小直径大高径差温预成型工装的制作方法
1.本发明涉及金属锻造技术领域,尤其涉及小直径大高径差温预成型工装。
背景技术:
2.小直径大高径棒料镦挤制坯,主要用于半轴类零件的预制坯。通常小直径大高径棒料镦挤制坯采用顶镦工艺,通过逐步变大上模锥模筒角度,分多步实现减小高径比,达到镦挤、聚料的效果。整个成型工艺流程复杂,中间成型时间长,在加工过程中坯料容易冷却,需要回炉加温,不仅能耗较高,坯料还易产生氧化皮,影响产品质量、经济效益低下。
3.目前,市面上出现了复合成型模具,可以一次性将棒料镦挤成型,简化了加工流程。如中国专利棒料镦挤复合成型制坯工艺(专利号:cn110153342a)公,包括相互配合的上模、下模,此种模具虽然简化了镦挤的工艺流程,但仍然无法克服模具和原料坯温差较大的问题,在加工过程中原料坯容易快速失温,无法长时间使坯料保持高温,在加工过程中还需要将坯料转运出去进行二次加热,使得加工效率低下,还会影响加工效果和产品质量。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的小直径大高径差温预成型工装。
5.为了实现上述目的,本发明采用了如下技术方案:
6.小直径大高径差温预成型工装,包括上模、下模;所述上模的一端设有第一放料孔,上模的另一端设有上半成型腔,上半成型腔与第一放料孔连通,第一放料孔以及上半成型腔形成的腔体沿着上模的轴向贯穿该上模;所述下模上设有腔体,该腔体包括用于容纳上模一端的第一容纳腔、与上半成型腔相对应的下半成型腔、第二容纳腔,第一容纳腔、下半成型腔、第二容纳腔依次连通,第一容纳腔、下半成型腔、第二容纳腔形成的腔体沿着下模的轴向贯穿该下模;所述上模上环绕第一放料孔设置有位于其外侧的保温腔,保温腔内部设置有与其内壁固定的支撑环,支撑环内部填充有保温填料;所述下模的外侧设置有电加热层,所述电加热层的外侧设置有隔热层。
7.优选的,所述上半成型腔的截面从上至下的尺寸逐步变大,上半成型腔呈圆台状。
8.优选的,所述下半成型腔的截面的长度从上至下逐步变小,下半成型腔呈圆台状。
9.优选的,所述保温填料的材料为泡沫聚氨酯。
10.优选的,所述支撑环包括环体、周向间隔排布在环体内部的加强筋,各个加强筋贯穿保温填料。
11.优选的,所述电加热层由包覆在下模外侧的电热丝构成。
12.优选的,所述隔热层的材料为玻璃纤维。
13.本发明的有益效果是:
14.1、在下模外侧设置了电加热层,对下模进行加热,使得模具和原料坯的温差减小,优化加工效果,电加热层外的隔热层可减少热量散失,节约能源。
15.2、在加工过程中,电加热层可使下模持续对原料坯进行加温,配合上模的保温作用,使原料坯长时间保持高温,在加工过程中无需将坯料转运出去进行二次加热,提高加工效率,优化产品质量。
16.3、上模中填充保温填料,可以减少经上模散失的热量,减缓坯料冷却的速度,从而降低坯料的脆性。
附图说明
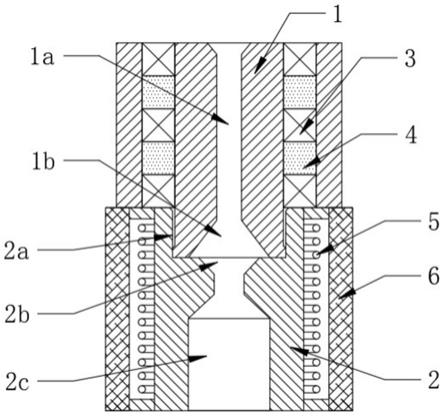
17.图1为本发明提出的小直径大高径差温预成型工装的结构示意图;
18.图2为本发明提出的小直径大高径差温预成型工装的上模主视结构示意图;
19.图3为本发明提出的小直径大高径差温预成型工装的上模俯视结构示意图。
20.图中:1-上模、1a-第一放料孔、1b-上半成型腔、2-下模、2a-第一容纳腔、2b-下半成型腔、2c-第二容纳腔、3-支撑环、31-环体、32-加强筋、4-保温填料、5-电加热层、6-隔热层。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.参照图1-3,小直径大高径差温预成型工装,包括上模1、下模2;
23.上模1的一端设有供挤压杆插入且与待镦挤坯料镦挤部位的一部分匹配的第一放料孔1a,上模1的另一端设有用于镦挤成型的上半成型腔1b,上半成型腔1b与第一放料孔1a连通;第一放料孔1a以及上半成型腔1b形成的腔体沿着上模1的轴向贯穿该上模1,上半成型腔1b的截面从上至下的尺寸逐步变大,上半成型腔1b呈圆台状。
24.下模2上设有腔体,该腔体包括用于容纳上模1一端的第一容纳腔2a、与上半成型腔1b相对应的下半成型腔2b、第二容纳腔2c,第一容纳腔2a、下半成型腔2b、第二容纳腔2c依次连通。第一容纳腔2a、下半成型腔2b、第二容纳腔2c形成的腔体沿着下模2的轴向贯穿该下模2,下半成型腔2b的截面的长度从上至下逐步变小,下半成型腔2b呈圆台状。第二容纳腔2c的作用是安装顶杆,以便在坯料成型后通过顶杆顶出。
