一种送料曲柄的加工方法
1.本发明涉及一种曲柄类零件,特别是涉及一种送料曲柄的加工 方法。
背景技术:
2.现有的曲柄加工一般如下:锻造-粗铣-精铣-钻内孔
‑ꢀ
精铰内孔-精铣槽-热处理
–
发黑等,在主要的加工均完成后再热处 理,然后再精铰孔,没有实现互为精基准的精加工方式,使大孔总体 与小孔的平行度很难控制在公差范围之内,内孔的尺寸很难控制在公 差范围之内,小孔的同轴度和粗糙度也很难控制在公差范围之内,并 在热处理工序之后有较大的变形,仅通过精铰这单一工序很难确保加 工后的大孔总体与小孔的平行,从而导致批量的零件报废,严重影响 生产的效率,同时也大大的提升了成本。
技术实现要素:
3.为了克服现有技术的不足,本发明提出了一种送料曲柄的加工 方法,将左小孔、右小孔和大孔互为精基准再实行精加工;在加工之 前采用组合精铸成坯工艺获得毛坯,以减少毛坯变形,对大孔和中间 槽规定其加工余量,并将左小孔、右小孔设计成实心状。
4.本发明解决其技术问题所采用的技术方案是:
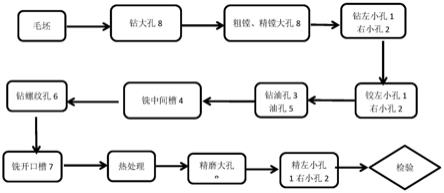
5.一种送料曲柄的加工方法,它包括以下工艺步骤:
6.1)、毛坯:选择精密铸造工艺来获得毛坯,材料为20cr+ni+5%cu 组合精铸成坯,将大孔8的加工余量单边控制在1mm之内,中间槽4的加工余量单边控制在0.2mm之内,左小孔1、右小孔2设计成实 心状,无预留孔。
7.2)、钻大孔8:用钨钢钻头对送料曲柄的大孔8进行钻孔加工, 单边留有0.2mm的加工余量。
8.3)、镗大孔8:用镗刀对大孔8进行镗孔加工,单边留有0.01mm 的加工余量。
9.4)、钻左小孔1右小孔2:以大孔8为基准,用钨钢钻头对送 料曲柄的左小孔1、右小孔2进行钻孔加工,单边留有0.2mm的加 工余量。
10.5)、铰左小孔1右小孔2:以大孔8为基准,用钨钢铰刀对小 孔1、右小孔2进行铰孔加工,单边留有0.01mm的加工余量。
11.6)、钻油孔3、油孔5:以大孔8为基准,用普通钻头对位于 左小孔1、右小孔2中间部分的油孔3、油孔5进行钻孔加工。
12.7)、铣中间槽4:以大孔8为基准,用成型铣刀加工出符合 图纸要求的中间槽4尺寸及精度。
13.8)、钻螺纹孔6并倒角:以大孔8为基准,用普通钻头对位 于大孔8右侧的螺纹孔6进行钻孔加工,并攻螺纹,同时对各孔口进 行倒角处理。
14.9)、铣开口槽7:以大孔8为基准,用平面铣刀加工出开口 槽。
15.10)、热处理:对送料曲柄进行热处理和表面发黑处理,使送 料曲柄的硬度达到hv650以上。
按照图纸要求,使用量具对左小孔1、右小孔2进行检验。
24.采用该工艺流程加工出来的送料曲柄,由于将左上孔和右小孔 以及大孔的精加工工序安排在热处理之后进行,同时实现了孔的互为 精基准方式再实行精加工的方式,使大孔总体与小孔保持平行,内孔 的尺寸控制在公差范围之内,小孔的同轴度和粗糙度也能控制在公差 范围之内;采用组合精铸成坯工艺获得毛坯,以减少毛坯变形,对大 孔和中间槽规定其加工余量,并将左小孔、右小孔设计成实心状,避 免了因加工余量不足而产生的变形。
25.以上所述仅为本发明的优先实施方式,只要以基本相同手段实 现本发明目的的技术方案都属于本发明的保护范围之内。
技术特征:
