一种豁口锁毛坯工装的制作方法
1.本实用新型涉及机加工设备技术领域,具体涉及一种豁口锁毛坯工装。
背景技术:
2.现代机加工领域中,对于轴类毛坯件的加工设备已经极为多样,采用数控车床对轴类毛坯件的装夹,通常是采用三爪卡盘进行装夹,这样就需要人工松懈三爪卡盘的锁紧螺母,再下料并装填新料,这对于大批量的毛坯件粗加工来说是极为浪费时间的,降低了生产加工效率,需要特别设计一种便捷装夹轴类毛坯件的工装,以提高对轴类毛坯件的换装料效率。
技术实现要素:
3.本实用新型目的:针对背景技术中的技术需求,我们设计一种豁口锁毛坯工装,利用豁口装夹套前端开设的装夹口,将轴类毛坯与装夹口轴孔配合,再结合锁紧螺杆与豁口装夹套尾部螺接配合,将豁口装夹套与定位套贴合并向内缩紧,以此快速夹持轴类毛坯,装夹效率高,定位精准,简单实用。
4.为解决上述问题采取的技术方案是:
5.一种豁口锁毛坯工装,包括定位套、豁口装夹套和锁紧螺杆,
6.所述定位套包括一体设置的缩口部、轴肩和定位部,中心贯通,所述轴肩外周设有与机床装夹台螺接固连的螺纹,用于固定定位套,进而固定整个工装,
7.所述豁口装夹套与定位套轴孔配合,包括前端呈锥型的锁紧部和后端的滑移部,锁紧部与缩口部轴孔配合,并开设有豁口,将前端锁紧部平均分成若干份,中间轴线方向还开设有装夹口,滑移部的尾部还开设有螺接孔,所述螺接孔内壁设有与锁紧螺杆螺接配合的螺纹,
8.所述锁紧螺杆包括前端的锁紧杆、限位螺母和旋转传动杆。
9.进一步地,所述滑移部外周还环形阵列开设有滑移槽。
10.进一步地,所述滑移槽与定位套中心孔内壁设置的滑条配合轴向滑移。
11.进一步地,所述锁紧部的装夹口内壁设置有夹持牙,将轴类毛坯夹持固定。
12.进一步地,所述锁紧杆与豁口装夹套尾部开设的螺接孔螺接,带动豁口装夹套前后滑动,所述限位螺母限定锁紧螺杆的螺接行程,进而限制豁口装夹套的前移行程,所述旋转传动杆与机床主轴上的传动轴通过连接件配合获得正反方向旋转的传动力。
13.进一步地,所述旋转传动杆前端外周还设置有调节螺纹。
14.本实用新型的有益效果是:
15.该豁口锁毛坯工装利用豁口装夹套前端开设的装夹口,将轴类毛坯与装夹口轴孔配合,再结合锁紧螺杆与豁口装夹套尾部螺接配合,将豁口装夹套与定位套贴合并向内缩紧,以此快速夹持轴类毛坯,也可以应用于刀具的装夹,装夹效率高,定位精准,简单实用。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
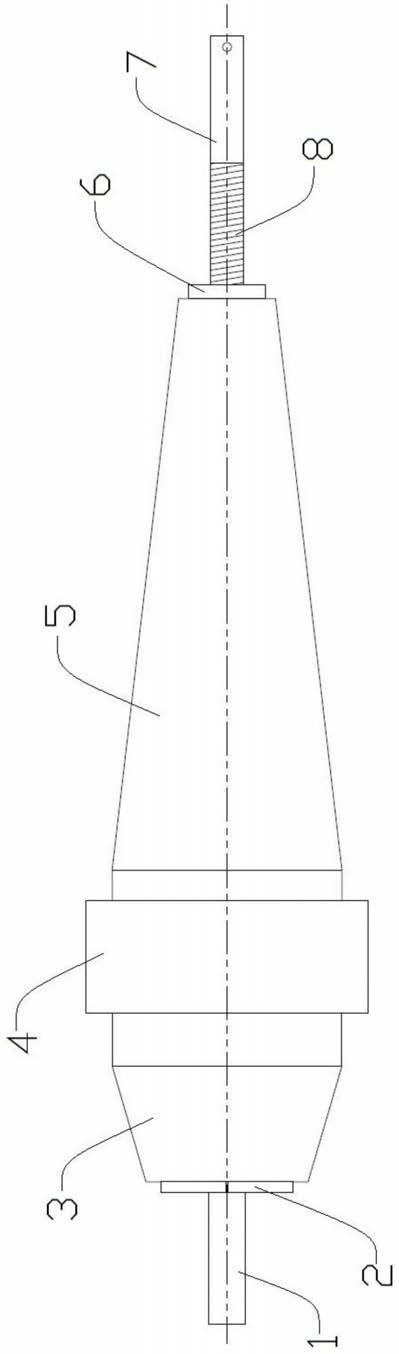
17.图1为本实施例豁口锁毛坯工装的结构示意图;
18.图2为本实施例豁口锁毛坯工装的剖视图;
19.图3为图2中a处的局部放大图;
20.图4为图2中b
‑
b截面的剖视图;
21.图5为本实施例所述豁口装夹套的结构示意图;
22.图6为图5中c
‑
c截面的剖视图;
23.图7为本实施例所述豁口装夹套的左视图;
24.其中,1
‑
轴类毛坯,2
‑
豁口装夹套,3
‑
缩口部,4
‑
轴肩,5
‑
定位部,6
‑
限位螺母,7
‑
旋转传动杆,8
‑
调节螺纹,9
‑
螺纹,10
‑
滑移部,11
‑
滑条,12
‑
锁紧杆,13
‑
夹持牙,14
‑
豁口,15
‑
滑移槽,16
‑
螺接孔,17
‑
装夹口。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
26.请参阅图1
‑
7,本实施例提出一种豁口14锁毛坯工装,包括定位套、豁口14装夹套2和锁紧螺杆。
