一种铝合金挤压模具组件的制作方法
1.本实用新型涉及一种铝合金挤压模具组件,属于模具领域。
背景技术:
2.挤压成形工艺具有材料利用率高,材料的组织和机械性能得到改善,操作简单的优点。可制作长杆、深孔、薄壁、异型断面零件,是重要的无切削加工工艺。生产用的挤压模具有着不同的造型,常用的是多孔的挤压模具,可以一次生产多个工件。但是,现有的挤压模具结构复杂,操作繁琐,效率低,为此,我们提出了一种铝合金挤压模具组件,以提高生产效率。
技术实现要素:
3.本实用新型的目的在于提供一种铝合金挤压模具组件,以解决背景技术部分提到的问题。
4.为解决上述技术问题,本实用新型提供如下技术方案:一种铝合金挤压模具组件,包括挤压和挤压筒,挤压筒中具有上空腔和下空腔,挤压杆置于上空腔中并在上空腔中上下运动;所述下空腔与上空腔连通,下空腔中设置挤压模具,挤压模具的底端突出挤压筒的底部;所述铝合金挤压模具组件还包括底盖板,底盖板的底部设置有出料孔,底盖板与挤压筒连接并抵接挤压模具使挤压模具牢固地处于下空腔中。
5.进一步地,所述底盖板包括底盖本体和围堰,围堰围绕底盖板的四周设置并向上突出,围堰内侧面设置有内螺纹,所述挤压筒外侧面设置有外螺纹,底盖板与挤压筒螺纹连接。
6.进一步地,所述下空腔的纵剖面呈阶梯状梯形;所述挤压模具包括上模、多孔分流模和下模,上模、多孔分流模和下模依次设置在下空腔中。
7.进一步地,所述下模的底面设置有第一凹槽。
8.进一步地,所述出料孔与所述第一凹槽同轴设置,所述出料孔的横截面大于第一凹槽的横截面。
9.进一步地,所述铝合金挤压模具组件还包括若干定位销;所述底盖本体、上模、多孔分流模和下模分别设置有若干定位孔,定位销插入定位孔中。
10.与现有技术相比,本实用新型的有益效果在于:由于底盖板与挤压筒连接,并且挤压模具牢固地处于下空腔中,铝合金挤压模具组件形成一个整体。省略了行业中使用的结构复杂的下模板组件。所以,其结构简单,组装或拆卸简便,使用效率高。
11.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
附图说明
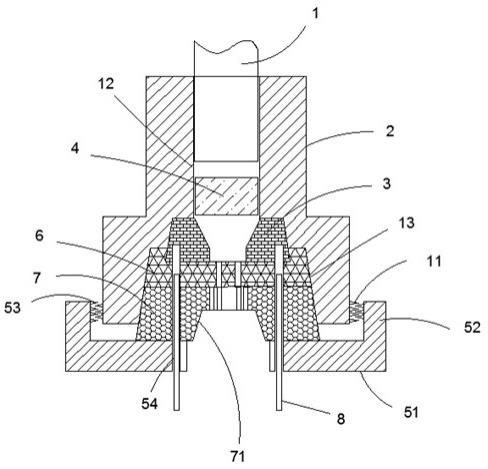
12.图1为本实用新型一实施例所示铝合金挤压模具组件的结构示意图;
13.图2为图1底盖的结构示意图中。
14.图中:1、挤压杆;2、挤压筒;3、上模;4、铝锭;6、多孔分流模;7、下模;8、定位销;11、外螺纹;12、上空腔;13、下空腔;51、底盖本体;52、围堰;53、内螺纹;54、定位孔;55、出料孔;71、第一凹槽。
具体实施方式
15.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参见图1-2所示,本实用新型一较佳实施例所示的一种铝合金挤压模具组件,包括挤压和挤压筒2,挤压筒2中具有上空腔12和下空腔13,挤压杆1置于上空腔12中并在上空腔12中上下运动;下空腔13与上空腔12连通,下空腔13中设置挤压模具,挤压模具的底端突出挤压筒2的底部;所述铝合金挤压模具组件还包括底盖板,底盖板的底部设置有出料孔55,底盖板与挤压筒2连接并抵接挤压模具使挤压模具牢固地处于下空腔13中。
17.由于底盖板与挤压筒2连接,并且挤压模具牢固地处于下空腔13中,铝合金挤压模具组件形成一个整体。省略了行业中使用的结构复杂的下模7板组件。所以,其结构简单,组装或拆卸简便,使用效率高。
18.具体地,所述底盖板包括底盖本体51和围堰52,围堰52围绕底盖板的四周设置并向上突出,围堰52内侧面设置有内螺纹53,所述挤压筒2外侧面设置有外螺纹11,底盖板与挤压筒2螺纹连接。通过旋紧底盖板,挤压模具的底端突出挤压筒2的底部,从而使底盖本体51抵接挤压模具的底端,并使挤压模具牢固地安装在下空腔13中。
