一种具有两个模具安装腔的模套的制作方法
1.本实用新型涉及铝型材挤压模套领域,特别涉及一种具有两个模具安装腔的模套。
背景技术:
2.现阶段铝型材挤压主要是将锭坯装入挤压筒中,通过挤压轴对金属施加压力,使其从特定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品。
3.现有技术中的模套通常具有多个用于安装模具的腔室,但是模套进料口的设计方案使原材料进料不平衡、降低生产效率、成品的质量参差不齐。
4.因此,有必要提供一种挤压时进料平衡的模套。
技术实现要素:
5.鉴于以上所述现有技术的不足,本实用新型的目的在于:通过改进现有模套的结构,提供一种进料平衡的模套。
6.为实现上述实用新型目的,本申请提供以下技术方案:
7.一种具有两个模具安装腔的模套,所述模套包括上模套与下模套,所述模套包括两个挤压通道,所述挤压通道具有进料腔、模具安装腔以及出料腔,其中,所述进料腔的进料口为马蹄形,所述进料腔靠近进料口的一端设置有月牙状凸起,其厚度为10mm,所述月牙状凸起背向模套中心;所述进料腔与所述月牙状凸起相对的内壁为内倾斜面,所述内倾斜面与所述进料腔的底面通过垂直面连接,所述内倾斜面相对于所述垂直面的倾斜角度为162
°
,通过进料口的特殊设计,以解决原材料通过模套挤压时,因进料不平衡而导致的提高制作成本、成品质量下降、效率偏低的问题。
8.所述模套具有四个螺纹孔与四个吊装孔,其中,所述螺纹孔用于固定连接所述上模套与下模套;所述吊装孔用于起吊模套。
9.所述出料腔的直径大于所述模套内放置的模具空刀的直径,防止金属挤压成型出料时,擦边而导致的表面不光滑,产生划痕。
10.所述模套的材质为h13模具钢,在较高温度时具有较好的强度和硬度,高的耐磨性和韧性,并通过对所述模套进行热处理,使所述模套的硬度达到hrc49
‑
hrc51。
11.与现有技术相比,本发明的有益效果:
12.1、一种具有两个模具安装腔的模套,所述模套包括上模套与下模套,所述模套包括两个挤压通道,所述挤压通道具有进料腔、模具安装腔以及出料腔,其中,所述进料腔的进料口为马蹄形,所述进料腔靠近所述进料口的一端设置有月牙状凸起,其厚度为10mm,所述月牙状凸起背向模套中心;所述进料腔与所述月牙状凸起相对的内壁为内倾斜面,所述内倾斜面与所述进料腔的底面通过垂直面连接,所述内倾斜面相对于所述垂直面的倾斜角度为162
°
;所述出料腔为空刀,其直径大于所述模套内放置的模具空刀的直径,通过进料腔的特殊设计,以解决原材料通过模套挤压时,因进料不平衡而导致的提高制作成本、成品质
量下降、效率偏低的问题。
13.2、本实用新型的模套选用h13模具钢制作,并对模套整体进行热处理,使模套的整体硬度达到hrc49
‑
hrc51。
附图说明
14.为了更清楚地说明本实用新型具体实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
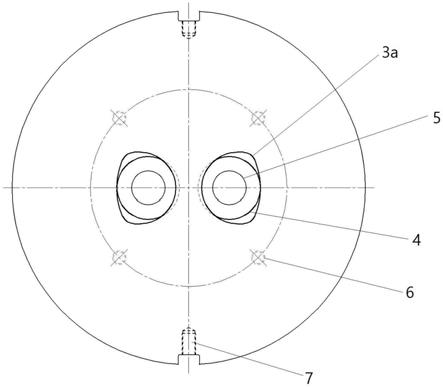
15.图1为本实用新型一种具有两个模具安装腔的模套的上模套正视图;
16.图2为本实用新型一种具有两个模具安装腔的模套剖视图;
17.图3为图2中a处的剖视立体图。
18.附图标记:1
‑
上模套,2
‑
下模套,3
‑
进料腔,3a
‑
进料口,3b
‑
月牙状凸起,4
‑
模具安装腔,5
‑
出料腔,6
‑
螺纹孔,7
‑
吊装孔,h
‑
月牙状凸起的厚度。
具体实施方式
19.下面将对本实用新型具体实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
