一种电芯模组焊接工装的制作方法
1.本实用新型属于电芯模组技术领域,尤其涉及一种电芯模组焊接工装。
背景技术:
2.32140电芯设计的模组无标准制作工艺,造成模组生产效率较慢,产品质量无法保证;模组焊接时无工装压接,模组汇流排左右晃动,造成汇流排焊接错位、虚焊,产品良率较低,生产成本较高。模组无工装焊接时,焊接位置无法定位,每次都需要手动编程,进行焊接,无法实现自动化生产。
技术实现要素:
3.本实用新型的目的在于提供一种电芯模组焊接工装,以解决背景技术的问题。
4.为实现上述目的,本实用新型的一种电芯模组焊接工装的具体技术方案如下:
5.一种电芯模组焊接工装,包括用于承托电芯模组的底板,所述底板的上方设置有用于压制电芯模组的压板,压板的两端侧壁连接有向下的支撑架,底板的上端两侧对称安装有支撑块,两个支撑块相互远离的一端侧壁连接有与支撑架形成卡接固定的快速夹,使底板与压板将电芯模组固定。
6.进一步的,所述底板上端的前侧以及两侧均安装有用于对电芯模组进行限位的限位块,底板上端前侧的限位块的数量为两个,底板上端左右两侧的限位块的数量为一个,底板的上端后侧开设有一长条形凹槽。
7.进一步的,所述压板上开设有呈矩阵分布的多个通孔,通孔内贯通插接有压紧套,压紧套位于压板的上方一段安装有防止压紧套脱落的卡簧,压紧套位于压板的下方一段上环绕有弹簧,实现压紧套在通孔内上下活动,且压紧套通过弹簧的弹力作用将铝排紧压在电芯模组上。
8.进一步的,所述压板的每个侧壁下端均安装有导向夹,压板前后侧壁的导向夹的数量为两个,压板左右两侧的导向夹的数量为一个。
9.进一步的,所述导向夹为下端向外倾斜的板状结构。
10.进一步的,所述压板的上端面对称安装有两个便于拿取压板的提手。
11.相比较现有技术而言,本实用新型具有以下有益效果:通过使用工装夹具,实现模组在焊接工装台上定位,实现自动化焊接;通过使用工装夹具,解决汇流排焊接错位、虚焊问题,提高焊接良率。
附图说明
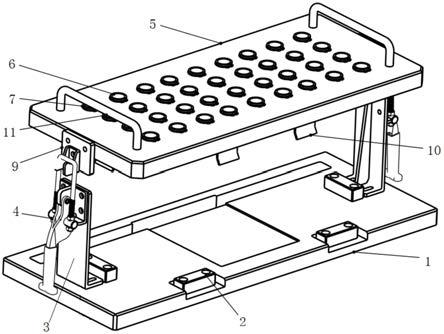
12.图1为本实用新型立体结构示意图;
13.图2为本实用新型图1正视结构示意图。
14.图中标号说明:底板1、限位块2、支撑块3、快速夹4、压板5、压紧套6、卡簧7、弹簧8、支撑架9、导向夹10、提手11。
具体实施方式
15.为了更好地了解本实用新型的目的、结构及功能,下面结合附图1
‑
2,对本实用新型的理解。
16.一种电芯模组焊接工装,包括用于承托电芯模组的底板1,底板1的上方设置有用于压制电芯模组的压板5,压板5的两端侧壁连接有向下的支撑架9,底板1的上端两侧对称安装有支撑块3,两个支撑块3相互远离的一端侧壁连接有与支撑架9形成卡接固定的快速夹4,当电芯模组放置安装在底板1上,快速将底板1与压板5连接在一起,使底板1与压板5将电芯模组固定,使铝排压紧在电芯模组上,底板1上端的前侧以及两侧均安装有用于对电芯模组进行限位的限位块2,底板1上端前侧的限位块2的数量为两个,电芯模组前端与底板1前端的两个限位块2对齐,从而保证电芯模组每次放置相对于底板1y轴位置不变,底板1上端左右两侧的限位块2的数量为一个,两者之间距离与1p36s模组长度相同,从而保证电芯模组每次放置时相对于底板1x轴位置不变,底板1的上端后侧开设有一长条形凹槽,长和宽与1p12s模组的长和宽相同,确保每次1p12s模组放置位置相同,从而可满足1p12s的模组焊接,压板5的上端面对称安装有两个便于拿取压板5的提手11。
