一种负倒棱钻头的制作方法
1.本实用新型涉及车削刀具设备技术领域,具体为一种负倒棱钻头。
背景技术:
2.合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在hrc90度以上,在批量加工以及难硬加工的场合比较适用。
3.整体硬质合金钻头用在数控机床上,它的特点是:转速高,进给量大,切屑在瞬间产生,要求排屑迅速,及时且顺畅,尤其是切削钢件材料时,切削力大,产生大量切削热,除冷却充分外,要求切屑迅速排出带走大量切削热量。同时,切削钢件应形成卷屑,否则切削会缠绕在机床刀柄及刀具上,影响下一步加工,因此我们需要提出一种负倒棱钻头。
技术实现要素:
4.本实用新型的目的在于提供一种负倒棱钻头,通过设置螺纹状的切削槽,负倒棱加大了钻头的楔角,增强了钻头强度,扩大了散热面积,增加了切屑的变形,对刀具耐用度的提高和切屑的顺利卷出有着重要意义,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种负倒棱钻头,包括钻柄,所述钻柄的一端固定焊接有颈部,所述颈部的一端一体成型设置有切削部,所述切削部包括两组刃带和切削槽,两组所述刃带之间设置有切削槽,两组所述刃带的一侧设置有负倒棱,两组所述刃带的一端设置有弧形横刃。
7.优选的,所述刃带和切削槽均呈螺旋设置,所述弧形横刃呈圆滑形设置。
8.优选的,所述钻柄的长度为35mm,所述颈部和切削部的总长度为15mm。
9.优选的,所述负倒棱的宽度为0.25mm
‑
0.35mm,所述弧形横刃的直径为8.49mm
‑
8.51mm,所述弧形横刃与负倒棱之间的夹角为116
°‑
120
°
。
10.优选的,所述负倒棱的宽度设置为0.3mm,所述弧形横刃的直径设置为8.5mm,所述弧形横刃与负倒棱之间的夹角为118
°
。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型通过设置螺纹状的切削槽,负倒棱加大了钻头的楔角,增强了钻头强度,扩大了散热面积,增加了切屑的变形,对刀具耐用度的提高和切屑的顺利卷出有着重要意义,切削时带有负倒棱的弧形横刃刀尖上会有积屑瘤产生,增大了刀具的实际前角使刀刃变得锋利,积屑瘤不断产生和被新的积屑瘤替代,形成一条蓝色的负切屑,带走了部分的切削热,保护了钻头,延长了钻头的使用寿命。
附图说明
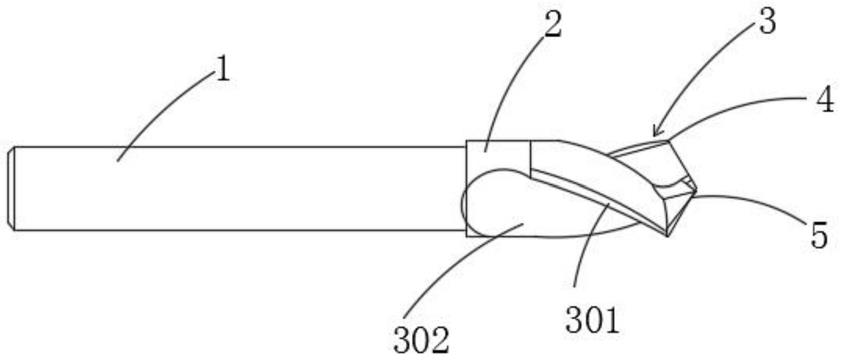
13.图1为本实用新型的结构示意图;
14.图2为本实用新型弧形横刃的结构示意图;
15.图中:1、钻柄;2、颈部;3、切削部;4、负倒棱;5、弧形横刃;301、刃带;302、切削槽。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1
‑
2,本实用新型提供一种技术方案:
18.一种负倒棱钻头,包括钻柄1,钻柄1的一端固定焊接有颈部2,颈部2的一端一体成型设置有切削部3,切削部3包括两组刃带301和切削槽302,两组刃带301之间设置有切削槽302,两组刃带301的一侧设置有负倒棱4,两组刃带301的一端设置有弧形横刃5,刃带301和切削槽302均呈螺旋设置,弧形横刃5呈圆滑形设置,钻柄1的长度为35mm,颈部2和切削部3的总长度为15mm,负倒棱4的宽度为0.25mm
‑
0.35mm,弧形横刃5的直径为8.49mm
‑
8.51mm,弧形横刃5与负倒棱4之间的夹角为116
°‑