1.一种送料曲柄的加工方法,其特征是它包括以下工艺步骤:1)、毛坯:选择精密铸造工艺来获得毛坯,材料为20cr+ni+5%cu组合精铸成坯,将大孔(8)的加工余量单边控制在1mm之内,中间槽(4)的加工余量单边控制在0.2mm之内,左小孔(1)、右小孔(2)设计成实心状,无预留孔;2)、钻大孔(8):用钨钢钻头对送料曲柄的大孔(8)进行钻孔加工,单边留有0.2mm的加工余量;3)、镗大孔(8):用镗刀对大孔(8)进行镗孔加工,单边留有0.01mm的加工余量;4)、钻左小孔(1)右小孔(2):以大孔(8)为基准,用钨钢钻头对送料曲柄的左小孔(1)、右小孔(2)进行钻孔加工,单边留有0.2mm的加工余量;5)、铰左小孔(1)右小孔(2):以大孔(8)为基准,用钨钢铰刀对小孔(1)、右小孔(2)进行铰孔加工,单边留有0.01mm的加工余量;6)、钻油孔(3)、油孔(5):以大孔(8)为基准,用普通钻头对位于左小孔(1)、右小孔(2)中间部分的油孔(3)、油孔(5)进行钻孔加工;7)、铣中间槽(4):以大孔(8)为基准,用成型铣刀加工出符合图纸要求的中间槽(4)尺寸及精度;8)、钻螺纹孔(6)并倒角:以大孔(8)为基准,用普通钻头对位于大孔(8)右侧的螺纹孔(6)进行钻孔加工,并攻螺纹,同时对各孔口进行倒角处理;9)、铣开口槽(7):以大孔(8)为基准,用平面铣刀加工出开口槽;10)、热处理:对送料曲柄进行热处理和表面发黑处理,使送料曲柄的硬度达到hv650以上;11)、精磨大孔(8):以左小孔(1)、右小孔(2)为基准,对大孔(8)进行精磨加工,使其公差控制在+0.009mm之内,粗糙度控制在0.4之内;12)、精磨左小孔(1)、右小孔(2):以大孔(8)为基准,对左小孔(1)、右小孔(2)进行精磨加工,使其公差控制在+0.009mm之内,同轴度控制在0.008之内mm,平行度控制在0.015mm之内,粗糙度控制在0.4之内;13)、主要尺寸检验:以送料曲柄的大孔(8)为基准,按照图纸要求,使用量具对左小孔(1)、右小孔(2)进行检验。2.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤1)中,材料为20cr+ni+5%cu组合精铸成坯.3.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤1)中,大孔(8)的加工余量单边控制在1mm之内,中间槽(4)的加工余量单边控制在0.2mm之内;4.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤2)中,所述左小孔(1)、右小孔(2)成实心状。5.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤12)中,所述大孔(8),精磨后的公差控制在+0.009mm之内,粗糙度控制在0.4之内;6.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤13)中,所述左小孔(1)、右小孔(2),精磨后的公差控制在+0.009mm之内,同轴度控制在0.008之内mm,平行度控制在0.015mm之内,粗糙度控制在0.4之内;7.根据权利要求1所述的一种送料曲柄的加工方法,其特征是步骤12)、13)中,所述左小孔(1)、右小孔(2)和大孔(8)互为精基准再实行精加工。
技术总结
本发明涉及一种曲柄类零件,特别是涉及一种送料曲柄的加工方法,提出了一种送料曲柄的加工方法,将左上孔和右小孔以及大孔工序安排在热处理之后进行,实现了孔的互为精基准方式再实行精加工的方式,使大孔总体与小孔的保持平行,内孔的尺寸控制在公差范围之内,小孔的同轴度和粗糙度也能控制在公差范围之内;采用组合精铸成坯工艺获得毛坯,以减少毛坯变形,对大孔和中间槽规定其加工余量,并将左小孔、右小孔设计成实心状,避免了因加工余量不足而产生的变形。产生的变形。产生的变形。
技术研发人员:邱卫明 贺宁 潘伦伟 王智乾 金爱光 胡喆
受保护的技术使用者:台州广播电视大学(台州社区大学)
技术研发日:2021.10.21
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1