组立螺栓自动补焊装置的制作方法
1.本实用新型涉及汽车零部件的加工,尤其是组立螺栓自动补焊装置。
背景技术:
2.对于部分组立而成的部件来说,虽然已经有了螺栓固定,但为了进一步提高连接强度会采用补焊进行永久性固定。现有技术通常是采用双枪焊机进行补焊。其补焊方式非常简单,就是将组立部件需要焊接的位置对准焊枪枪口进行焊接即可。由于组立部件通常体积较大,一般移动操作均交给叉车进行,然而叉车不是精准的焊接用定位装置,很容易受到驾驶员操作的影响,焊接一致性非常差。
技术实现要素:
3.针对现有技术的不足,本实用新型提供一种焊接一致性较高的补焊装置。
4.本实用新型的技术方案为:
5.组立螺栓自动补焊装置,它包括底座、矩形槽、电动小车、背板和双枪焊机,所述底座上开设有一矩形槽,矩形槽内放置有一电动小车,电动小车上设置有若干垫板,所述底座顶面且位于矩形槽的两侧分别设立有一立杆,立杆上横向螺接有一螺杆,螺杆靠近矩形槽一侧焊接有一圆盘,两个圆盘对向设置,所述底座背面固定有一背板,背板前端面安装有气缸,气缸的推杆下端安装有一双枪焊机。
6.进一步地,所述垫板为圆条形,材质为黄铜。汽车部件通常采用钢材,而黄铜质软,用于放置汽车部件在圆盘的推动下即使汽车部件发生相对滑动也不容易对汽车部件产生实质损伤。
7.进一步地,所述垫板采用可拆卸式安装结构与电动小车连接,例如螺栓。便于垫板损坏后的更换。
8.进一步地,所述双枪焊机为二氧化碳气体保护焊机。
9.本实用新型的有益效果为:将组立部件通过叉车放在垫板上即可,不要求精度,通过本装置的结构对组立部件完成位置调整,利于补焊,提高了焊接一致性。
附图说明
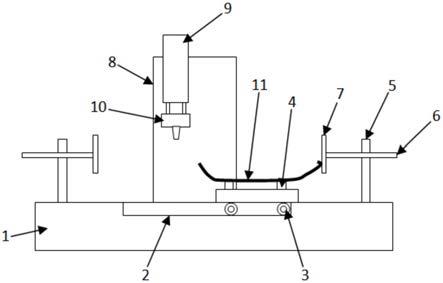
10.图1为本实用新型的结构示意图;
11.图2为圆盘和螺杆的侧视图;
12.图3为本实用新型的使用示意图。
13.图中,1、底座;2、矩形槽;3、电动小车;4、垫板;5、立杆;6、螺杆;7、圆盘;8、背板;9、气缸;10、双枪焊机;11、组立部件。
具体实施方式
14.下面结合附图对本实用新型的具体实施方式作进一步说明:
15.如图1和2所示,组立螺栓自动补焊装置,它包括底座1、矩形槽2、电动小车3、背板 8和双枪焊机10,所述底座1上开设有一矩形槽2,矩形槽2内放置有一电动小车3,电动小车3上设置有若干垫板4,所述底座1顶面且位于矩形槽2的两侧分别设立有一立杆5,立杆 5上横向螺接有一螺杆6,螺杆6靠近矩形槽2一侧焊接有一圆盘7,两个圆盘7对向设置,所述底座1背面固定有一背板8,背板8前端面安装有气缸9,气缸9的推杆下端安装有一双枪焊机10。
16.所述垫板4为圆条形,材质为黄铜。汽车部件通常采用钢材,而黄铜质软,用于放置汽车部件在圆盘的推动下即使汽车部件发生相对滑动也不容易对汽车部件产生实质损伤。
17.所述垫板4采用可拆卸式安装结构与电动小车3连接,例如螺栓。便于垫板4损坏后的更换。
18.所述双枪焊机10为二氧化碳气体保护焊机。
19.本实用新型的使用方法如图3所示:
20.调试阶段
21.将电动小车移动到矩形槽最左侧;
22.通过叉车等工具将组立部件的标准件放置在电动小车上,并调整组立部件位置使其需要焊接的位置刚好位于双枪焊机枪口位置;
23.旋转左侧的螺杆(可通过圆盘来拧螺杆),使得该侧的圆盘刚好接触到电动小车上的组立部件11左端,而后控制电动小车移动到矩形槽的最右侧,旋转右侧的螺杆,使得该侧的圆盘刚好接触到组立部件右端,而后取走标准件;
24.正常工作阶段
25.将电动小车移动到矩形槽任意位置(主要是为了便于叉车放置组立部件,使得新手也可以操作),而后通过叉车或者其他工具放置组立部件;电动小车先向右行走到矩形槽右端,假如放置的组立部件向右偏离则右侧圆盘可将组立部件向左推动;然后电动小车向左行走到矩形槽左端,假如放置的组立部件向左偏离则左侧圆盘可将组立部件向右推动,此时组立部件必然位于焊接的最佳位置,启动气缸将双枪焊机枪口靠近组立部件而后焊接。
26.上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
技术特征:
1.组立螺栓自动补焊装置,其特征在于:它包括底座、矩形槽、电动小车、背板和双枪焊机,所述底座上开设有一矩形槽,矩形槽内放置有一电动小车,电动小车上设置有若干垫板,所述底座顶面且位于矩形槽的两侧分别设立有一立杆,立杆上横向螺接有一螺杆,螺杆靠近矩形槽一侧焊接有一圆盘,两个圆盘对向设置,所述底座背面固定有一背板,背板前端面安装有气缸,气缸的推杆下端安装有一双枪焊机。2.根据权利要求1所述的组立螺栓自动补焊装置,其特征在于:所述垫板为圆条形,材质为黄铜。3.根据权利要求2所述的组立螺栓自动补焊装置,其特征在于:所述垫板采用可拆卸式安装结构与电动小车连接。4.根据权利要求3所述的组立螺栓自动补焊装置,其特征在于:所述双枪焊机为二氧化碳气体保护焊机。
技术总结
本实用新型涉及汽车零部件的加工,尤其是组立螺栓自动补焊装置;它包括底座、矩形槽、电动小车、背板和双枪焊机,所述底座上开设有一矩形槽,矩形槽内放置有一电动小车,电动小车上设置有若干垫板,所述底座顶面且位于矩形槽的两侧分别设立有一立杆,立杆上横向螺接有一螺杆,螺杆靠近矩形槽一侧焊接有一圆盘,两个圆盘对向设置,所述底座背面固定有一背板,背板前端面安装有气缸,气缸的推杆下端安装有一双枪焊机;将组立部件通过叉车放在垫板上即可,不要求精度,通过本装置的结构对组立部件完成位置调整,利于补焊,提高了焊接一致性。提高了焊接一致性。提高了焊接一致性。
技术研发人员:李林
受保护的技术使用者:广州优尼冲压有限公司
技术研发日:2021.05.06
技术公布日:2022/1/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1