一种永磁铁氧体磁瓦合金模具圆弧面加工方法与流程
1.本发明涉及模具加工方法领域,具体是一种永磁铁氧体磁瓦合金模具圆弧面加工方法。
背景技术:
2.永磁铁氧体磁瓦是用定型的模具压制成型的。磁瓦呈圆弧形,因此模具制作也呈圆弧形,为了增加模具的耐磨性,延长使用寿命,通常需要制作合金模具。 永磁铁氧体磁瓦合金模具工作面是根据磁瓦的圆弧形形状,也呈相应的圆弧形。合金模具的坯体是方形,需用线切割机床将合金模具的工作面加工成圆弧形形状。
3.由于合金模具含有碳化钨的材料,具有硬度高,脆性大的特性(硬脆性)。现有技术采用线切割机床加工时,一般是从合金模具工作面一侧侧边向另一侧侧边进行切割的,很容易使合金模具发生受损破裂、崩边掉块,产生废品;合金材料成本较高,从而导致较大的浪费。
技术实现要素:
4.本发明的目的是提供一种永磁铁氧体磁瓦合金模具圆弧面加工方法,以解决现有技术磁瓦合金模具工作面加工方法存在的废品率高的问题。
5.为了达到上述目的,本发明所采用的技术方案为:一种永磁铁氧体磁瓦合金模具圆弧面加工方法,包括以下步骤:步骤1、根据设计图纸,确定合金模具工作面弧顶所在位置;步骤2、以合金模具工作面的弧顶为起点,合金模具每侧为终点,分别从合金模具工作面的弧顶向两侧方向对合金模具的工作面进行粗加工切割出圆弧面;步骤3、以合金模具一侧为起点、另一侧为终点,对合金模具的整个工作面进行精加工进一步切割出圆弧面。
6.进一步的,所述粗加工切割为线切割走丝。
7.进一步的,所述合金模具的工作面设计为多段圆弧面构成时,步骤1中首先确定每个圆弧面各自的弧顶位置;步骤2中以每个圆弧面的弧顶为起点,相邻圆弧面之间中间位置以及合金模具侧边为终点,分别从合金模具每个圆弧面的弧顶向终点方向对合金模具的进行粗加工以切割出各个圆弧面;最后再按步骤3进行精加工切割。
8.本发明中,先从合金模具工作面弧顶应该所在的位置为起点,分别向合金模具两侧进行粗加工,然后从合金模具一侧为起点、另一侧为终点遍历所有粗加工轨迹再次进行精加工,由此使合金模具的工作面切割成型为圆弧面。
9.通过本发明方法对合金模具工作面加工时,能够有效避免合金模具受损破裂、崩边掉块的问题,进而提供加工的成品率,具有加工精度高、节约原料的优点。
附图说明
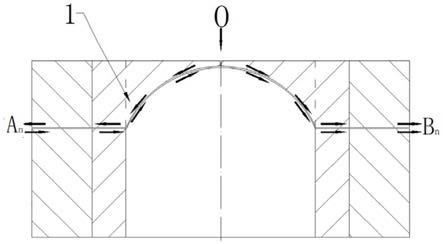
10.图1是本发明方法原理图。
具体实施方式
11.下面结合附图和实施例对本发明进一步说明。
12.如图1所示,本发明中对合金模具1的工作面进行加工时,首先根据设计图纸确定合金模具工作面设计的圆弧形弧顶所在位置o。加工设备采用线切割机床。
13.然后,以位置o为起点,分别向合金模具工作面两侧an、bn进行线切割走丝,以完成粗加工切割出圆弧面,一侧粗加工路径是粗o~ an, 另一侧粗加工路径是o~ bn。
14.粗加工完成后,再以合金模具一侧an为起点、另一侧bn为终点,对合金模具的工作面进行精加工,也可以以一侧bn为起点、另一侧an为终点进行精加工,以保证圆弧面精度。精加工是遍历粗加工的路径,由此精加工路径是an~ bn或者b
n ~ an。
15.若合金模具的工作面设计为多段圆弧面构成时,以每个圆弧面设计的弧顶位置为起点o、相邻圆弧面之间中间位置以及合金模具侧边位置分别作为终点,首先对合金模具的工作面分别粗加工切割出各个圆弧面。然后,再以合金模具一侧为起点、另一侧为终点进行精加工进一步切割出圆弧面,以保证圆弧面精度。
16.本发明是弧顶处为起点,分别向两个侧边进行切割加工,也就是从中间最薄弱的弧顶位置开始分两次向两侧先进行粗加工;最后为保证弧面精度,再沿所有粗加工轨迹从一侧向另一侧进行精加工。
17.由于弧顶是线切割加工除去毛坯余量最少,也是最薄弱的位置,随着切割的进行,切割多余部分因自身重力的作用,其作用力被余量多的部位承载,避免因切削合金受力过大而导致合金崩边撕裂。
18.可以想见的是若按现有技术从弧顶的两侧的任一侧起切割,当线切割加工到接近弧顶的位置是时,边侧的余量多,质量大,处于悬空状态,其自身重力都作用到接近弧顶尚未切削开来的薄弱位置,因合金有硬脆性,导致合金在切削位置崩边撕裂。
19.因此,本发明从弧顶开始先粗加工,再从一侧向另一侧精加工,明显能够避免合金模具薄弱部位(弧顶)受力过大,进而避免合金模具损坏;精加工沿粗加工轨迹进行整体工作面修正,保证了模具工作凸起弧面的精度。
20.本发明所述的实施例仅仅是对本发明的优选实施方式进行的描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域中工程技术人员对本发明的技术方案作出的各种变型和改进,均应落入本发明的保护范围,本发明请求保护的技术内容,已经全部记载在权利要求书中。
技术特征:
1.一种永磁铁氧体磁瓦合金模具圆弧面加工方法,其特征在于,包括以下步骤:步骤1、根据设计图纸,确定合金模具工作面弧顶所在位置;步骤2、以合金模具工作面的弧顶为起点,合金模具每侧为终点,分别从合金模具工作面的弧顶向两侧方向对合金模具的工作面进行粗加工切割出圆弧面;步骤3、以合金模具一侧为起点、另一侧为终点,对合金模具的整个工作面进行精加工进一步切割出圆弧面。2.根据权利要求1所述的一种永磁铁氧体磁瓦合金模具圆弧面加工方法,其特征在于,所述粗加工切割为线切割走丝。3.根据权利要求1所述的一种永磁铁氧体磁瓦合金模具圆弧面加工方法,其特征在于,所述合金模具的工作面设计为多段圆弧面构成时,步骤1中首先确定每个圆弧面各自的弧顶位置;步骤2中以每个圆弧面的弧顶为起点,相邻圆弧面之间中间位置以及合金模具侧边为终点,分别从合金模具每个圆弧面的弧顶向终点方向对合金模具的进行粗加工以切割出各个圆弧面;最后再按步骤3进行精加工切割。
技术总结
本发明公开了一种永磁铁氧体磁瓦合金模具圆弧面加工方法,包括以下步骤:步骤1、确定合金模具工作面弧顶所在位置;步骤2、以合金模具工作面的弧顶为起点,分别向合金模具工作面的两侧进行粗加工;步骤3、以合金模具一侧为起点、另一侧为终点,对合金模具的整个工作面进行精加工。本发明方法对合金模具工作面加工时,能够有效避免合金模具受损破裂、崩边掉块的问题,进而提供加工的成品率。进而提供加工的成品率。进而提供加工的成品率。
技术研发人员:潘定银
受保护的技术使用者:安徽金寨将军磁业有限公司
技术研发日:2021.12.27
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1