17.压板5上开设有呈矩阵分布的多个通孔,具体为36个,通孔内贯通插接有压紧套6,压紧套6位于压板5的上方一段安装有防止压紧套6脱落的卡簧7,压紧套6位于压板5的下方一段上环绕有弹簧8,实现压紧套6在通孔内上下活动,且压紧套6通过弹簧8的弹力作用将铝排紧压在电芯模组上,快速夹4将压板5与底板1连接,压紧套6通过弹簧8弹力将铝排压紧在电芯模组上,压紧套6中心孔半径大于铝排焊接轨迹半径,,从而保证电芯模组铝排焊接,压板5的每个侧壁下端均安装有导向夹10,压板5前后侧壁的导向夹10的数量为两个,压板5左右两侧的导向夹10的数量为一个,电芯模组的宽度与压板5前后端之间的距离相同,电芯模组的长度与压板5两端导向夹10之间的距离相同,从而确保了压紧套6的压紧位置,导向夹10为下端向外倾斜的板状结构,方便压板5下移时,起到导向作用。
18.工装有效的将铝排压紧,保证了铝排所有焊接面都在一个平面上,焊接焦距相同,从而在连续焊接过程中焊接良好;有工装压紧:摆放模组,安装铝排只需要5min,不需要专业人员;电芯模组放置完成后,打开激光焊接机示教系统,根据首样编写电芯模组焊接轨迹,并保留焊接程序;后续电芯模组焊接,电芯模组放置x轴、y轴位置与前面电芯模组放置坐标相同,从而可实现焊接程序通用,实现后续电芯模组自动化焊接。
19.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本申请的权利要求范围内的实施例都属于本实用新型所保护的范围内。
技术特征:
1.一种电芯模组焊接工装,包括用于承托电芯模组的底板(1),其特征在于:所述底板(1)的上方设置有用于压制电芯模组的压板(5),压板(5)的两端侧壁连接有向下的支撑架(9),底板(1)的上端两侧对称安装有支撑块(3),两个支撑块(3)相互远离的一端侧壁连接有与支撑架(9)形成卡接固定的快速夹(4),使底板(1)与压板(5)将电芯模组固定。2.根据权利要求1所述的电芯模组焊接工装,其特征在于,所述底板(1)上端的前侧以及两侧均安装有用于对电芯模组进行限位的限位块(2),底板(1)上端前侧的限位块(2)的数量为两个,底板(1)上端左右两侧的限位块(2)的数量为一个,底板(1)的上端后侧开设有一长条形凹槽。3.根据权利要求1所述的电芯模组焊接工装,其特征在于,所述压板(5)上开设有呈矩阵分布的多个通孔,通孔内贯通插接有压紧套(6),压紧套(6)位于压板(5)的上方一段安装有防止压紧套(6)脱落的卡簧(7),压紧套(6)位于压板(5)的下方一段上环绕有弹簧(8),实现压紧套(6)在通孔内上下活动,且压紧套(6)通过弹簧(8)的弹力作用将铝排紧压在电芯模组上。4.根据权利要求3所述的电芯模组焊接工装,其特征在于,所述压板(5)的每个侧壁下端均安装有导向夹(10),压板(5)前后侧壁的导向夹(10)的数量为两个,压板(5)左右两侧的导向夹(10)的数量为一个。5.根据权利要求4所述的电芯模组焊接工装,其特征在于,所述导向夹(10)为下端向外倾斜的板状结构。6.根据权利要求1
‑
5任意一项所述的电芯模组焊接工装,其特征在于,所述压板(5)的上端面对称安装有两个便于拿取压板(5)的提手(11)。
技术总结
本实用新型公开了一种电芯模组焊接工装,包括用于承托电芯模组的底板,所述底板的上方设置有用于压制电芯模组的压板,压板的两端侧壁连接有向下的支撑架,底板的上端两侧对称安装有支撑块,两个支撑块相互远离的一端侧壁连接有与支撑架形成卡接固定的快速夹,使底板与压板将电芯模组固定。通过使用工装夹具,实现模组在焊接工装台上定位,实现自动化焊接;通过使用工装夹具,解决汇流排焊接错位、虚焊问题,提高焊接良率。提高焊接良率。提高焊接良率。
技术研发人员:景乐 陈志锋 李文锋 赵前进
受保护的技术使用者:珠海银隆电器有限公司
技术研发日:2021.01.22
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1