一种紧凑式用于管孔内自动TIG焊接的焊接臂的制作方法
一种紧凑式用于管孔内自动tig焊接的焊接臂
技术领域
1.本发明涉及管件内壁堆焊技术领域,尤其涉及一种紧凑式用于管孔内自动tig焊接的焊接臂。
背景技术:
2.在核电产品、石化产品中存在大量管件需要内壁堆焊,特别针对管件形状不规则,以及组焊后或在现场返修时焊接作业。常规焊接设备非常困难实施管件内壁焊接。同时,在管件深度大孔径较小时,常规焊枪无法在管件内实现焊枪角度自动调节,需要在管件外调节再进入管件内反复确认,严重影响焊接效率。常规焊枪无前置水冷弧压跟踪装置,深孔焊接时整个焊枪会颤动造成焊接电弧不稳定等问题。
技术实现要素:
3.根据上述提出的技术问题,而提供一种紧凑式用于管孔内自动tig焊接的焊接臂。本发明采用的技术手段如下:
4.一种紧凑式用于管孔内自动tig焊接的焊接臂,包括固定支撑组件、自动摆动单元和自动弧压跟踪装置,以及水冷焊枪和送丝调节机构,所述固定支撑组件的输入端和主体焊接设备连接,所述固定支撑组件的输出端与自动摆动单元相连,所述自动摆动单元依次与自动弧压跟踪装置、送丝调节机构相连,所述水冷焊枪安装在送丝调节机构上,所述自动摆动单元用于实现焊枪角度调节,所述自动弧压跟踪装置用于保证焊接电弧长度的稳定,所述送丝调节机构用于将焊丝送到焊枪下适当位置。
5.进一步地,所述固定支撑组件包括固定安装座、不锈钢管和支撑座,所述固定安装座套接在不锈钢管上,其能够与所述主体焊接设备相连,所述固定安装座上设有定位销和手轮,通过手轮锁紧固定安装座在主体设备上,所述支撑座设置于不锈钢管的输出端,其通过连接板与自动摆动单元相连。
6.进一步地,所述自动摆动单元包括步进电机和与其相连的微型涡轮蜗杆转台,所述微型涡轮蜗杆转台的输出端通过l型板与自动弧压跟踪装置相连。
7.进一步地,所述固定支撑组件的输出端与所述自动摆动单元的输入端之间通过刚性的连接板相连。
8.进一步地,所述步进电机外部套有水冷防护罩。
9.进一步地,自动弧压跟踪装置采用外部驱动式步进电机以减少整体体积,同样电机外安装有水冷防护罩以防止电机过热
10.进一步地,所述水冷焊枪作为中心转轴被送丝调节机构固定座组件固定,并且围绕其转动,同时水冷焊枪轴心线与不锈钢管轴心线在同一平面。
11.本发明辅以外部旋转机构,便可在深孔内进行管件组焊、连续内壁堆焊。自动摆动机构可实现焊枪角度调节;前置弧压跟踪单元可保证焊接电弧长度的稳定;本发明的一种紧凑式用于管孔内自动tig焊接的焊接臂结构紧凑,集成度高,不受工位的限制,可广泛应
用于新产品上管孔内的连续焊接作业。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
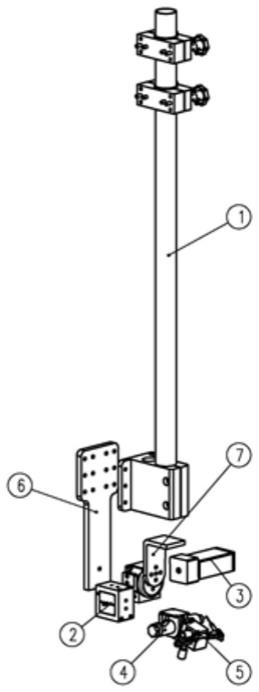
13.图1为本发明结构爆炸图。
14.图2为本发明组装结构示意图。
15.图中:1、固定支撑组件;2、自动摆动单元;3、自动弧压跟踪装置;4、水冷焊枪;5、送丝调节机构;6、连接板;7、l型板;8、固定安装座;9、不锈钢管;10、支撑座。
具体实施方式
16.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.如图1、图2所示,一种紧凑式用于管孔内自动tig焊接的焊接臂,包括固定支撑组件、自动摆动单元和自动弧压跟踪装置,以及水冷焊枪和送丝调节机构,所述固定支撑组件1的输入端和主体焊接设备连接,所述固定支撑组件的输出端与自动摆动单元2相连,所述自动摆动单元依次与自动弧压跟踪装置3、送丝调节机构5相连,所述水冷焊枪4安装在送丝调节机构上,所述自动摆动单元用于实现焊枪角度调节,所述自动弧压跟踪装置用于保证焊接电弧长度的稳定,所述送丝调节机构用于将焊丝送到焊枪下适当位置。
18.所述固定支撑组件包括固定安装座8、不锈钢管9和支撑座10,所述固定安装座套接在不锈钢管上,其能够与所述主体焊接设备相连,所述固定安装座上设有定位销和手轮,通过旋动手轮能够快速与主体焊接设备紧固和定位,所述支撑座设置于不锈钢管的输出端,其与自动摆动单元相连。所述固定支撑组件的输出端与所述自动摆动单元的输入端之间通过刚性的连接板6相连。具体地,支撑座安装在不锈钢管另一端与连接板配合。
