臂式汽车升降器长槽总成焊接工装的制作方法
1.本发明涉及汽车零部件技术领域,具体涉及臂式汽车玻璃升降器长槽总成焊接工装。
背景技术:
2.驾驶者在驾驶车辆时,不仅对汽车自身的各种性能有一定要求,同时在生活水平的提高下,对车的使用舒适度有开始有了一定的的要求,汽车的各种性能的失效,车身的异味、异响等问题,都是消费者无法接受情况。正因为如此,各大整车厂全力提高汽车的产品质量和舒适度,相应的汽车零部件供应商也紧随整车厂的步伐,为提高相应产品的质量和舒适度而努力。
3.在臂式汽车玻璃升降器的生产过程中,长槽是升降器不可或缺的一个零件,它不仅与车门玻璃进行简单的连接,同时也是把升降器的上升和下降力传递给玻璃的重要零件,以此来实现玻璃的上升和下降,长槽的尺寸关系着车门玻璃上升下降的质量,同时也影响车内人员的舒适度,轻着在车门内部会产生噪音异响,重着玻璃升降器直接失效,无法完成玻璃的上升或下降。
4.综上所述,长槽零件的质量,既长槽的焊接尺寸,会直接影响整个升降器的产品质量,所以开发高效的长槽总成焊接工装势在必行。
技术实现要素:
5.本发明的目的是提供一种臂式汽车玻璃升降器长槽总成焊接工装。
6.为实现上述目的,本发明的技术方案如下:臂式汽车玻璃升降器长槽总成焊接工装,工装底板上设有第一支撑块、第二支撑块、第三支撑块、第四支撑块、第五支撑块、第六支撑块,所述第一支撑块上设有与导槽a宽度一致的凹槽,所述第三支撑块上设有定位销ⅰ,所述定位销ⅰ的位置与导槽a上的定位孔ⅰ的位置一致,所述第二支撑块上设有定位销ⅱ,定位销ⅱ的位置与定位孔ⅱ的位置对应,第六支撑块上设有定位销ⅲ,第五支撑块上设有定位销ⅳ,定位销ⅲ、定位销ⅳ的位置分别与定位孔ⅰ、定位孔ⅱ的位置对应,第四支撑块上设有定位销
ⅴ
,定位销
ⅴ
的位置与定位孔ⅲ的位置对应,工装底板上还设有上电极和下电极。
7.上述的臂式汽车玻璃升降器长槽总成焊接工装,工装底板上还设有定位销孔。
8.上述的臂式汽车玻璃升降器长槽总成焊接工装,工装底板上还设有螺纹安装孔。
9.本发明具有如下有益效果:
10.本发明提高了升降器长槽总成的质量和生产性。工装的结构尽量采取结构简单、加工容易、产品零件拿取方便的形式,在产品的生产加工中既可以满足产品的质量,也可以满足生产性的要求。
附图说明
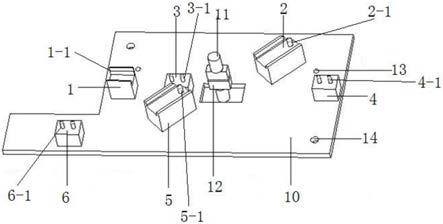
11.图1臂式汽车玻璃升降器长槽总成焊接工装整体示意图。
12.图2导槽总成结构示意图。
13.图3焊接步骤1示意图。
14.图4焊接步骤2示意图。
15.图中标记:1第一支撑块;1-1凹槽;2第二支撑块;2-1定位销ⅱ;3第三支撑块;3-1定位销ⅰ;4第四支撑块;4-1定位销
ⅴ
;5第五支撑块;5-1定位销ⅳ;6第六支撑块;6-1定位销ⅲ;7导槽a;7-1定位孔ⅰ;8弯槽;8-1定位孔ⅱ;9导槽b;9-1定位孔ⅲ;10工装底板;11上电极;12下电极;13定位销孔;14螺纹安装孔;
具体实施方式
16.实施例
17.如图1所示,臂式汽车玻璃升降器长槽总成焊接工装,工装底板10上设有第一支撑块1、第二支撑块2、第三支撑块3、第四支撑块4、第五支撑块5、第六支撑块6,所有支撑块与工装底板10的连接方式都是固定销加螺栓紧固的方式,每个支撑块有两个定位销孔,作用是准确将支撑块定位在工装底板的相应位置上,同时每个支撑块上有两个螺纹孔,作用是使支撑块紧固在工装底板上。所述第一支撑块1上设有与导槽a宽度一致的凹槽1-1,所述第三支撑块3上设有定位销ⅰ3-1,所述定位销ⅰ3-1的位置与导槽a上的定位孔ⅰ7-1的位置一致,所述第二支撑块2上设有定位销ⅱ2-1,定位销ⅱ2-1的位置与定位孔ⅱ8-1的位置对应,第六支撑块6上设有定位销ⅲ6-1,第五支撑块5上设有定位销ⅳ5-1,定位销ⅲ6-1、定位销ⅳ5-1的位置分别与定位孔ⅰ7-1、定位孔ⅱ8-1的位置对应,第四支撑块4上设有定位销
ⅴ
4-1,定位销
ⅴ
