余热回收通风管道用天圆地方施工工艺的制作方法
1.本发明涉及管道加工应用技术领域,具体为一种余热回收通风管道用天圆地方施工工艺。
背景技术:
2.通风管道是工业与民用建筑的通风与空调工程用金属或复合管道,是为了使空气流通,降低有害气体浓度的一种市政基础设施。通风管道按形状分类一般有:圆形、矩形、蛇形等,主要部件有直管、弯管、天圆地方(地方天圆)等组成。
3.天圆地方是一种上口圆下口方的管件,是一种被广泛应用于通风、送风系统中矩形风道、圆形风道过渡的主要部件。它的制作一般分成八大块,即四块弧形板和四块三角形板,然后通过压力机折弯后拼接制造而成。但是在大截面的余热回收通风管道中,由于管材的体积较大,在焊接过程中,很容易出现变形等问题,导致后期管件组装焊接时出现问题,由于天圆地方管件的特殊性,其更容易出现变形的问题,为此,如何有效、简单、快捷的制造出大直径天圆地方管件是有待解决的技术问题。
技术实现要素:
4.本发明针对上述的天圆地方管件制造所存在的技术问题,提出一种设计合理、结构简单、加工方便且能够有效简单、快捷的制造出大直径天圆地方管件的一种余热回收通风管道用天圆地方施工工艺。
5.为了达到上述目的,本发明采用的技术方案为,本发明提供一种余热回收通风管道用天圆地方施工工艺,包括以下有效步骤:
6.a、首先根据图纸要求切割出四块扇形板件和四块三角板件,备用;
7.b、将切割出来的四块扇形板件折弯呈弧形样板,备用;
8.c、构建组装平台,平台呈框型设置,顶部铺设两块间隔设置的钢板,钢板间距在500mm,平台高度在1000mm;
9.d、组装底部地方法兰,在地方法兰内设格栅支撑并在格栅支撑的中心设置中心杆,组装地方法兰时使地方发兰的中心线和钢板间距的中心线同轴设置;
10.e、在组装好的地方法兰上点焊三角板件;
11.f、待三角板件点焊完成后,在中心杆内套装米字型支撑架,米字型支撑架间隔焊接在中心杆上;
12.g、待米字型支撑架焊接完成后,在相邻三角板件之间拼装弧形样板;
13.h、待弧形样板拼装完成后,调整接口,焊接;
14.i、待焊接完成后,组装顶部天圆法兰,待组装完成后,即可得余热回收通风管道用天圆地方管件。
15.作为优先,所述a步骤,首先在钢板上以长边为扇形板件的弧边、以弧边的中心线为扇形板件的高切割出扇形板件,将钢板切割出来的弧形板件余料的斜边作为三角板件的
斜边拼装焊接成三角板件。
16.作为优先,所述b步骤中,以200mm~30mm为一折弯点折弯扇形板件。
17.作为优先,所述e步骤中,点焊三角板件完成后,在三角板件的外表面加焊支撑钢,支撑钢与地方法兰平行设置。
18.作为优先,所述支撑钢上下间隔间隔在三角板件上。
19.作为优先,所述米字型支撑架包括呈八边形设置的中间板以及设置在中间板上呈米字型分布的支撑杆,所述中间板上设置有中心孔。
20.作为优先,所述支撑杆靠近中间板的一端设置有插槽,所述支撑杆通过插槽插入到中间板上。
21.与现有技术相比,本发明的优点和积极效果在于,
22.1、本发明提供一种余热回收通风管道用天圆地方施工工艺,通过对现有的施工工艺进行改进配合独特的支撑工装,有效的实现了对大直径天圆地方管件加工过程的稳定性的支撑,同时,配合支撑工装的设置,使施工的效率得到提高,进而解决了现有大直径天圆地方管件施工所存在的技术问题。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
24.图1为实施例1提供的d步骤施工状态的结构示意图;
25.图2为实施例1提供的e步骤施工状态的结构示意图;
26.图3为实施例1提供的f步骤施工状态的结构示意图;
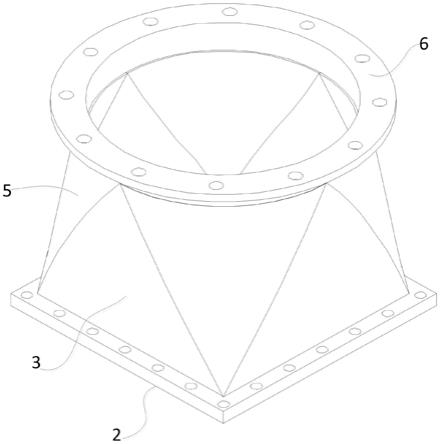
27.图4为实施例1提供的成品状态的结构示意图;
28.图5为实施例1提供的米字型支撑架的结构示意图;
29.以上各图中,1、格栅支撑;11、中心杆;2、地方法兰;3、三角板件;31、支撑钢;4、米字型支撑架;41、中间板;411、中心孔;42、支撑杆;421、插槽;5、弧形样板;6、天圆法兰。
具体实施方式
30.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
31.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