19.所述自动摆动单元包括步进电机和与其相连的微型涡轮蜗杆转台,所述微型涡轮蜗杆转台的输出端与自动弧压跟踪装置相连。所述自动摆动单元安装在连接板6上,转动面与l型板7相固定连接。所述步进电机外部套有水冷防护罩,防止在焊接高温下电机过热。自动摆动单元通过程序设定参数,再由遥控器控制电机驱使转台正反无限转动。
20.所述自动弧压跟踪装置底座安装在l型板上,包括外部驱动式步进电机、水冷罩、底座和电机丝杆传动的跟踪滑台,跟踪滑台与送丝调节机构连接。自动弧压跟踪装置采用外部驱动式步进电机带动跟踪滑台上、下运动以减少整体装置体积,同样电机外安装有水冷防护罩以防止电机过热。
21.所述水冷焊枪作为中心转轴被送丝调节机构固定座组件锁紧,并且能够围绕其转动,同时保证水冷焊枪轴心线与不锈钢管轴心线在同一平面,以控制焊接精度;送丝调节机构通过多方位调整将焊丝送到焊枪下适当位置。通过弧压跟踪装置带动焊枪和送丝调节机
构按程序设定参数在焊接过程中维持稳定电弧长度,并且通过遥控器控制自动摆动单元调节焊枪与工件焊接面的角度,以到达良好的焊接成型。
22.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
技术特征:
1.一种紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,包括固定支撑组件、自动摆动单元和自动弧压跟踪装置,以及水冷焊枪和送丝调节机构,所述固定支撑组件的输入端和主体焊接设备连接,所述固定支撑组件的输出端通过连接板与自动摆动单元相连,所述自动摆动单元依次与自动弧压跟踪装置、送丝调节机构相连,所述水冷焊枪安装在送丝调节机构上,所述自动摆动单元用于实现焊枪角度调节,所述自动弧压跟踪装置用于保证焊接电弧长度的稳定,所述送丝调节机构用于将焊丝送到焊枪下适当位置。2.根据权利要求1所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,所述固定支撑组件包括固定安装座、不锈钢管和支撑座,所述固定安装座套接在不锈钢管上,其能够与所述主体焊接设备相连,所述固定安装座上设有定位销和手轮,通过手轮锁紧固定安装座在主体设备上,所述支撑座设置于不锈钢管的输出端,其通过连接板与自动摆动单元相连。3.根据权利要求1所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,所述自动摆动单元包括步进电机和与其相连的微型涡轮蜗杆转台,所述微型涡轮蜗杆转台的输出端通过l型板与自动弧压跟踪装置相连。4.根据权利要求1所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,所述固定支撑组件的输出端与所述自动摆动单元的输入端之间通过刚性的连接板相连。5.根据权利要求3所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,所述自动摆动单元的步进电机外部套有水冷防护罩。6.根据权利要求1所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,自动弧压跟踪装置采用外部驱动式步进电机以减少整体体积,同样电机外安装有水冷防护罩以防止电机过热。7.根据权利要求1所述的紧凑式用于管孔内自动tig焊接的焊接臂,其特征在于,所述水冷焊枪作为中心转轴被送丝调节机构固定座组件固定,并且围绕其转动,同时水冷焊枪轴心线与不锈钢管轴心线在同一平面。
技术总结
本发明提供一种紧凑式用于管孔内自动TIG焊接的焊接臂,包括固定支撑组件、自动摆动单元和自动弧压跟踪装置以及水冷焊枪和送丝调节机构,固定支撑组件的输入端和主体焊接设备连接,固定支撑组件的输出端与自动摆动单元相连,自动摆动单元依次与自动弧压跟踪装置、送丝调节机构相连,水冷焊枪安装在送丝调节机构上,自动摆动单元用于实现焊枪角度调节,自动弧压跟踪装置用于保证焊接电弧长度的稳定,送丝调节机构用于将焊丝送到焊枪下适当位置。本发明可在深孔内进行管件组焊、连续内壁堆焊。自动摆动机构可实现焊枪角度调节;前置弧压跟踪单元可保证焊接电弧长度的稳定;本发明结构紧凑,集成度高,不受工位的限制。不受工位的限制。不受工位的限制。
技术研发人员:冯东旭 刘万存 王彦坤 肖鹏 赵佳 袁亮文
受保护的技术使用者:中国第一重型机械股份公司
技术研发日:2021.12.21
技术公布日:2022/3/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1