铰链装配设备的制作方法
1.本实用新型涉及装配工装技术领域,特别涉及一种铰链装配设备。
背景技术:
2.由于部分铰链的需求量较低,基于成本的考虑,不适合采用流水线作业加工和装配。但因为此铰链组件由多个零部件组成,包括第一铰链页,第二铰链页和销轴,不适合纯手工装配,且无法检验该铰链是否合格。由此可见,需要设计出一款铰链组件的装配工装,能够完成铰链的组装,并能够检验其是否为合格品。
技术实现要素:
3.本实用新型的目的在于针对现有技术中的上述缺陷,提供铰链装配设备,能够完成铰链的组装,且可快速检验铰链是否合格。
4.为实现上述实用新型目的,本实用新型采用了如下技术方案:一种铰链装配设备,包括定位组件,所述定位组件用于定位和检验铰链的第一铰链页,其包括底板、固定在所述底板上的定位板以及固定在所述定位板上的顶板,所述定位板设置有检验所述第一铰链页的定位块;
5.组装组件,所述组装组件包括限位销轴的销轴固定板以及将所述销轴推入所述第一铰链页和第二铰链页中的气缸。
6.进一步的,所述定位块设有检验所述第一铰链页是否合格的检验斜面。
7.进一步的,所述定位板设置了2组所述定位块:第一定位块和第二定位块,所述第一定位块和所述第二定位块间隔设置。
8.进一步的,所述顶板间隔开设有容纳所述第一铰链页连接部的第一定位槽和第二定位槽。
9.进一步的,所述底板设置有多条凹槽。
10.进一步的,所述底板与所述顶板之间设有容纳所述第一铰链页合页部的间隙。
11.进一步的,所述销轴固定板设置有限位所述销轴的轴槽,所述轴槽为圆弧形。
12.进一步的,所述组装组件还包括与所述底板固定连接的连接板,所述销轴固定板固定在所述连接板上。
13.进一步的,所述组装组件还包括固定在述连接板上的气缸固定板,所述气缸固定在所述气缸固定板上。
14.进一步的,所述气缸包括丝杠,所述气缸固定板开设有容纳所述丝杠的通孔。
15.相比于现有技术,本实用新型的优点在于:
16.通过定位组件和定位块可快速对铰链的第一铰链页进行定位,并检验其是否为合格品,检验完成后,通过组装组件对合格的第一铰链页进行组装,提高了组装的效率,并提高了产品的良品率。
附图说明
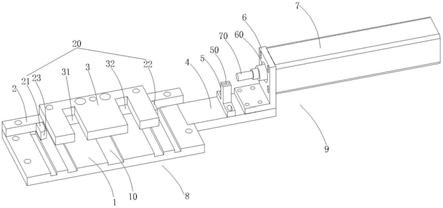
17.图1是本实用新型铰链装配设备的结构示意图。
18.图2是本实用新型铰链装配设备放入第一铰链页后结构示意图。
19.图3是本实用新型铰链装配设备放入铰链后的结构示意图。
具体实施方式
20.以下结合较佳实施例及其附图对实用新型技术方案作进一步非限制性的详细说明。在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度h”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
21.如图1至图3所示,本实用新型一实施例的铰链装配设备,其包括定位组件8和组装组件9,定位组件8用于定位和检验铰链的第一铰链页12,其包括底板1、固定在底板1上的定位板2、以及固定在定位板2上的顶板3,定位板2设置有检验第一铰链页12的定位块20;组装组件9用于将铰链的销轴14装入第一铰链页12和第二铰链页13中,其包括限位销轴14的销轴固定板5、以及将销轴14推入第一铰链页12和第二铰链页13中的气缸7。
22.定位板2设置了2组定位块20,分别为第一定位块21和第二定位块22,第一定位块21和第二定位块22间隔设置,且设置在顶板3的两侧。定位块20设置有检验第一铰链页12是否合格的检验斜面23。当第一铰链页12能够放入定位组件8中且与检验斜面23贴合时,第一铰链页12为合格品;当第一铰链页12无法放入定位组件8中,或者第一铰链页12能够放入定位组件8中但无法与检验斜面23贴合时,第一铰链页12为不合格品。
23.底板1上开设有多条凹槽10,用于容纳第一铰链页12的凸起。底板1和顶板3之间设有间隙11,第一铰链页12的合页部120放置在间隙11中。顶板3开设有容纳第一铰链页12连接部121的第一定位槽31和第二定位槽32,第一定位槽31和第二定位槽32间隔开设。
24.销轴固定板5的顶部开设有限位销轴14的轴槽50,轴槽50呈圆弧形。
