一种波纹板水渠辊弯成型装置的制作方法
1.本发明涉及一种波纹板水渠辊弯成型装置,属于辊弯成型装置技术领域。
背景技术:
2.现有技术中并没有针对波纹板水渠的弯折机,现有的弯管机的工作效率较低。
技术实现要素:
3.本发明为了解决上述背景技术中提到的现有技术中并没有针对波纹板水渠的弯折机的技术问题,提出一种波纹板水渠辊弯成型装置。
4.本发明提出一种波纹板水渠辊弯成型装置,包括导向机构、转动机构、辊弯成型主机架、定位压紧油缸、定位压紧上轴、定位压紧下轴、辊弯压紧油缸、辊弯上轴、辊弯成型轴和辊弯油缸,所述辊弯成型主机架内安装有辊弯油缸,所述转动机构安装在辊弯上轴下方,所述辊弯油缸驱动转动机构转动,转动机构转动时,辊弯成型轴始终以辊弯上轴为中心运动实现产品辊弯成型的目的,所述辊弯上轴通过辊弯压紧油缸进行竖直方向的控制,所述辊弯上轴的侧方安装有定位压紧下轴,所述定位压紧下轴的上方对应安装有定位压紧上轴,所述定位压紧上轴通过定位压紧油缸进行竖直方向的控制,所述定位压紧下轴的前方安装有导向机构。
5.优选地,所述定位压紧油缸和辊弯压紧油缸安装在油缸安装板上。
6.本发明所述的波纹板水渠辊弯成型装置的有益效果为:
7.本发明采用转动机构实现辊弯的操作生产。转动机构工作时辊弯成型轴始终以辊弯上轴为中心运动实现产品辊弯成型的目的,实现宽幅波纹板可以按需多次辊弯的目的。
附图说明
8.构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
9.在附图中:
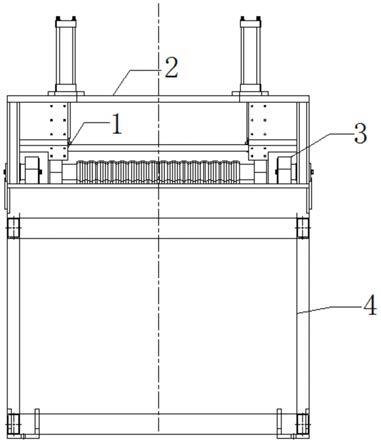
10.图1为本发明所述的一种波纹板水渠辊弯成型装置的主视图;
11.图2为本发明所述的一种波纹板水渠辊弯成型装置的结构示意图;
12.其中,1-导向机构,2-油缸安装板,3-转动机构,4-辊弯成型主机架,5-定位压紧油缸,6-定位压紧上轴,7-定位压紧下轴,8-辊弯压紧油缸,9-辊弯上轴,10-辊弯成型轴,11-辊弯油缸。
具体实施方式
13.以下结合附图对本发明的具体实施方式作进一步详细的说明:
14.具体实施方式一:参见图1-2说明本实施方式。本实施方式所述的波纹板水渠辊弯成型装置,包括导向机构1、转动机构3/辊弯成型主机架4、定位压紧油缸5、定位压紧上轴6、
定位压紧下轴7、辊弯压紧油缸8、辊弯上轴9、辊弯成型轴10和辊弯油缸11,所述辊弯成型主机架4内安装有辊弯油缸11,所述转动机构3安装在辊弯上轴9下方,所述辊弯油缸11驱动转动机构3转动,转动机构3转动时,辊弯成型轴10始终以辊弯上轴9为中心运动实现产品辊弯成型的目的,所述辊弯上轴9通过辊弯压紧油缸8进行竖直方向的控制,所述辊弯上轴9的侧方安装有定位压紧下轴7,所述定位压紧下轴7的上方对应安装有定位压紧上轴6,所述定位压紧上轴6通过定位压紧油缸5进行竖直方向的控制,所述定位压紧下轴7的前方安装有导向机构1。
15.所述定位压紧油缸5和辊弯压紧油缸8安装在油缸安装板2上。
16.所述转动机构3安装在辊弯上轴9下方,通过辊弯油缸11驱动转动机构3实现辊弯的操作生产。转动机构3工作时辊弯成型轴10始终以辊弯上轴9为中心运动实现产品辊弯成型的目的。其中转动机构3是主动轴,所述辊弯成型轴10为被动轴。
17.为了提高波纹板水渠辊弯成型的生产效率,设备在生产过程中在电控控制系统及液压工作原理进行了如下改进:
18.主要通过现场使用情况在电控液压上加以改善,波纹板水渠辊弯成型设备电控部分,在满足机组生产正常操作的基础上增加了可编程控制plc模块,这样不紧满足正常生产的需求还可以通过plc编程来实现定位压紧油缸,辊弯压紧油缸以及辊弯油缸,根据实际生产情况在原分组手动控制的基础上实现自动有序控制设备生产。
19.波纹板水渠辊弯成型设备液压系统部分,在取消原常规单泵液压系统重新按调试实际情况采用双泵液压系统其中大泵,小泵分别有电磁溢流阀控制,快速时大小泵同时工作(二个溢流阀都得电、或一个大溢流阀得电、小泵溢流阀不得电到行程快到了大泵溢流阀关,小泵得电打高压)反正大泵是低压快速不能调压力,小泵是行程快到了给电磁溢流阀信号加高压。来提高工作效率。
20.所述的波纹板水渠辊弯成型装置的具体操作过程:
21.波纹板放入导向机构1后通过二组定位油缸压紧后,辊弯压紧油缸8延辊弯上轴9移动即可完成产品制作。
22.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明。所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,还可以是上述各个实施方式记载的特征的合理组合,凡在本发明精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种波纹板水渠辊弯成型装置,其特征在于,包括导向机构(1)、转动机构(3)、辊弯成型主机架(4)、定位压紧油缸(5)、定位压紧上轴(6)、定位压紧下轴(7)、辊弯压紧油缸(8)、辊弯上轴(9)、辊弯成型轴(10)和辊弯油缸(11),所述辊弯成型主机架(4)内安装有辊弯油缸(11),所述转动机构(3)安装在辊弯上轴(9)下方,所述辊弯油缸(11)驱动转动机构(3)转动,转动机构(3)转动时,辊弯成型轴(10)始终以辊弯上轴(9)为中心运动实现产品辊弯成型的目的,所述辊弯上轴(9)通过辊弯压紧油缸(8)进行竖直方向的控制,所述辊弯上轴(9)的侧方安装有定位压紧下轴(7),所述定位压紧下轴(7)的上方对应安装有定位压紧上轴(6),所述定位压紧上轴(6)通过定位压紧油缸(5)进行竖直方向的控制,所述定位压紧下轴(7)的前方安装有导向机构(1)。2.根据权利要求1所述的波纹板水渠辊弯成型装置,其特征在于,所述定位压紧油缸(5)和辊弯压紧油缸(8)安装在油缸安装板(2)上。
技术总结
本发明提出一种波纹板水渠辊弯成型装置,该成型装置的辊弯成型主机架内安装有辊弯油缸,转动机构安装在辊弯上轴下方,辊弯油缸驱动转动机构转动,转动机构转动时,辊弯成型轴始终以辊弯上轴为中心运动实现产品辊弯成型,辊弯上轴通过辊弯压紧油缸进行竖直方向的控制,辊弯上轴的侧方安装有定位压紧下轴,定位压紧下轴的上方对应安装有定位压紧上轴,定位压紧上轴通过定位压紧油缸进行竖直方向的控制,定位压紧下轴的前方安装有导向机构。解决了没有针对波纹板水渠的弯折机的技术问题,本发明采用转动机构实现辊弯的操作生产,转动机构工作时辊弯成型轴始终以辊弯上轴为中心运动实现产品辊弯成型,实现宽幅波纹板可以按需多次辊弯的目的。多次辊弯的目的。多次辊弯的目的。
技术研发人员:千玉锦
受保护的技术使用者:黑龙江大千环保科技有限公司
技术研发日:2021.11.19
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1