一种用于不锈钢加工的四刃球头铣刀的制作方法
1.本实用新型涉及一种球头铣刀,尤其涉及一种用于不锈钢加工的四刃球头铣刀。
背景技术:
2.在现代工业机械加工行业中,新型材质不断推陈出新,特殊不锈钢的应用越来越广泛,尤其高附加值精密加工的航空航天,船舶,医疗等行业。球头铣刀精密加工中最重要的刀具,精密加工对刀具的要求是精度要高,二是刀具寿命要长,一把铣刀在做一道精加工工序时尽可能要把一道工序加工完成,避免换刀造成的加工误差。
3.在加工的不锈钢件上存在叶片状的薄片部位时,采用一般的圆鼻铣刀或者球头铣刀,在加工时由于薄片部位的边缘较薄且没有支撑,刚性较差,在高转速铣削 (一般28000~42000转/分钟)作用下,易产生振纹,在精度上比较难达到精加工所要求的精度;采用一般的圆鼻铣刀或者球头铣刀,在进行不锈钢的加工时,切削刃磨损严重,使用寿命短。因此,现有技术还有待于改进和发展。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种用于不锈钢加工的四刃球头铣刀,解决现有刀具加工薄片部位时,产生振纹,导致精度和尺寸产生一定偏差,且使用寿命短的问题。
5.本实用新型为解决上述技术问题而采用的技术方案是提供一种用于不锈钢加工的四刃球头铣刀,包括刀具主体,所述刀具主体包括切削部和柄部,所述切削部的端部设置有球头切削部,所述球头切削部端面上设置有四道端刃,所述端刃间设置有容屑槽;所述切削部的外壁面设置有四道周刃,所述周刃间设置有排屑槽;所述端刃与周刃圆滑连接;所述端刃依次形成有端刃第一后刀面和端刃第二后刀面,所述周刃形成有周刃后刀面。
6.进一步地,所述端刃和容屑槽关于所述刀具主体的轴心对称分布,所述周刃和排屑槽关于所述刀具主体的轴心对称分布。
7.进一步地,所述端刃与工件接触形成的前角为0
°
~4
°
,所述端刃第一后刀面与工件接触形成的第一后角为5
°
~10
°
,所述端刃第二后刀面与工件接触形成的第二后角为15
°
~20
°
。
8.进一步地,所述周刃与排屑槽朝向刀具主体旋转方向相反的壁面形成周刃后刀面,所述周刃后刀面与工件接触形成的后角为10
°
~16
°
。
9.进一步地,所述排屑槽的螺旋角为48
°
~50
°
。
10.进一步地,所述球头切削部圆弧半径为4mm,所述切削部直径为8mm,所述柄部直径为8mm,所述切削部长度为15mm,所述刀具本体长度为100mm。
11.进一步地,所述切削部外表面设置有强化涂层,所述强化涂层从内到外依次包括耐磨层和耐氧化层。
12.进一步地,所述刀具主体的材质为co含量大于8%且抗弯强度大于3500n/mm 2
的
硬质合金棒料。
13.本实用新型对比现有技术有如下的有益效果:本实用新型提供的用于不锈钢加工的四刃球头铣刀,在周刃和端刃部设置后刀面,减小刃部与加工面的接触面积,增加刀具的抗震性能,避免产生振纹;合理设置端刃和周刃的前角和后角,保证刃部锋利的同时增强刀刃处的结构强度,设置容屑槽和大螺旋角的排屑槽,排屑通畅,保证加工效果;切削部的强化涂层增强刀刃的耐磨性能,延长使用寿命。
附图说明
14.图1为本实用新型实施例的用于不锈钢加工的四刃球头铣刀的结构示意图;
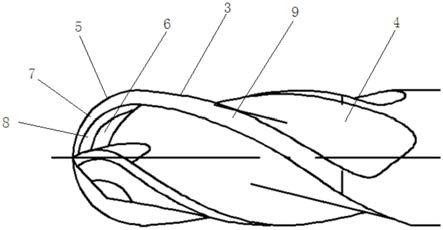
15.图2为本实用新型实施例的用于不锈钢加工的四刃球头铣刀切削部示意图。
16.图中:
17.1、柄部;2、切削部;3、周刃;4、排屑槽;5、端刃;6、容屑槽;7、端刃第一后刀面;8、端刃第二后刀面;9、周刃后刀面。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的描述。
19.图1为本实用新型实施例的用于不锈钢加工的四刃球头铣刀结构示意图。
20.请参见图1,本实用新型实施例的用于不锈钢加工的四刃球头铣刀,包括刀具主体,所述刀具主体包括切削部2和柄部1,所述切削部2的端部设置有球头切削部,所述球头切削部端面上设置有四道端刃5,所述端刃5间设置有容屑槽6;所述切削部2的外壁面设置有四道周刃3,所述周刃3间设置有排屑槽4;所述端刃5 与周刃3圆滑连接;所述端刃5和容屑槽6关于所述刀具主体的轴心对称分布,所述周刃3和排屑槽4关于所述刀具主体的轴心对称分布。
21.请同时参见图2,本实用新型实施例的用于不锈钢加工的四刃球头铣刀,端刃 5依次形成有端刃第一后刀面7和端刃第二后刀面8,所述周刃3形成有周刃后刀面9。减小刃部与加工面的接触面积,增加刀具的抗震性能,避免产生振纹。
22.具体地,端刃5与工件接触形成的前角为0
