通至底板侧边,散热底座定位完成后,需要通过两组限位块对散热鳍片10进行定位,该限位块呈u形,外侧边通过铰链11与底板侧边铰接,内侧边卡在散热鳍片外部,实现对散热鳍片的定位,由于散热底座尺寸比散热鳍片大,故而在定位时散热底座是置于限位块下方,而当需要取出时,将限位块打开即可,故而需要控制所述定位柱高度低于定位槽深度,避免定位柱过高导致限位块翘起。
22.所述c形锁合件包括c形夹12及压板13,c形夹的一端置于凹槽内,从下方托住散热底板,另一端拧装有螺栓,压板固定在螺栓端部,从上方压紧散热鳍片,将散热鳍片与散热底板夹持锁合,而在锁合后可以从定位基座内取出形成一个独立的结构(如图4所示)送入回焊炉内。
23.本实用新型所揭示的一种散热器定位锁合夹具,其使用过程是:先将底板两侧的限位块向外翻转,依次装入散热底座及散热鳍片后,将限位块翻转回来以定位被焊接零件。沿着凹槽方向插入c形夹,调节c形夹的螺栓使得压板压紧散热鳍片,将散热鳍片与散热底座锁合紧固,再将两侧的限位块再次向外翻转,将锁合在一起的被焊接组件从治具中取出即可。
24.本实用新型的技术内容及技术特征已揭示如上,然而熟悉本领域的技术人员仍可能基于本实用新型的教示及揭示而作种种不背离本实用新型精神的替换及修饰,因此,本
实用新型保护范围应不限于实施例所揭示的内容,而应包括各种不背离本实用新型的替换及修饰,并为本专利申请权利要求所涵盖。
技术特征:
1.一种散热器定位锁合夹具,其特征在于:包括定位基座及两组c形锁合件,所述定位基座包括底板及两个限位块,所述底板表面设有容纳散热底板的定位槽,该定位槽内设有多个定位柱与散热底板上的定位孔对应,定位槽两侧设有容纳c形锁合件的凹槽贯通至底板侧边,两个限位块通过铰链安装在底板两侧板,对散热鳍片进行两侧定位,所述c形锁合件的一端置于凹槽内从下方托住散热底板,另一端置于散热鳍片上方,将散热鳍片与散热底板夹持锁合。2.根据权利要求1所述的散热器定位锁合夹具,其特征在于:所述c形锁合件包括c形夹及压板,c形夹的一端置于凹槽内,另一端拧装有螺栓,压板固定在螺栓端部,压紧散热鳍片。3.根据权利要求1所述的散热器定位锁合夹具,其特征在于:所述限位块为u型,卡在散热鳍片侧边。4.根据权利要求1所述的散热器定位锁合夹具,其特征在于:所述定位柱高度低于定位槽深度。
技术总结
本实用新型公开了一种散热器定位锁合夹具,包括定位基座及两组C型锁合件,所述定位基座包括底板及两个限位块,所述底板表面设有容纳散热底板的定位槽,该定位槽内设有多个定位柱与散热底板上的定位孔对应,定位槽两侧设有容纳C型锁合件的凹槽贯通至底板侧边,两个限位块通过铰链安装在底板两侧板,对散热鳍片进行两侧定位,所述C型锁合件的一端置于凹槽内从下方托住散热底板,另一端置于散热鳍片上方,将散热鳍片与散热底板夹持锁合。本实用新型将锁合部分和定位部分分开来,使得进入回焊炉时只有锁合治具,减少了整体体积重量,节约能源,还减少了定位治具的数量需求,降低了生产成本。产成本。产成本。
技术研发人员:梁昌盛 陶滔
受保护的技术使用者:昆山盛祥源电子科技有限公司
技术研发日:2020.12.23
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1