120
°
,负倒棱4的宽度设置为0.3mm,弧形横刃5的直径设置为8.5mm,弧形横刃5与负倒棱4之间的夹角为118
°
。
19.通过钻柄将装置固定安装在车床的刀架上对加工原料进行加工,在有切削槽302的情况下,负倒棱4加大了钻头的楔角,增强了钻头强度,扩大了散热面积,增加了切屑的变形,对刀具耐用度的提高和切屑的顺利卷出有着重要意义,切削时带有负倒棱4的弧形横刃5刀尖上会有积屑瘤产生,增大了刀具的实际前角使刀刃变得锋利,积屑瘤不断产生和被新的积屑瘤替代,形成一条蓝色的负切屑,带走了部分的切削热,保护了钻头,延长了钻头的使用寿命。
20.其中,可将装置使用的材质设置为钨钢,具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
21.工作原理:本实用新型在使用时,通过钻柄将装置固定安装在车床的刀架上对加工原料进行加工,在有切削槽302的情况下,负倒棱4加大了钻头的楔角,增强了钻头强度,扩大了散热面积,增加了切屑的变形,对刀具耐用度的提高和切屑的顺利卷出有着重要意义,切削时带有负倒棱4的弧形横刃5刀尖上会有积屑瘤产生,增大了刀具的实际前角使刀刃变得锋利,积屑瘤不断产生和被新的积屑瘤替代,形成一条蓝色的负切屑,带走了部分的切削热,保护了钻头,延长了钻头的使用寿命。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种负倒棱钻头,包括钻柄(1),其特征在于:所述钻柄(1)的一端固定焊接有颈部(2),所述颈部(2)的一端一体成型设置有切削部(3),所述切削部(3)包括两组刃带(301)和切削槽(302),两组所述刃带(301)之间设置有切削槽(302),两组所述刃带(301)的一侧设置有负倒棱(4),两组所述刃带(301)的一端设置有弧形横刃(5)。2.根据权利要求1所述的一种负倒棱钻头,其特征在于:所述刃带(301)和切削槽(302)均呈螺旋设置,所述弧形横刃(5)呈圆滑形设置。3.根据权利要求1所述的一种负倒棱钻头,其特征在于:所述钻柄(1)的长度为35mm,所述颈部(2)和切削部(3)的总长度为15mm。4.根据权利要求1所述的一种负倒棱钻头,其特征在于:所述负倒棱(4)的宽度为0.25mm
‑
0.35mm,所述弧形横刃(5)的直径为8.49mm
‑
8.51mm,所述弧形横刃(5)与负倒棱(4)之间的夹角为116
°‑
120
°
。5.根据权利要求4所述的一种负倒棱钻头,其特征在于:所述负倒棱(4)的宽度设置为0.3mm,所述弧形横刃(5)的直径设置为8.5mm,所述弧形横刃(5)与负倒棱(4)之间的夹角为118
°
。
技术总结
本实用新型公开了一种负倒棱钻头,包括钻柄,涉及车削刀具设备技术领域,所述钻柄的一端固定焊接有颈部,所述颈部的一端一体成型设置有切削部,所述切削部包括两组刃带和切削槽,两组所述刃带之间设置有切削槽,两组所述刃带的一侧设置有负倒棱,两组所述刃带的一端设置有弧形横刃。通过设置螺纹状的切削槽,负倒棱加大了钻头的楔角,增强了钻头强度,扩大了散热面积,增加了切屑的变形,提高了钻头的耐用度,延长了钻头的使用寿命。延长了钻头的使用寿命。延长了钻头的使用寿命。
技术研发人员:邹长权 黄正杰
受保护的技术使用者:东莞市捷锐五金有限公司
技术研发日:2021.01.26
技术公布日:2021/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1