25.组装组件9还包括连接板4以及与连接板4固定连接的气缸固定板6,连接板4与底板1固定连接,销轴固定板5固定在连接板4,且销轴固定板5设置在定位组件8和气缸固定板6之间。气缸7固定在气缸固定板6上,气缸7包括丝杠70。气缸固定板6设置有容纳丝杠70的通孔60。
26.铰链装配设备的组装过程如下:
27.先将第一铰链页12放入定位组件8中,并查看第一铰链页12是否与检验斜面23贴合,若第一铰链页12能够放入定位组件8中,且与检验斜面23贴合,则将第二铰链页放置在顶板3上,将销轴14放置在销轴固定板5的轴槽50中,启动气缸7,气缸7的丝杠70将销轴14推入第一铰链页12和第二铰链页13中,完成铰链的组装。若第一铰链也无法放入定位组件8中,或第一铰链页12能够放入定位组件8中,但第一铰链页12与检验斜面23无法贴合,则此
第一铰链页12为不合格品,不对此第一铰链页12进行组装。
28.通过定位组件8和定位块20可快速对铰链的第一铰链页12进行定位,并检验其是否为合格品,检验完成后,通过组装组件9对合格的第一铰链页12进行组装,提高了组装的效率,并提高了产品的良品率。
29.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种铰链装配设备,其特征在于,包括定位组件(8),所述定位组件(8)用于定位和检验铰链的第一铰链页(12),其包括底板(1)、固定在所述底板(1)上的定位板(2)以及固定在所述定位板(2)上的顶板(3),所述定位板(2)设置有检验所述第一铰链页(12)的定位块(20);组装组件(9),所述组装组件(9)包括限位销轴(14)的销轴固定板(5)以及将所述销轴(14)推入所述第一铰链页(12)和第二铰链页(13)中的气缸(7)。2.根据权利要求1所述铰链装配设备,其特征在于,所述定位块(20)设有检验所述第一铰链页(12)是否合格的检验斜面(23)。3.根据权利要求2所述铰链装配设备,其特征在于,所述定位板(2)设置了2组所述定位块(20):第一定位块(21)和第二定位块(22),所述第一定位块(21)和所述第二定位块(22)间隔设置。4.根据权利要求1所述铰链装配设备,其特征在于,所述顶板(3)间隔开设有容纳所述第一铰链页(12)连接部(121)的第一定位槽(31)和第二定位槽(32)。5.根据权利要求1所述铰链装配设备,其特征在于,所述底板(1)设置有多条凹槽(10)。6.根据权利要求1所述铰链装配设备,其特征在于,所述底板(1)与所述顶板(3)之间设有容纳所述第一铰链页(12)合页部(120)的间隙(11)。7.根据权利要求1所述铰链装配设备,其特征在于,所述销轴固定板(5)设置有限位所述销轴(14)的轴槽(50),所述轴槽(50)为圆弧形。8.根据权利要求1所述铰链装配设备,其特征在于,所述组装组件(9)还包括与所述底板(1)固定连接的连接板(4),所述销轴固定板(5)固定在所述连接板(4)上。9.根据权利要求8所述铰链装配设备,其特征在于,所述组装组件(9)还包括固定在述连接板(4)上的气缸固定板(6),所述气缸(7)固定在所述气缸固定板(6)上。10.根据权利要求9所述铰链装配设备,其特征在于,所述气缸(7)包括丝杠(70),所述气缸固定板(6)开设有容纳所述丝杠(70)通孔(60)。
技术总结
本实用新型揭示一种铰链装配设备,包括定位组件和组装组件,所述定位组件用于定位和检验铰链的第一铰链页,其包括底板、固定在所述底板上的定位板以及固定在所述定位板上的顶板,所述定位板设置有检验所述第一铰链页的定位块;所述组装组件包括限位销轴的销轴固定板以及将所述销轴推入所述第一铰链页和第二铰链页中的气缸。本实用新型通过定位组件和定位块可快速对铰链的第一铰链页进行定位,并检验其是否为合格品,检验完成后,通过组装组件对合格的第一铰链页进行组装,提高了组装的效率,并提高了产品的良品率。并提高了产品的良品率。并提高了产品的良品率。
技术研发人员:徐文雷
受保护的技术使用者:苏州阿罗米科技有限公司
技术研发日:2020.12.30
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1