19.为了便于组装或拆卸铝合金挤压模具组件,所述下空腔13的纵剖面呈阶梯状梯形;所述挤压模具包括上模3、多孔分流模6和下模7,上模3、多孔分流模6和下模7依次设置在下空腔13中。阶梯状梯形从上至下空间逐渐增大,因此,组装或拆卸铝合金挤压模具组件更加方便。
20.现有技术中的上模3、多孔分流模6和下模7结构也适用于本实用新型,其结构不再赘述。
21.为了便于排出产品,所述下模7的底面设置有第一凹槽71。产品从第一凹槽71中排出。由于产品排出过程中与下模7接触面积更小,所以产品 排出阻力小,节约动力能耗。
22.进一步地,所述出料孔55与所述第一凹槽71同轴设置,所述出料孔55的横截面大于第一凹槽71的横截面。因此,底盖本体51不会阻挡产品的排出。
23.为了使上模3、多孔分流模6和下模7准确对齐,所述铝合金挤压模具组件还包括若干定位销8;所述底盖本体51、上模3、多孔分流模6和下模7分别设置有若干定位孔54,定位销8插入定位孔54中。由于定位销8限制上模3、多孔分流模6和下模7的位置关系,所以上模3、多孔分流模6和下模7能够准确对齐,避免错位。
24.综上所述,本实用新型所示的铝合金挤压模具组件的使用方法为:将铝锭4装入呈
圆柱体的上空腔12中,将上模3、多孔分流模6和下模7依次装入下空腔13中,并使定位孔上下对齐。盖上并旋紧底盖板,底盖板与挤压筒2连接在一起,底盖本体51抵接下模7的底端,挤压模具牢固地处于下空腔13中,铝合金挤压模具组件形成一个整体。将定位销插入定位孔中,然后,挤压杆1挤压铝锭4,使铝锭4流入上模3中,经多孔分流模6后,从下模7的第一凹槽71和出料孔55中排出铝制产品。
25.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
技术特征:
1.一种铝合金挤压模具组件,包括挤压和挤压筒,挤压筒中具有上空腔和下空腔,挤压杆置于上空腔中并在上空腔中上下运动;其特征在于,所述下空腔与上空腔连通,下空腔中设置挤压模具,挤压模具的底端突出挤压筒的底部;所述铝合金挤压模具组件还包括底盖板,底盖板的底部设置有出料孔,底盖板与挤压筒连接并抵接挤压模具使挤压模具牢固地处于下空腔中。2.根据权利要求1所述的铝合金挤压模具组件,其特征在于,所述底盖板包括底盖本体和围堰,围堰围绕底盖板的四周设置并向上突出,围堰内侧面设置有内螺纹,所述挤压筒外侧面设置有外螺纹,底盖板与挤压筒螺纹连接。3.根据权利要求2所述的铝合金挤压模具组件,其特征在于,所述下空腔的纵剖面呈阶梯状梯形;所述挤压模具包括上模、多孔分流模和下模,上模、多孔分流模和下模依次设置在下空腔中。4.根据权利要求3所述的铝合金挤压模具组件,其特征在于,所述下模的底面设置有第一凹槽。5.根据权利要求4所述的铝合金挤压模具组件,其特征在于,所述出料孔与所述第一凹槽同轴设置,所述出料孔的横截面大于第一凹槽的横截面。6.根据权利要求5所述的铝合金挤压模具组件,其特征在于,所述铝合金挤压模具组件还包括若干定位销;所述底盖本体、上模、多孔分流模和下模分别设置有若干定位孔,定位销插入定位孔中。
技术总结
本实用新型提供一种铝合金挤压模具组件,包括挤压和挤压筒,挤压筒中具有上空腔和下空腔,挤压杆置于上空腔中并在上空腔中上下运动;下空腔与上空腔连通,下空腔中设置挤压模具,挤压模具的底端突出挤压筒的底部;所述铝合金挤压模具组件还包括底盖板,底盖板的底部设置有出料孔,底盖板与挤压筒连接并抵接挤压模具使挤压模具牢固地处于下空腔中。由于底盖板与挤压筒连接,并且挤压模具牢固地处于下空腔中,铝合金挤压模具组件形成一个整体。省略了行业中使用的结构复杂的下模板组件。所以,其结构简单,组装或拆卸简便,使用效率高。使用效率高。使用效率高。
技术研发人员:丁汀
受保护的技术使用者:江阴精友模具制造有限公司
技术研发日:2021.02.20
技术公布日:2022/1/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1