中型货架一体梁制造设备的制作方法
1.本实用新型涉及一种一体梁制造设备领域,尤其涉及中型货架一体梁制造设备。
背景技术:
2.随着社会的发展,随着企业的不断增产扩容,企业仓库标准化、高效化也自然而然地提到日程上来了,货架泛指存放货物的架子,货架用于存放成件物品的保管设备,货架是现代化仓库提高效率的重要工具,随着经济飞跃发展,外资企业大量涌进我国长江三角洲、珠江三角洲一带,不仅带动了当地经济的发展,还带来新的管理理念和管理技术,企业仓储库房所用到的货架种类越来越趋向于自动化、智能化,中型货架是仓储货架中的一种,是按照货架的承载量来区分和命名的,按照这个划分原则,中型货架是介于重型货架和轻型货架之间的货架,这就是名称的由来,货架钢层板采有冷轧钢板按所需尺寸四边折弯成型,横梁与立柱片挂接组装成框架,最后铺设钢层板,至此一组完整的中型货架成型,而现在的货架一般是由制造设备制造而成的。
3.现在的中型货架一体梁制造设备主要是由折弯装置、成型装置和打孔装置组成,通过折弯装置对板材进行折弯成型,然后通过成型装置进行框架成型,通过打孔装置在板材进行打孔,使得板材可以组装和使用。
4.现在的中型货架一体梁制造设备虽然可以组装和使用,但是由于成型装置在加工过程中需要使用模具成型,但是由于板材在成型的时候固定的效果不佳使得加工的精准度不高,增加成本。
技术实现要素:
5.本实用新型提出一种中型货架一体梁制造设备,解决了现有技术中由于成型装置在加工过程中需要使用模具成型,但是由于板材在成型的时候固定的效果不佳使得加工的精准度不高,增加成本的技术问题。
6.本实用新型的技术方案是这样实现的:
7.一种中型货架一体梁制造设备,包括底座和设置在所述底座顶端的加工装置。
8.所述加工装置包括依次顺序设置的折弯机构、成型机构和打孔机构。
9.所述成型机构包括固定座、支架、支撑杆、成型组件、固定组件和缓冲组件,所述固定座顶端两侧均设置所述支架,且两个所述支架一侧设置所述固定组件,所述固定组件上设置所述缓冲组件,且两个所述支架之间设置所述支撑杆,所述支撑杆上设置所述成型组件。
10.所述固定组件包括第一中空固定块、滑块、支撑块、第一滑动块、第一活塞板和第一弹簧,所述第一中空固定块一侧开设有滑槽,所述滑槽上设置所述滑块,所述滑块一侧与所述支撑块连接,且所述滑块两端均与所述第一滑动块连接,每个所述第一滑动块另一端与所述第一活塞板连接,所述第一活塞板上设置所述第一弹簧。
11.所述缓冲组件包括连接杆、第二中空块、第二活塞板和第二弹簧,所述连接杆一端
穿设出所述第二中空块并与所述第二活塞板连接,所述第二活塞板底端设置所述第二弹簧,所述第二弹簧底端设置限位块。
12.优选的,所述成型组件包括液压机、液压杆、上成型模具和下成型模具,所述液压机一端与所述液压杆连接,所述液压杆另一端穿设出所述支撑杆并与所述上成型模具连接,所述上成型模具下方设置所述下成型模具,所述下成型模具设置在所述固定座顶端。
13.优选的,所述支撑块底端设置所述连接杆,所述第二中空块设置在所述固底座内。
14.优选的,所述液压杆上开设有螺纹孔,所述螺纹孔内设置螺纹连接块,所述螺纹连接块一端固定连接有所述上成型模具。
15.优选的,所述支撑块内开设有固定槽,所述固定槽内设置有工件。
16.本实用新型的有益效果是:底座顶端设置加工装置,通过底座对加工装置进行支撑,折弯机构临近一侧设置成型机构,成型机构临近一侧设置打孔机构,通过折弯机构进行折弯成型,通过成型机构进行框架成型,通过打孔机构在板材进行打孔,使得板材可以组装和使用,固定座顶端两侧均设置支架,且两个支架一侧设置固定组件,固定组件上设置缓冲组件,且两个支架之间设置支撑杆,支撑杆上设置成型组件,通过固定座对支架进行支撑,通过支架对固定组件进行支撑,通过固定装置对工件进行固定,通过支撑杆使得成型组件固定,通过成型组件使得板材加工成型,第一中空固定块一侧开设有滑槽,滑槽上设置滑块,滑块一侧与支撑块连接,且滑块两端均与第一滑动块连接,每个第一滑动块另一端均与第一活塞板连接,第一活塞板上设置第一弹簧,在进行挤压的时候挤压工件,带动支撑块向下移动,然后通过滑块在滑槽内滑动,然后带动第一滑动块使得第一活塞板挤压第一弹簧,使得固定的效果增加,使得加工的精准度提高,连接杆一端穿设出第二中空块并与第二活塞板连接,第二活塞板底端设置第二弹簧,第二弹簧底端设置限位块,在受到挤压时,通过连接杆挤压第二中空块使得第二活塞板挤压第二弹簧,达到缓冲的效果,本实用新型通过固定组件和缓冲组件使得在加工成型时达到固定和缓冲的效果,使得加工的精准度提高的效果。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为本实用新型中型货架一体梁制造设备整体结构示意框图;
19.图2为本实用新型中型货架一体梁制造设备成型机构整体结构示意图;
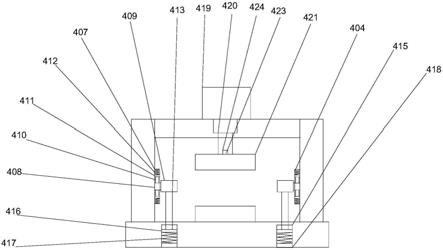
20.图3为本实用新型中型货架一体梁制造设备成型机构内部结构示意图;
21.图4为本实用新型中型货架一体梁制造设备第一中空固定块结构示意图;