°
~4
°
,所述端刃第一后刀面7 与工件接触形成的第一后角为5
°
~10
°
,所述端刃第二后刀面8与工件接触形成的第二后角为15
°
~20
°
;所述周刃3与排屑槽4朝向刀具主体旋转方向相反的壁面形成周刃后刀面9,所述周刃后刀面9与工件接触形成的后角为10
°
~16
°
。保证刃部锋利的同时增强刀刃处的结构强度,抗崩刃性能更好。排屑槽4的螺旋角为 48
°
~50
°
,排屑更通畅,避免粘屑影响精度。
23.优选地,球头切削部圆弧半径为4mm,所述切削部2直径为8mm,所述柄部1 直径为8mm,所述切削部2长度为15mm,所述刀具本体长度为100mm。
24.优选地,切削部2外表面设置有强化涂层,所述强化涂层从内到外依次包括耐磨层和耐氧化层,增强刀刃的耐磨性能和耐腐蚀性能。
25.优选地,刀具主体的材质为co含量大于8%且抗弯强度大于3500n/mm2的硬质合金棒料,保证刀具的刚性。
26.综上所述,本实用新型实施例的用于不锈钢加工的四刃球头铣刀,在周刃3 和端刃5设置后刀面,减小刃部与加工面的接触面积,增加刀具的抗震性能,避免产生振纹;合理
设置端刃5和周刃3的前角和后角,保证刃部锋利的同时增强刀刃处的结构强度,设置容屑槽6和大螺旋角的排屑槽4,排屑通畅,保证加工效果;切削部2的强化涂层增强刀刃的耐磨性能,延长使用寿命。
27.虽然本实用新型已以较佳实施例揭示如上,然其并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型的精神和范围内,当可作些许的修改和完善,因此本实用新型的保护范围当以权利要求书所界定的为准。
技术特征:
1.一种用于不锈钢加工的四刃球头铣刀,其特征在于,包括刀具主体,所述刀具主体包括切削部和柄部,所述切削部的端部设置有球头切削部,所述球头切削部端面上设置有四道端刃,所述端刃间设置有容屑槽;所述切削部的外壁面设置有四道周刃,所述周刃间设置有排屑槽;所述端刃与周刃圆滑连接;所述端刃依次形成有端刃第一后刀面和端刃第二后刀面,所述周刃形成有周刃后刀面。2.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述端刃和容屑槽关于所述刀具主体的轴心对称分布,所述周刃和排屑槽关于所述刀具主体的轴心对称分布。3.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述端刃与工件接触形成的前角为0
°
~4
°
,所述端刃第一后刀面与工件接触形成的第一后角为5
°
~10
°
,所述端刃第二后刀面与工件接触形成的第二后角为15
°
~20
°
。4.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述周刃与排屑槽朝向刀具主体旋转方向相反的壁面形成周刃后刀面,所述周刃后刀面与工件接触形成的后角为10
°
~16
°
。5.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述排屑槽的螺旋角为48
°
~50
°
。6.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述球头切削部圆弧半径为4mm,所述切削部直径为8mm,所述柄部直径为8mm,所述切削部长度为15mm,所述刀具本体长度为100mm。7.如权利要求1所述的用于不锈钢加工的四刃球头铣刀,其特征在于,所述切削部外表面设置有强化涂层,所述强化涂层从内到外依次包括耐磨层和耐氧化层。
技术总结
本实用新型公开了一种用于不锈钢加工的四刃球头铣刀,包括刀具主体,所述刀具主体包括切削部和柄部,所述切削部的端部设置有球头切削部,所述球头切削部端面上设置有四道端刃,所述端刃间设置有容屑槽;所述切削部的外壁面设置有四道周刃,所述周刃间设置有排屑槽;所述端刃与周刃圆滑连接;所述端刃依次形成有端刃第一后刀面和端刃第二后刀面,所述周刃形成有周刃后刀面。本实用新型在周刃和端刃部设置后刀面,减小刃部与加工面的接触面积,增加刀具的抗震性能,避免产生振纹;合理设置端刃和周刃的前角和后角,保证刃部锋利的同时增强刀刃处的结构强度;切削部的强化涂层增强刀刃的耐磨性能,延长使用寿命。延长使用寿命。延长使用寿命。
技术研发人员:谢叶飞
受保护的技术使用者:阿斯图精密工具(上海)有限公司
技术研发日:2021.01.14
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1