一种汽车后桥轴承座内孔加工的反拉刀具的制作方法
1.本实用新型涉及机械加工技术领域,尤其是一种汽车后桥轴承座内孔加工的反拉刀具。
背景技术:
2.目前,汽车轴承座内孔、端面及倒角加工采用普通反拉车刀进行加工,普通反拉车刀通常需要让位行程固定,对于让位行程较大产品需要专门定制,成本较高,后期使用刀片加工成本也比使用焊接刀成本高。
技术实现要素:
3.本实用新型的目的是为了解决现有技术存在的缺陷,提供一种汽车后桥轴承座内孔加工的反拉刀具。
4.为了实现上述目的,本实用新型采用的技术方案如下:
5.一种汽车后桥轴承座内孔加工的反拉刀具,包括反拉刀杆,设置在反拉刀杆端部的连接头,连接头上带有插入口,插入口内安装焊接刀,焊接刀的尾部通过螺栓与连接头固定连接。
6.进一步,所述连接头与反拉刀杆一体成型。
7.进一步,所述螺栓的数量为两个以上。
8.进一步,所述焊接刀的刀刃朝外。
9.进一步,所述反拉刀杆固定在机床的刀库内。
10.本实用新型的有益效果为:该刀具能加工轴承座内孔、端面及倒角,可换焊接刀使用成本比普通内孔刀具使用寿命长,加工尺寸稳定,可换焊接刀可根据工件实际让位行程调整安装长度和安装角度,满足各种工件加工,普适性强。
附图说明
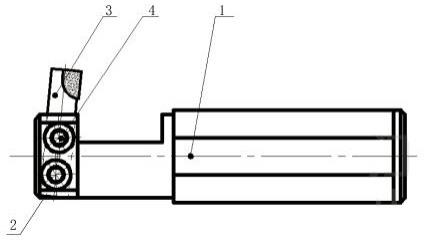
11.图1为本实用新型的结构示意图。
具体实施方式
12.如图1所示,一种汽车后桥轴承座内孔加工的反拉刀具,包括反拉刀杆1,设置在反拉刀杆1端部的连接头2,连接头2上带有插入口,插入口内安装焊接刀3,焊接刀3的尾部通过螺栓4与连接头2固定连接。
13.其中,连接头2与反拉刀杆1一体成型。螺栓4的数量为两个以上。焊接刀3的刀刃朝外,反拉刀杆1固定在机床的刀库内。
14.该刀具能加工轴承座内孔、端面及倒角,可换焊接刀使用成本比普通内孔刀具使用寿命长,加工尺寸稳定,可换焊接刀3可根据工件实际让位行程调整安装长度和安装角度,满足各种工件加工,普适性强。
15.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种汽车后桥轴承座内孔加工的反拉刀具,其特征在于,包括反拉刀杆,设置在反拉刀杆端部的连接头,连接头上带有插入口,插入口内安装焊接刀,焊接刀的尾部通过螺栓与连接头固定连接。2.根据权利要求1所述的一种汽车后桥轴承座内孔加工的反拉刀具,其特征在于,所述连接头与反拉刀杆一体成型。3.根据权利要求1所述的一种汽车后桥轴承座内孔加工的反拉刀具,其特征在于,所述螺栓的数量为两个以上。4.根据权利要求1所述的一种汽车后桥轴承座内孔加工的反拉刀具,其特征在于,所述焊接刀的刀刃朝外。5.根据权利要求1所述的一种汽车后桥轴承座内孔加工的反拉刀具,其特征在于,所述反拉刀杆固定在机床的刀库内。
技术总结
本实用新型涉及一种汽车后桥轴承座内孔加工的反拉刀具,包括反拉刀杆,设置在反拉刀杆端部的连接头,连接头上带有插入口,插入口内安装焊接刀,焊接刀的尾部通过螺栓与连接头固定连接。该刀具能加工轴承座内孔、端面及倒角,可换焊接刀使用成本比普通内孔刀具使用寿命长,加工尺寸稳定,可换焊接刀可根据工件实际让位行程调整安装长度和安装角度,满足各种工件加工,普适性强。普适性强。普适性强。
技术研发人员:张武强 吴北光 殷伟辉 钟先福 黄志斌 黄实充
受保护的技术使用者:江西江铃底盘股份有限公司
技术研发日:2021.05.18
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1