25.当上模1的一端进入到第一容纳腔2a中后,上半成型腔1b与下半成型腔2b闭合成一个完整的镦挤成型腔体,镦挤成型腔体的高与坯料的直径比小于2.5。这样一来,在镦挤成型过程始终处于稳定可控状态,能减少镦挤的步骤以实现高径比为3至12的坯料镦粗制坯,同时成坯不会出现折叠、偏心等缺陷。
26.上模1上环绕第一放料孔1a设置有位于其外侧的保温腔,保温腔内部设置有保温填料4。为了保证保温填料结构上的稳定性,保温腔内部设置有与其内壁固定的支撑环3,保温填料4填充在支撑环3内部。保温填料4的材料为泡沫聚氨酯,可以延缓热量经上模1散失,减缓坯料冷却的速度,从而降低坯料的脆性。
27.进一步的,支撑环3包括环体31、周向间隔排布在环体31内部的加强筋32,各个加强筋32贯穿保温填料4,起到增强其稳定性的作用,有利于提高模具整体的强度和抗形变能力。
28.下模2的外侧设置有电加热层5,电加热层5的外侧设置有隔热层6。电加热层5由包
覆在下模2外侧的电热丝构成,对下模2进行加热,使得模具和原料坯的温差减小,优化加工效果,并且可对原料坯进行加温,使其长时间保持高温,在加工过程中无需将坯料转运出去进行二次加热,提高加工效率,优化产品质量。隔热层6的材料为玻璃纤维,可减少热量散失,优化加热效果,节约能源。
29.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.小直径大高径差温预成型工装,其特征在于,包括上模(1)、下模(2);所述上模(1)的一端设有第一放料孔(1a),上模(1)的另一端设有上半成型腔(1b),上半成型腔(1b)与第一放料孔(1a)连通,第一放料孔(1a)以及上半成型腔(1b)形成的腔体沿着上模(1)的轴向贯穿该上模(1);所述下模(2)上设有腔体,该腔体包括用于容纳上模(1)一端的第一容纳腔(2a)、与上半成型腔(1b)相对应的下半成型腔(2b)、第二容纳腔(2c),第一容纳腔(2a)、下半成型腔(2b)、第二容纳腔(2c)依次连通,第一容纳腔(2a)、下半成型腔(2b)、第二容纳腔(2c)形成的腔体沿着下模(2)的轴向贯穿该下模(2);所述上模(1)上环绕第一放料孔(1a)设置有位于其外侧的保温腔,保温腔内部设置有与其内壁固定的支撑环(3),支撑环(3)内部填充有保温填料(4);所述下模(2)的外侧设置有电加热层(5),所述电加热层(5)的外侧设置有隔热层(6)。2.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述上半成型腔(1b)的截面从上至下的尺寸逐步变大,上半成型腔(1b)呈圆台状。3.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述下半成型腔(2b)的截面的长度从上至下逐步变小,下半成型腔(2b)呈圆台状。4.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述保温填料(4)的材料为泡沫聚氨酯。5.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述支撑环(3)包括环体(31)、周向间隔排布在环体(31)内部的加强筋(32),各个加强筋(32)贯穿保温填料(4)。6.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述电加热层(5)由包覆在下模(2)外侧的电热丝构成。7.根据权利要求1所述的小直径大高径差温预成型工装,其特征在于,所述隔热层(6)的材料为玻璃纤维。
技术总结
本发明涉及金属锻造技术领域,尤其涉及小直径大高径差温预成型工装,包括上模、下模;上模的一端设有第一放料孔;下模上设有腔体,该腔体包括用于容纳上模一端的第一容纳腔、与上半成型腔相对应的下半成型腔、第二容纳腔;上模上环绕第一放料孔设置有位于其外侧的保温腔,保温腔内部设置有与其内壁固定的支撑环,支撑环内部填充有保温填料;下模的外侧设置有电加热层,电加热层的外侧设置有隔热层。在下模外侧设置了电加热层,对下模进行加热,使得模具和原料坯的温差减小,优化加工效果,隔热层可减少热量散失,节约能源,上模中填充保温填料,可以减少经上模散失的热量,减缓坯料冷却的速度,从而降低坯料的脆性。从而降低坯料的脆性。从而降低坯料的脆性。
技术研发人员:刘寺意
受保护的技术使用者:常州和仕达机械装备制造有限公司
技术研发日:2021.12.17
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1