一种花洒螺纹接头组装设备的制作方法
1.本发明涉及花洒组装设备领域,尤其涉及一种花洒螺纹接头组装设备。
背景技术:
2.花洒的主体结构为一个手柄形状的背壳,在此背壳上通过人工手动方式安装上螺纹接头,传统人工操作存在对接不到位,焊接错位不牢固、不合格率高等问题,无法满足生产需要。
技术实现要素:
3.本发明主要解决的技术问题是提供一种花洒螺纹接头组装设备,基于转盘实现四工位循环流转的分布式自动化加工方式,代替传统人工流水线作业完成自动上料、自动组装焊接、自动筛选判断等操作,显著提高成品质量和组装效率。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种花洒螺纹接头组装设备,包括机台、转台、花洒仿形座、取料机械手、振动供料机、超声焊机、下料机械手,所述机台上设置有转台,所述转台以四等分、顺时针顺序方向依次设置有分别安装了花洒仿形座的花洒上料工位、螺纹接头预组装工位、超声焊接工位以及下料工位,所述螺纹接头预组装工位旁的机台上配合设置有取料机械手,所述取料机械手与设置在机台上的振动供料机衔接,所述超声焊接工位旁的机台上配合设置有超声焊机,所述下料工位旁的机台上配合设置有下料机械手。
5.在本发明一个较佳实施例中,所述转台的底面中心设置有由电机驱动的凸轮分割器。
6.在本发明一个较佳实施例中,所述花洒上料工位旁的机台上设置有人工上料防护罩。
7.在本发明一个较佳实施例中,所述取料机械手上挂载有三爪手指气缸和上视觉检测相机。
8.在本发明一个较佳实施例中,所述振动供料机的出口设置有架设在机台上的挡料块,所述挡料块上开设有取料沉槽,所述挡料块外侧设置有匹配在取料沉槽上的连接到取料机械手的光电开关。
9.在本发明一个较佳实施例中,所述下料机械手上挂载有用于抓取花洒的气动夹爪,所述下料机械手作业范围内的机台上还设置有ng料回流输送机。
10.在本发明一个较佳实施例中,所述取料机械手的行程范围内的机台上还设置有下视觉检测相机。
11.本发明的有益效果是:本发明提供的一种花洒螺纹接头组装设备,基于转盘实现四工位循环流转的分布式自动化加工方式,代替传统人工流水线作业完成自动上料、自动组装焊接、自动筛选判断等操作,显著提高成品质量和组装效率。
附图说明
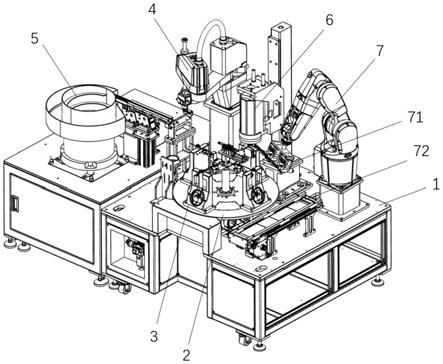
12.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1 是本发明一种花洒螺纹接头组装设备的一较佳实施例的结构图;图2 是本发明一种花洒螺纹接头组装设备的一较佳实施例的俯视图;图3 是本发明一种花洒螺纹接头组装设备的一较佳实施例的三爪手指气缸结构图;图4 是本发明一种花洒螺纹接头组装设备的一较佳实施例的挡料块结构图;图5 是本发明一种花洒螺纹接头组装设备的一较佳实施例的组装成品效果图。
具体实施方式
13.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
14.如图1-5所示,本发明实施例包括:一种花洒螺纹接头组装设备,包括机台1、转台2、花洒仿形座3、取料机械手4、振动供料机5、超声焊机6、下料机械手7,所述机台1上设置有转台2,所述转台2以四等分、顺时针顺序方向依次设置有分别安装了花洒仿形座3的花洒上料工位21、螺纹接头预组装工位22、超声焊接工位23以及下料工位24,所述螺纹接头预组装工位22旁的机台1上配合设置有取料机械手4,所述取料机械手4与设置在机台1上的振动供料机5衔接,所述超声焊接工位23旁的机台1上配合设置有超声焊机6,所述下料工位24旁的机台1上配合设置有下料机械手7。
15.其中,所述转台2的底面中心设置有由电机驱动的凸轮分割器。
16.进一步的,所述花洒上料工位21旁的机台1上设置有人工上料防护罩211。
17.进一步的,所述取料机械手4上挂载有三爪手指气缸41和上视觉检测相机42。
18.进一步的,所述振动供料机5的出口设置有架设在机台1上的挡料块51,所述挡料块51上开设有取料沉槽52,所述挡料块51外侧设置有匹配在取料沉槽52上的连接到取料机械手4的光电开关53。