22.图5为本实用新型中型货架一体梁制造设备支撑块的结构示意图。
23.附图标记:1、底座;2、加工装置;3、折弯机构;4、成型机构; 5、打孔机构;401、支架;402、支撑杆;403、成型组件;404、固定组件;405、缓冲组件;406、固定座;407、第一中空固定块;408、滑块;409、支撑块;410、第一滑动块;411、第一活塞板;412、第一弹簧;413、连接杆;415、第二中空块;416、第二活塞板;417、第二弹簧;418、限位块;419、液压机;420、液
压杆;421、上成型模具;422、下成型模具;423、螺纹孔;424、螺纹连接块;425、固定槽;426、滑槽。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.参照图1-5,本实用新型提供了一种中型货架一体梁制造设备的技术方案:
26.一种中型货架一体梁制造设备包括底座1和设置在底座1顶端的加工装置2,通过底座1对加工装置2进行支撑。
27.加工装置2包括依次设置的折弯机构3、成型机构4和打孔机构 5,通过折弯机构3进行折弯成型,通过成型机构4进行框架成型,通过打孔机构5在板材进行打孔,使得板材可以组装和使用。
28.成型机构4包括固定座406、支架401、支撑杆402、成型组件 403、固定组件404和缓冲组件405,固定座406顶端两侧均设置支架401,且两个支架401一侧设置固定组件404,固定组件404上设置缓冲组件405,且两个支架401之间设置支撑杆402,支撑杆402 上设置成型组件403,通过固定座406对支架401进行支撑,通过支架401对固定组件404进行支撑,通过固定组件404对工件进行固定,通过支撑杆402使得成型组件403固定,通过成型组件403使得板材加工成型。
29.固定组件404包括第一中空固定块407、滑块408、支撑块409、第一滑动块410、第一活塞板411和第一弹簧412,第一中空固定块 407一侧开设有滑槽426,滑槽426上设置滑块408,滑块408一侧与支撑块409连接,且滑块408两端均与第一滑动块410连接,每个第一滑动块410另一端与第一活塞板411连接,第一活塞板411上设置第一弹簧412,在进行挤压的时候挤压工件,带动支撑块409向下移动,然后通过滑块408在滑槽426内滑动,然后带动第一滑动块 410使得第一活塞板411挤压第一弹簧412,使得固定的效果增加,使得加工的精准度提高。
30.缓冲组件405包括连接杆413、第二中空块415、第二活塞板416 和第二弹簧417,连接杆413一端穿设出第二中空块415并与第二活塞板416连接,第二活塞板416底端设置第二弹簧417,第二弹簧417 底端设置限位块418,在受到挤压时,通过连接杆413挤压第二中空块415使得第二活塞板416挤压第二弹簧417,达到缓冲的效果。
31.成型组件403包括液压机419、液压杆420、上成型模具421和下成型模具422,液压机419一端与液压杆420连接,液压杆420另一端穿设出支撑杆402并与上成型模具421连接,上成型模具421下方设置下成型模具422,下成型模具422设置在固定座406顶端,通过液压机419推动液压杆420使得上成型模具421和下成型模具422 对工件进行成型。
32.支撑块409底端设置连接杆413,第二中空块415设置在固定座 406内,通过连接杆413对支撑块409进行支撑,使得第二中空块415 固定在固定座406上。
33.液压杆420上开设有螺纹孔423,螺纹孔423内设置螺纹连接块 424,螺纹连接块424一端固定连接有上成型模具421,通过螺纹连接块424与螺纹孔423使得上成型模具421
便于更换的效果。
34.支撑块409内开设有固定槽425,固定槽425内设置有工件,通过固定槽425使得工件可以固定。
35.本实用新型的工作原理及使用流程:首先通过折弯机构3进行折弯成型,然后把折弯的工件放置在成型机构4上,通过固定座406对支架401进行支撑,通过支架401对固定组件404进行支撑,通过固定组件404对工件进行固定,通过支撑杆402使得成型组件403固定,通过成型组件403使得板材加工成型,通过液压机419推动液压杆420使得上成型模具421和下成型模具422对工件进行成型,通过螺纹连接块424与螺纹孔423使得上成型模具421便于更换的效果,在进行挤压的时候挤压工件,带动支撑块409向下移动,然后通过滑块408在滑槽426内滑动,然后带动第一滑动块410使得第一活塞板 411挤压第一弹簧412,使得固定的效果增加,使得加工得精准度提高,通过固定槽425使得工件可以固定,在受到挤压时,通过连接杆 413挤压第二中空块415使得第二活塞板416挤压第二弹簧417,达到缓冲的效果,通过打孔机构5在板材进行打孔,然后完成加工,本实用新型通过固定组件404和缓冲组件405使得在加工成型时达到固定和缓冲的效果,使得加工的精准度提高的效果。
36.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1