4-1的位置与定位孔ⅲ9-1的位置对应,工装底板10上还设有上电极(11)和下电极12。
18.工装底板4上有设备定位销孔13和设备螺栓安装孔14,用来定位工装和固定工装,底板10的外形结合长槽的外形,制作成非对称结构,在减少制作成本的同时也减轻了底板4的重量,使操作者在拿取工装时更加省力,降低劳动强度。工装底板10上有六个支撑块,第三支撑块3、第四支撑块4、第六支撑块6的结构一致,支撑块上设有两个定位销,结合产品结构进行双销定位。第二支撑块2、第五支撑块5的结构一致,设有放置弯槽8的凹槽,以及固定弯槽8的定位销。支撑块的长度方向尺寸稍微大一些,同时来满足对产品零件的侧面定位,上端采用大倒角形式,方便零件的放置;第一支撑块1上设有与导槽a7宽度一致的凹槽1-1,对产品零件只起到支撑作用,阻止产品零件放置时倾斜,同时支撑块上端采用大倒角形式,使导槽零件可以方便快捷的放入到支撑块中;上电极11和下电极12,电极用来将导槽a 7、导槽b 9和弯槽8焊接成长槽总成。
19.图2所示,为长导槽总成图,由导槽a、导槽b和弯槽焊接而成。
20.长槽总成的焊接分成两步,如图3所示,为第一步焊接示意图,将导槽a 7放置到工装底板10的第一支撑块1和第三支撑块3上,使定位销ⅰ3-1穿过定位孔ⅰ7-1,第一支撑块1和第三支撑块3对导槽a 7起到支撑和定位的作用,
21.再将弯槽8放置到第二支撑块2上,使定位销ⅱ2-1穿过定位孔ⅱ8-1,第二支撑块2对弯槽8起到支撑和定位的作用,启动设备后,利用上电极11和下电极12将导槽a 7和弯槽8焊接在一起。
22.如图4所示,为第二步焊接示意图,将导槽b 9放置到第四支撑块4上,使定位销
ⅴꢀ
4-1穿过定位孔ⅲ9-1,同时下电极12也同时对导槽b 9起到支撑作用,再将焊接好的导槽a弯槽总成放置到第六支撑块6上、第五支撑块5,使定位销ⅲ6-1、ⅳ5-1分别穿过定位孔ⅰ7-1、定位孔ⅱ8-1,启动设备,将导槽b与弯槽8焊接在一起,焊接完成。
技术特征:
1.臂式汽车玻璃升降器长槽总成焊接工装,其特征在于,工装底板(10)上设有第一支撑块(1)、第二支撑块(2)、第三支撑块(3)、第四支撑块(4)、第五支撑块(5)、第六支撑块(6),所述第一支撑块(1)上设有与导槽a(7)宽度一致的凹槽(1-1),所述第三支撑块(3)上设有定位销ⅰ(3-1),所述定位销ⅰ(3-1)的位置与导槽a上的定位孔ⅰ(7-1)的位置一致,所述第二支撑块(2)上设有定位销ⅱ(2-1),定位销ⅱ(2-1)的位置与定位孔ⅱ(8-1)的位置对应,第六支撑块(6)上设有定位销ⅲ(6-1),第五支撑块(5)上设有定位销ⅳ(5-1),定位销ⅲ(6-1)、定位销ⅳ(5-1)的位置分别与定位孔ⅰ(7-1)、定位孔ⅱ(8-1)的位置对应,第四支撑块(4)上设有定位销
ⅴ
(4-1),定位销
ⅴ
(4-1)的位置与定位孔ⅲ(9-1)的位置对应,工装底板(10)上还设有上电极(11)和下电极(12)。2.根据权利要求1所述的臂式汽车玻璃升降器长槽总成焊接工装,其特征在于,工装底板(10)上还设有定位销孔(13)。3.根据权利要求1所述的臂式汽车玻璃升降器长槽总成焊接工装,其特征在于,工装底板(10)上还设有螺纹安装孔(14)。
技术总结
本发明涉及汽车零部件技术领域,具体涉及臂式汽车玻璃升降器长槽总成焊接工装。臂式汽车玻璃升降器长槽总成焊接工装,第一支撑块上设有与导槽A宽度一致的凹槽,第三支撑块上设有定位销Ⅰ,所述定位销Ⅰ的位置与导槽A上的定位孔Ⅰ的位置一致,第二支撑块上设有定位销Ⅱ,定位销Ⅱ的位置与定位孔Ⅱ的位置对应,第六支撑块上设有定位销Ⅲ,第五支撑块上设有定位销Ⅳ,定位销Ⅲ、定位销Ⅳ的位置分别与定位孔Ⅰ、定位孔Ⅱ的位置对应,第四支撑块上设有定位销
技术研发人员:刘凯
受保护的技术使用者:沈阳金杯广振汽车部件有限公司
技术研发日:2021.04.16
技术公布日:2022/1/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1