20.如图1
‑
3所示,一种具有两个模具安装腔的模套,包括,上模套1和下模套2,所述模套具有两个挤压通道;其中,挤压通道具有进料腔3、模具安装腔4以及出料腔5。
21.所述进料腔3的进料口3a为马蹄形,其中,进料腔3靠近进料口3a的一端设置有月牙状凸起3b,月牙状凸起3b的厚度h为10mm;所述月牙状凸起背向模套中心,紧贴进料口3a设置。
22.所述进料腔3中与月牙状凸起3b相对的内壁为内倾斜面,所述内倾斜面与进料腔3的底面通过垂直面连接,所述内倾斜面相对于所述垂直面的倾斜角度为162
°
。
23.通过进料腔的特殊设计,以解决上述现有技术中在原材料通过模套挤压时,因进料不平衡而导致的提高制作成本、成品质量下降、效率偏低的问题。
24.本实用新型的模套的出料腔5的直径大于模套内放置的模具空刀的直径,可以减少成型材质在出料口因摩擦导致材质表面产生刮痕、刮纹,从而提高产品的表面质量。
25.本实用新型的模套还具有四个螺纹孔6与四个吊装孔7,其中,所述螺纹孔6用于固定连接所述上模套1与下模套2;所述吊装孔7用于起吊模套。
26.本实用新型的模套采用h13模具钢制成,该模具钢含有较高含量的碳和钒,具有良好的耐磨性和耐热性,在较高温度时具有较高的强度和硬度,并且模套整体经过热处理,使其硬度达到hrc49
‑
hrc51。
27.以上对本实用新型所提供的一种具有两个模具安装腔的模套进行了详细介绍,本文中应用了具体个例对本申请的结构及工作原理进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不
脱离本申请原理的前提下,还可以对本申请进行若干改进和修饰,这些改进和修饰也落入本申请权利要求保护的范围内。
技术特征:
1.一种具有两个模具安装腔的模套,包括上模套与下模套,所述模套包括两个挤压通道,所述挤压通道具有进料腔、模具安装腔以及出料腔,其特征在于,所述进料腔的进料口为马蹄形,所述进料腔靠近所述进料口的一端设置有月牙状凸起,所述月牙状凸起背向模套中心;所述进料腔中与所述月牙状凸起相对的内壁为内倾斜面,所述内倾斜面与所述进料腔的底面通过垂直面连接;所述出料腔的直径大于所述模套内放置的模具空刀的直径。2.根据权利要求1所述的模套,其特征在于,所述月牙状凸起的厚度为10mm。3.根据权利要求1所述的模套,其特征在于,所述内倾斜面相对于所述垂直面的倾斜角度为162
°
。4.根据权利要求1所述的模套,其特征在于,所述模套具有螺纹孔。5.根据权利要求4所述的模套,其特征在于,所述上模套与所述下模套通过螺纹连接固定。6.根据权利要求1所述的模套,其特征在于,所述模套具有吊装孔。7.根据权利要求1所述的模套,其特征在于,所述模套为h13模具钢制成的。8.根据权利要求1
‑
7中任一项所述的模套,其特征在于,所述模套经过热处理,硬度达到hrc49
‑
hrc51。
技术总结
一种具有两个模具安装腔的模套,所述模套包括上模套与下模套,所述模套包括两个挤压通道,所述挤压通道具有进料腔、模具安装腔以及出料腔,其中,所述进料腔的进料口为马蹄形,所述进料腔靠近进料口的一端设置有月牙状凸起,其厚度为10mm,所述月牙状凸起背向模套中心;所述进料腔与所述月牙状凸起相对的内壁为内倾斜面,所述内倾斜面与所述进料腔的底面通过垂直面连接,所述内倾斜面相对于所述垂直面的倾斜角度为162
技术研发人员:陆杰
受保护的技术使用者:苏州市西莱密金属制造有限公司
技术研发日:2021.01.29
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1