27.具体地说,所述定位套包括一体设置的缩口部3、轴肩4和定位部5,中心贯通,所述轴肩4外周设有与机床装夹台螺接固连的螺纹9,用于固定定位套,进而固定整个工装,所述豁口14装夹套2与定位套轴孔配合,包括前端呈锥型的锁紧部和后端的滑移部10,锁紧部与缩口部3轴孔配合,并开设有豁口14,将前端锁紧部平均分成若干份,中间轴线方向还开设有装夹口17,滑移部10的尾部还开设有螺接孔16,所述螺接孔16内壁设有与锁紧螺杆螺接配合的螺纹9,所述锁紧螺杆包括前端的锁紧杆12、限位螺母6和旋转传动杆7。
28.进一步的实施方案是,所述滑移部10外周还环形阵列开设有滑移槽15,所述滑移槽15与定位套中心孔内壁设置的滑条11配合轴向滑移,用于精确引导豁口14装夹套2前后滑移动作。
29.进一步的实施方案是,所述锁紧部的装夹口17内壁设置有夹持牙13,将轴类毛坯1夹持固定。
30.进一步的实施方案是,所述锁紧杆12与豁口14装夹套2尾部开设的螺接孔16螺接,带动豁口14装夹套2前后滑动,所述限位螺母6限定锁紧螺杆的螺接行程,进而限制豁口14装夹套2的前移行程,所述旋转传动杆7与机床主轴上的传动轴通过连接件配合获得正反方向旋转的传动力。
31.进一步的实施方案是,所述旋转传动杆7前端外周还设置有调节螺纹8,用于前后调节限位螺母6的位置。
32.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等
同物限定。
技术特征:
1.一种豁口锁毛坯工装,包括定位套、豁口装夹套和锁紧螺杆,其特征在于:所述定位套包括一体设置的缩口部、轴肩和定位部,中心贯通,所述轴肩外周设有与机床装夹台螺接固连的螺纹,所述豁口装夹套与定位套轴孔配合,包括前端呈锥型的锁紧部和后端的滑移部,锁紧部与缩口部轴孔配合,并开设有豁口,将前端锁紧部平均分成若干份,中间轴线方向还开设有装夹口,滑移部的尾部还开设有螺接孔,所述螺接孔内壁设有与锁紧螺杆螺接配合的螺纹,所述锁紧螺杆包括前端的锁紧杆、限位螺母和旋转传动杆。2.根据权利要求1所述的豁口锁毛坯工装,其特征在于:所述滑移部外周还环形阵列开设有滑移槽。3.根据权利要求2所述的豁口锁毛坯工装,其特征在于:所述滑移槽与定位套中心孔内壁设置的滑条配合轴向滑移。4.根据权利要求1所述的豁口锁毛坯工装,其特征在于:所述锁紧部的装夹口内壁设置有夹持牙,将轴类毛坯夹持固定。5.根据权利要求1所述的豁口锁毛坯工装,其特征在于:所述锁紧杆与豁口装夹套尾部开设的螺接孔螺接,带动豁口装夹套前后滑动,所述限位螺母限定锁紧螺杆的螺接行程,进而限制豁口装夹套的前移行程,所述旋转传动杆与机床主轴上的传动轴通过连接件配合获得正反方向旋转的传动力。6.根据权利要求5所述的豁口锁毛坯工装,其特征在于:所述旋转传动杆前端外周还设置有调节螺纹。
技术总结
本实用新型公开了一种豁口锁毛坯工装,包括定位套、豁口装夹套和锁紧螺杆,定位套包括一体设置的缩口部、轴肩和定位部,中心贯通,轴肩外周设有与机床装夹台螺接固连的螺纹,豁口装夹套与定位套轴孔配合,包括前端呈锥型的锁紧部和后端的滑移部,锁紧部与缩口部轴孔配合,并开设有豁口,将前端锁紧部平均分成若干份,中间轴线方向还开设有装夹口,滑移部的尾部还开设有螺接孔,螺接孔内壁设有与锁紧螺杆螺接配合的螺纹,该豁口锁毛坯工装利用豁口装夹套前端开设的装夹口,将轴类毛坯与装夹口轴孔配合,再结合锁紧螺杆与豁口装夹套尾部螺接配合,将豁口装夹套与定位套贴合并向内缩紧,以此快速夹持轴类毛坯,装夹效率高,定位精准,简单实用。简单实用。简单实用。
技术研发人员:陈骞
受保护的技术使用者:苏州金亿精密齿轮有限公司
技术研发日:2021.01.11
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1