19.进一步的,所述下料机械手7上挂载有用于抓取花洒的气动夹爪71,所述下料机械手7作业范围内的机台1上还设置有ng料回流输送机72。
20.进一步的,所述取料机械手4的行程范围内的机台1上还设置有下视觉检测相机43。
21.本设备的花洒上料工位21用于接收上游来料,即等待装配螺纹接头的花洒手柄。上游来料经转盘每次转动90度抵达螺纹接头预组装工位22,此工位用于接收振动供料机5的来料,即需要装配到花洒手柄头部的螺纹接头,螺纹接头是由取料机械手4从挡料块51处夹持搬运得到;不同规格的花洒和螺纹接头呈现不同的形状结构,在对异形的特殊形状的
螺纹接头实施装配前,即在螺纹接头被转移到螺纹接头预组装工位22之前,取料机械手4会将螺纹接头先移送到下视觉检测相机识别并在外部工控机控制下进行纠偏和ng判断操作;完成纠偏的螺纹接头将被取料机械搬运到螺纹接头预组装工位22,其上挂载的上视觉检测相机在外部工控机控制下对花洒仿形座3上的花洒手柄的配对接口进行位置检测和ng判断,使螺纹接头能准确同轴套接到花洒手柄接口内,否则送ng回流输送机丢弃;以上预组装工序完成后的合格半成品继续被转盘移送到超声焊接工位23,超声焊接机执行超声焊接工序后即可被移到下料工位24并由下料机械手7搬运到下游设备作进一步加工。
22.综上所述,本发明提供了一种花洒螺纹接头组装设备,基于转盘实现四工位循环流转的分布式自动化加工方式,代替传统人工流水线作业完成自动上料、自动组装焊接、自动筛选判断等操作,显著提高成品质量和组装效率。
23.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
技术特征:
1.一种花洒螺纹接头组装设备,其特征在于,包括机台、转台、花洒仿形座、取料机械手、振动供料机、超声焊机、下料机械手,所述机台上设置有转台,所述转台以四等分、顺时针顺序方向依次设置有分别安装了花洒仿形座的花洒上料工位、螺纹接头预组装工位、超声焊接工位以及下料工位,所述螺纹接头预组装工位旁的机台上配合设置有取料机械手,所述取料机械手与设置在机台上的振动供料机衔接,所述超声焊接工位旁的机台上配合设置有超声焊机,所述下料工位旁的机台上配合设置有下料机械手。2.根据权利要求1 所述的花洒螺纹接头组装设备,其特征在于,所述转台的底面中心设置有由电机驱动的凸轮分割器。3.根据权利要求1所述的花洒螺纹接头组装设备,其特征在于,所述花洒上料工位旁的机台上设置有人工上料防护罩。4.根据权利要求1所述的花洒螺纹接头组装设备,其特征在于,所述取料机械手上挂载有三爪手指气缸和上视觉检测相机。5.根据权利要求1所述的花洒螺纹接头组装设备,其特征在于,所述振动供料机的出口设置有架设在机台上的挡料块,所述挡料块上开设有取料沉槽,所述挡料块外侧设置有匹配在取料沉槽上的连接到取料机械手的光电开关。6.根据权利要求1所述的花洒螺纹接头组装设备,其特征在于,所述下料机械手上挂载有用于抓取花洒的气动夹爪,所述下料机械手作业范围内的机台上还设置有ng料回流输送机。7.根据权利要求1所述的花洒螺纹接头组装设备,其特征在于,所述取料机械手的行程范围内的机台上还设置有下视觉检测相机。
技术总结
本发明公开一种花洒螺纹接头组装设备,包括机台、转台、花洒仿形座、取料机械手、振动供料机、超声焊机、下料机械手,所述机台上设置有转台,所述转台以四等分、顺时针顺序方向依次设置有分别安装了花洒仿形座的花洒上料工位、螺纹接头预组装工位、超声焊接工位以及下料工位,所述螺纹接头预组装工位旁的机台上配合设置有取料机械手。通过上述方式,本发明提供一种花洒螺纹接头组装设备,基于转盘实现四工位循环流转的分布式自动化加工方式,代替传统人工流水线作业完成自动上料、自动组装焊接、自动筛选判断等操作,显著提高成品质量和组装效率。率。率。
技术研发人员:王宇程 姚新锐 金磊 郑贵军
受保护的技术使用者:苏州朗坤自动化设备股份有限公司
技术研发日:2021.11.24
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1