32.实施例1,如图1~图5所示,本实施例旨在针对化工企业余热回收通风管道用的大口径的天圆地方管件的施工所存在的技术问题,提出一种新的施工工艺,以达到提高生产效率、成品率以及节约资源的余热回收通风管道用天圆地方施工工艺。为此,本实施例中,分为以下步骤进行操作:
33.a、切割板件:和传统的施工工艺一样,在本实施例中,也需要根据图纸要求切割出四块扇形板件和四块三角板件3,备用,由于本实施例所提供的天圆地方的尺寸较大,为此,像传统的那种将整个天圆地方管件展开形成展开图的切割方式不符合需求,因为,没有这么大的钢板,为此,在本实施例中,以钢板上以长边为扇形板件的弧边、以弧边的中心线为扇形板件的高切割出扇形板件,由于扇形板件的边长和三角板件3的侧边的长度一致,将钢板切割出来的弧形板件余料的斜边作为三角板件3的斜边拼装焊接成三角板件3,这样,将余料的两个斜边作为三角板件3的斜边,再补充上中间缺少件即可,这样设置,能够有效节约钢板的使用量且三角板件3作用平板件来使用,其采用焊接的方式构成整个板件,不影响其强度,而扇形板件作为弧形件来使用,其需要保持整体性,才有利于其强度的保持。
34.b、折弯弧形样板5,将切割出来的四块扇形板件折弯呈弧形样板5,备用,为了保证弧形样板5弧度的光滑性,以200mm~30mm为一折弯点折弯扇形板件,以确保弧形样板5的光滑。
35.c、构建组装平台,为了方便施工,需要构件平台,考虑到整个施工过程需要在内部焊接,而从上方进入到内部,不如从下方进入到内部,为此,平台呈框型设置,在其顶部铺设两块间隔设置的钢板,钢板用于实现支撑,两个钢板间距在500mm,用于形成人口,方便工作人员进入,而平台高度在1000mm,也为了方便工作人员进入。
36.d、地方法兰2组装和支撑,由于整个天圆地方管件的口径过大,为此,地方法兰2也需要焊接完成,这样,地方法兰2由四根钢材焊接而成,在焊接过程中,为了保证焊接的稳定性,采用斜撑进行支撑,带地方法兰2组装完成后,在地方法兰2内设格栅支撑1并在格栅支撑1的中心设置中心杆11,格栅支撑1即为由横杆和纵杆组成的格栅状的结构设置,在其中部设置有连接板,用于固定中心杆11,在组装地方法兰2时使地方发兰的中心线和钢板间距的中心线同轴设置,这样设置,方便中心对称,如果影响工作人员进入,可做适当的调整。
37.e、三角板件3焊接,在组装好的地方法兰2上点焊三角板件3,点焊的目的是为了方便进行调整,由于三角板件3只需要将底边焊接在地方法兰2上即可,为此,此步骤不多做描述,同时,由于三角板件3的幅度大,而三角板件3的厚度有限,一般为3mm,为了避免其出现变形,在点焊三角板件3完成后,在三角板件3的外表面加焊支撑钢31,支撑钢31为方钢,支撑钢31与地方法兰2平行设置。支撑钢31间隔设置在三角板件3上,这样,利用支撑钢31实现三角板件3的稳定性。
38.f、内部支撑的设置,待三角板件3点焊完成后,在中心杆11内套装米字型支撑架4,米字型支撑架4间隔焊接在中心杆11上,在本实施例中,米字型支撑架4包括呈八边形设置的中间板41以及设置在中间板41上呈米字型分布的支撑杆42,在中间板41上设置有中心孔411。由于三件板件所围成的是一个方形,为此,米字型的支撑架中十字性正好对应四块三角板,而米字型的斜边则对应弧形板件,从而实现对各个板件有效的支撑,同时,米字型支撑杆42也形成多个三角结构,确保支撑的强度和稳定性。
39.考虑到天圆地方管件的口径变化,在本实施例中,在支撑杆42靠近中间板41的一端设置有插槽421,支撑杆42通过插槽421插入到中间板41上,由于插槽421的深度较大,这样,可以对支撑杆42进行调节,当调节好合适的长度后,直接将支撑杆42与中心板焊接在一起即可。
40.g、弧形样板5安装,待米字型支撑架4焊接完成后,在相邻三角板件3之间拼装弧形
样板5,拼装也采取点焊的方式。
41.h、整体焊接,待弧形样板5拼装完成后,调整接口,使板件之间的位置准确后,即可进行完全焊接。
42.i、成品,待焊接完成后,组装顶部天圆法兰6,待组装完成后,即可得余热回收通风管道用天圆地方管件。然后,将支撑件拆除后,进行防锈处理即可。
43.通过上述的设置,利用各种工装的配合,有效的实现了对大口径天圆地方管件的快速施工,同时,确保其不发生变形,为工程的快速施工提供了保障。
44.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1